


ОАО «КОМЗ» – многопрофильное предприятие с мощным научно-техническим потенциалом, специализирующееся на разработке и производстве:
- астронавигационные системы и перископы;
- наблюдательные и фоторегистрирующие приборы;
- визиры, оптоэлектронные системы наблюдения и целеуказания;
- бинокли, зрительные трубы и приборы ночного видения;


- подарочные бинокли VIP-класса в шкатулках из ценных пород дерева

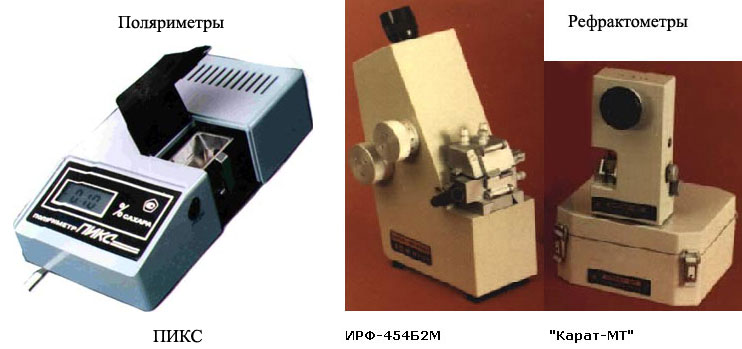
- рефрактометры
- поляриметры
- атомно-абсорбционные спектрометры
- спектрографы;
- микрофотометры;
- лазерные дальномеры и тепловизионные комплексы;
- полноформатные электрофотографические копировальные и микрофильмирующие аппараты;
- газовые котлы отопительные.
На ОАО "КОМЗ" внедрена и функционирует система менеджмента качества, соответствующая ГОСТ Р ИСО 9001-2001, что подтверждается заключением уполномоченного органа сертификации систем качества ГУП "Технолизинг ЦНИИ ЭНСУ" Российского Агенства по обычным вооружениям № 316 от 27.11.2003 г.
Литейное производство ОАО «КОМЗ» специализируется на изготовлении фасонных и точных отливок из черных и цветных металлов и имеет следующие технологические возможности:
Точное литье по выплавляемым моделям
- Материал отливок: углеродистая сталь 20Л… 50Л;
- Модельная смесь: парафин-стеарин (60%х40%);
- Максимальный вес отливки – до 5 кг;
- Мощность участка ЛВМ – 80 т/год.
Литье под высоким давлением
- Оборудование: 11 машин для литья под давлением фирм Бюлер, Косматик, Италпресс, СLO 6.2 с усилием запирания от 150 до 400 тс;
- Материал отливок: алюминиевые, магниевые сплавы и латунь
- Вес отливок: до 200 г;
- Мощность участка ЛПД: 400 тонн/год.
Литье в песчано-глинистые формы
- Максимальные размеры опок: 1500х1000х500 мм.
Материал отливок
- Серый чугун СЧ15, СЧ20, СЧ25;
- Алюминиевые сплавы;
- Латунь ЛК16К4, ЛЦ40.
- Максимальный вес отливок из чугуна до 400 кг;
- Максимальный вес отливок из алюминиевых сплавов до 80 кг;
- Максимальный вес отливок из латуни до 160 кг;
Мощность участка: алюминий – 350 тонн/год, чугун – 150 тонн/год, медные сплавы – 30 тонн/год.
Цех по переработке пластмасс и резины имеет следующие технологические возможности:
Литье под давлением
Материал изделий
- Полиамид;
- Полиэтилен;
- Полистирол;
- Стеклонаполненные пластики.
Оборудование: литьевые машины импортного производства с объемом впрыска от 40 см³ до 3054 см³ типа KUASY (Германия), ENGEL (Австрия), JARA (Италия), CS 371/160 (Чехословакия).
Общее количество литьевых машин – 15 шт.
Прессование изделий из реактопластов и резины
Материал изделий
- ДСВ;
- Пенопласт;
- Резиновые смеси по спецификации заказчика;
Оборудование: пресса для изготовления изделий из реактопластов и РТИ моделей ДБ2426, ДБ2430, ДБ2432
Номинальное усилие смыкания пресса:
- 40 тс, габариты стола: 560 х 500 мм х мм;
- 100 тс, габариты стола: 630 х 630 мм х мм;
- 160тс, габариты стола: 800 х 710 мм х мм;
Общее количество прессов – 28 шт.
ОАО «КОМЗ» предлагает услуги по изготовлению литых заготовок и готовых деталей из серого чугуна, углеродистых сталей, алюминиевых и цинковых сплавов, латуни, термопластов, также прессованых изделий из реактопластов и резины по чертежам заказчика.
ОАО «Казанский оптико-механический завод» также принимает заказы на выполнение следующих работ:
1. Обработка деталей
- на токарно-винторезных станках, моделей 95ТС-1, 1ИС611В, 1В61М, 1К62, «Монарх», размеры деталей Ø 2 ÷ 500, L=5 ÷ 12000;
- на вертикально-фрезерных станках, модели: 6Н10, ВФ57, 6Н11, 6В11;
- на универсально-фрезерных станках, модели: 6Т80Ш, 675;
- на обрабатывающих центрах, модели: ИС500, ИС800; поверхность рабочих столов от 200х400 до 500х1600.
