


О заводе
ОАО «Балашихинский литейно-механический завод» - ведущее российское предприятие по производству титанового, алюминиевого, магниевого фасонного литья с возможностью высокоточной обработки всех металлов.
Завод выпускает более 1000 видов деталей, которые поставляет крупнейшим компаниям России, Норвегии, Швеции, Италии, Финляндии, Израиля, Польши и других стран.
Специализация предприятия - серийное производство авиационных колес, тормозов и агрегатов управления тормозными системами для самолетов Ту-154, Ил-62, Ил-76, Ил-86, Як-40, Як-42, Ан-124 «Руслан», Ан-225 «Мрия» и вертолетов Ми-8, Ми-26, Ка-50 «Черная Акула».
По многим сверхсложным видам изделий ОАО «БЛМЗ» был и остается единственным в мире поставщиком.
ПРОИЗВОДСТВО
Литье
Титан
ОАО «БЛМЗ» является одним из ведущих российских поставщиков фасонного титанового литья для авиационных двигателей, самолетов, химического и пищевого машиностроения, медицины (элементы протезов и эндопротезов). Титановое производство ОАО «БЛМЗ» уникально: многие годы завод является базой для научных исследований в области создания новых литейных титановых сплавов, процессов и оборудования для изготовления фасонных отливок.
Чистота поверхности, уменьшенный вес отливок, современное вакуумное термическое оборудование, которое позволяет работать с отливками сложнейшей конфигурации диаметром до 800 мм и длиной до 1000 мм – всё это позволяет нашим клиентам снизить до минимума последующую механическую обработку изделий.
Мощность производства: 240 тонн/год
- Минимальные размеры отливок: 10 х 10 х 10 мм.
- Масса: от 0,005 до 200кг.
- Минимальная толщина стенок: 2±0,5мм.
- Точность: до ±1,5мм.
Используемые сплавы: ВТ5Л, ВТ6Л, ВТ20Л, ВТ21Л, ASTM B367 сорта С2, С3, С5.
Серийные отливки из титановых сплавов на предприятии получают по следующим технологиям:
- литье в уплотняемые формы;
- литье в оболочковые формы;
- литье по выплавляемым моделям;
- литье в кокиль (до 200кг);
- литье в формы, изготовленные по полистрироловым моделям;
- литье по безмодельной технологии в формы, изготовляемые по 3D-моделям из графитовых блоков.
Литье в уплотняемые формы – это литье в разовые формы, собранные из графитовых стержней марок СФТ, СГО и др. Для их изготовления и сборки необходима деревянная или металлическая оснастка (стержневые ящики и подмодельные плиты). Уплотнение смеси осуществляется ручной формовкой.
Литье в оболочковые формы – изготовление отливок из расплавленного металла в формах, изготовленных по горячей модельной оснастке из специальных песчано-смоляных смесей. Формы представляют собой сухие тонкостенные оболочки толщиной 8-15мм. Формовочная смесь состоит из графитового порошка и связующего СФП 011Л (СГО-3 и СГО-4). Крепителем служит фенольно-формальдегидная смола (бакелит).
Литье по выплавляемым моделям позволяет получить сложные по форме отливок массой от нескольких граммов до десятков килограммов, со стенками толщиной от 1,5мм и более, с поверхностью, соответствующей 4—6-му классам чистоты, и с высокой точностью размеров по сравнению с другими способами литья.
При литье в стальной кокиль в качестве элементов литниковой системы применяют прессованный графит. Способ литья обеспечивает точность размеров; повышение производительности труда в результате исключения трудоемких операций смесеприготовления, формовки, очистки отливок от пригара; улучшение качества отливки, связанное с использованием металлической формы; повышение стабильности показателей качества: механических свойств, структуры, плотности, шероховатости, точности размеров отливок; механизация и автоматизация процесса изготовления отливки, обусловленная многократностью использования кокиля.
Литье в формы, изготовленные по полистрироловым моделям, осуществляется путем изготовления модели из полистирола марки ПСБС 25-35 на программном станке с последующим нанесением на модели оболочек по технологии литья по выплавляемым моделям.
Самая современная технология литья - по безмодельной технологии в формы осуществляется по изготовляемым 3D-моделям из графитовых блоков марок ГМ на программном станке с последующей сборкой и заливкой по принципу литья в уплотняемые формы.
Наплавление жидкого металла и заливка форм осуществляется в вакуумных гарниссажных установках, соответствующих лучшим мировым стандартам, с использованием как графитовых, так и медных водоохлаждаемых тиглей. Процесс плавки и заливки автоматизирован, что позволяет выпускать отливки высокого качества и уменьшить затраты металла. В случае необходимости возможно проведение горячего изостатического прессования (ГИП) отливок.
При производстве титанового литья на предприятии применяются современные методы контроля качества отливок: рентгеноконтроль, ЛЮМ-контроль, контроль химического состава и механических свойств каждой плавки и качественное исправление обнаруженных дефектов (заварка в среде аргона).
Продукция титанового цеха включает корпуса подшипников, корпуса и роторы смесителей для целлюлозно-бумажной промышленности, корпуса диффузоров, кронштейны, корпуса насосов, корпуса колес, различная запорная арматура и др.