- на координатно-расточных станках, модели: тоs, 2622в, sip, 2е440а, размеры детали: 100х400х500.
- на кругло-шлифовальных станках, модели: tos, 312м, «нортон» - круглая шлифовка деталей длиною до 12 метров
- на плоско-шлифовальных станках, модели: 3г71м, оптим ю-6uat; детали от 145 мм. до 600 мм
2. Пресса
Пресс листогибочный кривошипный, модель П-1330 г.Пинск, усилие – 100 тс. Позволяет работать с деталями длиной до 2 метров за один удар.
Пресс гидравлический с индивидуальным приводом, модели: ДБ-2428, усилие-63 тс; ДБ-2434, усилие-250 тс, позволяет работать с деталями 300х300; К-2130Б, усилие-100 тс.
3. Электроэррозионное оборудование.
Электроэррозионный станок с программным управлением, модель 4А531П г.Ногинск. Позволяет обрабатывать детали 30х160х12.
Универсальный электроэррозионный станок повышенной точности, модель 4В721 г.Троицк .Позволяет обрабатывать детали 200х300.
4. Автоматы.
4.1. Холодновысадные.
Автомат холодновысадной с цельн. матрицей двухударный, модель МВК-0,1 Технические характеристики: Ø стержня 2-3 мм, Н-18мм.
Автомат холодновысадной 1 позиц. двухударный с цельн. матрицей, модели: 52ВА г.Кимры, А-1216 г.Одесса. Технические характеристики: наиб. Ø стержня 4 мм.
4.2. Листоштамповочные автоматы.
Пресс-автомат двухстоечный пневматический многопозиционный, модель FT-S2-60 «Аида»
Усилие – 60 тс.
4.3. Токарные автоматы.
- Токарные автоматы 6-ти шпиндельные, модель 1Б2656К. Наибольший диаметр обрабатываемого прутка – 60 мм. Оптимальная партия – 1000 шт..
- Токарные автоматы продольного точения, модели: 1Б10В, 1М06КА. Наибольший диаметр обрабатываемого прутка – 6 мм.
- Токарные автоматы прод. точения, модели: R-10, MS-7 (Швейцария), 1М10А (Ленинград) . Наибольший диаметр обрабатываемого прутка – 10 мм.
- Токарный автомат продольного точения, модель 11Т-16А (Ленинград). Наибольший диаметр обрабатываемого прутка – 16 мм.
- Токарные автоматы продольного точения, модели: ТВ-42 и ТВ-60 (Германия). Наибольший диаметр обрабатываемого прутка – 42 мм и 60 мм соответственно.
Оптимальная партия – 1000 шт..
5. Сварка
5.1. Газовая сварка: цех 103 имеет 2 сварочных поста; газовые горелки (мундштуки №0-5) на основе кислород-ацетилен, кислород-пропан-бутан, кислород-метанфракция. Свариваемые толщина и материал: углеродистые конструкционные стали – до 5 мм, алюминиевые сплавы – до 3 мм, медные сплавы – до 3 мм.
5.2. Аргонно-дуговая сварка: 4 поста, оборудование — сварочные аппараты УДАР-300 (УДГ-301): УДАР-500. Свариваемые толщины и материал: низко- и высоколегированные стали – до 20 мм, алюминиевые, магниевые сплавы 0 до 15 мм, медные – до 10 мм.
5.3. Контактная точечная сварка: 4 поста контактно-точечных машин. Свариваемые толщины и материал: конструкционные стали 0 до 3 мм, алюминиевые сплавы – до 3 мм.
5.4. Электродуговая ручная сварка: 1 пост, сварка конструкционных сталей – до 10 мм.
6. Нанесение гальванических и лакокрасочных покрытий
6.1. Лакокрасочные покрытия.
6.1.1. Окраска металлических поверхностей эмалями:
- ГФ-1426 защитной;
- М4-240М, ПМ черной;
- МЛ-12 черной, белая ночь, светло-дымчатой;
- МЛ-158 черной, серо-голубой, светло-бежевой «шагрень»;
- ХВ-518 защитной;
- ХС-527 шаровой;
- ХС-720 красно-коричневой;
- ХС-5146 серо-желтой;
- ХС-75 УМ, ГМ черной;
- ЭП-51 защитной, черной; красной;
- ПФ-218 ГС светло-серой, зеленовато-желтой.
Максимальные размеры деталей: 1200х500х500 мм.
Масса деталей не более 40 кг.
6.1.2. Нанесение электроизоляционных лаков ЭП-730, УР-231 на поверхность печатных плат, в том числе с навесным монтажом.
Максимальные размеры 300х300х50 мм.
6.2. Оксидно-гальванические покрытия.
6.2.1. Покрытие анодно-окисное, наполненное раствором черного красителя, деталей из алюминиевых сплавов.
Максимальные размеры:
- деталей 500х300х50 мм.
- Труб Ø 40х1500 мм
- Листов 500х500х10 мм
Масса деталей не более 15 кг.
6.2.2. Покрытие анодно-окисное твердое деталей из алюминиевых сплавов: В95, АМг6, Д16, АК12.
- Толщина покрытия – 30 мкм.
- Микротвердость – HV ≥ 250 кгс/мм².
Максимальные размеры:
- деталей 200х100х15 мм;
- труб Ø 20х500 мм.
6.2.3. Покрытие анодно-окисное деталей из титановых сплавов.
Максимальные размеры: Ø 200х200 мм.
6.2.4. Покрытие химическое окисное фосфатно-фторидное деталей из алюминиевых сплавов
Максимальные размеры:
- деталей 500х300х200 мм;
- труб Ø 20х500 мм;
- листов 500х300х10 мм.
Максимальная масса деталей – 10 кг.
6.2.5. Покрытие химическое окисное деталей из магниевых сплавов
- Максимальные размеры – 250х200х180 мм.
- Масса деталей не более 10 кг.
6.2.6. Покрытие хромовое черное деталей из коррозионностойких сталей и титановых сплавов.
Максимальные размеры деталей – 50х50х50 мм.
6.2.7. Покрытие никелевое деталей из стали, медных сплавов.
Максимальные размеры:
- деталей 100х100х20 мм;
- труб Ø 30х1000 мм;
- листов 1000х100х10 мм.
Масса деталей не более 10 кг.
6.2.8. Покрытие никелевое черное с подслоем никеля деталей из стали.
- Максимальные размеры – 300х300х200 мм.
- Масса деталей не более 15 кг.
6.2.9. Покрытие никелевое черное с подслоем меди деталей из медных сплавов.
- Максимальные размеры – 300х300х200 мм.
- Масса деталей не более 15 кг.
6.3. Полимерные порошковые краски.
Нанесение полимерных порошковых красок на различные детали в электростатическом поле высокого напряжения позволяет создать следующие типы поверхностей:
- гладкие;
- текстурированные:
1) шагрени: матовые, полуматовые, глянцевые;
2)муары — "наждачка";
- арабескато: мелкие, крупные, под старую бронзу, под старую медь, алюминий;
- металлики: золото, под золото, алюминий, хром, мокрый асфальт.
Максимальные размеры (мм): 1300х1000х1200
Максимальная масса деталей — до 45 кг.
6.3.1. Полиэфирная порошковая краска — предназначена для окрашивания наружных конструкций (изделий). Блеск от 20% до 90% глянца.
6.3.2. Эпоксиполиэфирная порошковая краска — предназначена для окрашивания конструкций и изделий, не подвергающихся воздействию ультрафиолетовых лучей. Блеск от 30% до 90% глянца.
6.3.3. Эпоксидная порошковая краска — предназначена для окрашивания конструкций и изделий, не подвергающихся воздействию ультрафиолетовых лучей. Позволяет получать глубоко матовые поверхности — блеск от 7% до 30% глянца.
7. Вакуумные покрытия
Вакуумные установки в ОП позволяют наносить покрытия на детали размером до 470 мм.
8. Виды покрытий:
8.1. Зеркальные покрытия – от одно- двухслойного – из серебра, хрома, алюминия с ρА≥93% – методом простого испарения – до многослойных покрытий с нанесением алюминия, двуокиси кремния, двуокиси циркония – 7,9,13… слоев методом электронно-лучевого испарения с различным ρА для разных диапазонов длин волн.
8.2. Просветляющие покрытия – от однослойных — фтористого магния, кремния – методом напыления и электронно-лучевого испарения до многослойных просветляющих покрытий – от 7 до 12 слоев – фтористый магний, двуокись циркония, двуокись гафрия – с коэффициентом поглощения до 0,03 %, отражения 1,5%, пропускания – 96-97% для заданной области спектра, спектроделители.
8.3. Защитные покрытия – одно-многослойные покрытия с испарением кремния, двуокиси кремния и т.д. без изменения коэффициента отражения защищаемой детали.
8.4. Токопроводящие покрытия – одно-многослойные из хрома, олова двухлористого или фтористого, двуокиси олова и трехокиси индия – для электрообогрева деталей с целью устранения запотевания и оледенения.
9. Изготовление оптических деталей
Изготовление плоских и сферических оптических деталей. Габариты этих деталей от Ø 3,5 мм х 1,7 – минимум, до 490 мм длиной – пластины и линзы до Ø300 мм – максимум. Точность выполнения поверхностей: от N=0,5, ΔN=0,1 – отступление от заданной поверхности, где N=1 соответствует отклонению 0,25 мкм; точность выполнения толщины до 0,05 мм; точность выполнения децентрировки – совмещения оптической и геометрической осей от 0,005 мкм.
10. Изготовление прецизионных оптических растров, мир, шкал и сеток на стекле по слоям хрома, алюминия, серебра с погрешностью не более ±2 мкм.