Высокий уровень квалификации специалистов и наличие производственных мощностей позволяют постоянно расширять не только номенклатуру продукции титанового производства, но и перечень отраслей-потребителей и стран, в которые ведется экспорт фасонного титанового литья, выпускаемого ОАО «БЛМЗ». Наряду с традиционными поставками для авиационных двигателей, самолетов, химического и пищевого машиностроения, медицины в последние годы освоены поставки титановых заготовок для изготовления деталей и узлов ответственного назначения для ядерной техники, электроники, нефтедобывающей и нефтеперерабатывающей промышленности.
Алюминий
Алюминиевое литье производства ОАО «БЛМЗ» - это более 400 наименований: обоймы, корпуса, цилиндры, крышки, картеры и применяется в авиакосмической, автомобильной, судостроительной, нефтедобывающей, нефтеперерабатывающей, приборостроительной и химической отраслях промышленности.

Наше предприятие изготавливает отливки из алюминиевых сплавов по двум технологиям литья:
- в песчаные формы
- в металлические формы
Основным достоинством литья в песчаные формы является его универсальность: технология позволяет изготовить отливки самой разнообразной формы, габаритов и массы. Литье в песчаные формы успешно используется там, где требуется изготовить небольшие партии фасонных отливок, которые не имеют тонких стенок, высоких требований по чистоте поверхности, где снижение массы отливки не является определяющим требованием.
В тех случаях, когда к размерам, поверхности и весу отливок из алюминиевых сплавов предъявляются более высокие требования, специалисты ОАО «БЛМЗ» используют альтернативный метод литья в металлические формы – кокили, который обладает существенными преимуществами:
- металлическая форма используется многократно, что уменьшает сроки изготовления отливки в 3-4 раза;
- лучшая размерная точность и чистота поверхности отливки;
- уменьшение объема последующей механической обработки отливок на 40 – 60 %;
- более высокая плотность и механические свойства отливки за счёт высокой скорости охлаждения.
Высокая квалификация специалистов Инженерного центра ОАО «БЛМЗ» позволяет проектировать и изготавливать оснастку для производства алюминиевых отливок самой высокой сложности.
Мощность алюминиевого производства «БЛМЗ» - 1000т/год
Используемые сплавы: АК7ч, АК9ч, АК5М, АК8ч
Габариты и вес отливок:
- черновой вес кокильного литья от 2,4 до 250 кг и габариты от 160 х 400 х 100 до 960 х 700 х 600 мм,
- для песчаных форм от 3,0 до 530 кг и габариты от 140 х 180 х 130 до 1070 х 1110 х 900 мм.
Магний
Производство легких тонкостенных отливок из магния – одно из приоритетных направлений для ОАО «БЛМЗ». Завод выпускает более ста видов изделий: корпуса, крышки, каркасы, шпангоуты, барабаны, реборды, блоки тормозных цилиндров авиационных колес, диски автомобильных и мотоциклетных колес, протекторы для анодной защиты разных конструкций (в основном газопроводов, трубопроводов, цистерн, котельного оборудования) от коррозии и т.д.

Отливки выпускаются по двум технологиям:
- литьё в песчаные формы
- литье в металлические формы (кокили)
Основным достоинством литья в песчаные формы является его универсальность: оно позволяет изготовить отливки самой разнообразной формы, габаритов и массы.
При литье в металлические формы (кокили) получаются отливки более высокого качества:
- отливки имеют точные размеры и гладкую поверхность из-за высокой плотности металлической формы.
- быстрое охлаждение отливки улучшает механические свойства.
- уменьшается количество брака за счет уменьшения припусков на обработку резанием отливок, отходов.
- снижается себестоимость отливок и расход формовочной смеси.
Мощность производства: 300 тонн в год
Используемые сплавы:
- Мл5 и Мл5пч (повышенная коррозионная стойкость);
- Мл12 (повышенная усталостная прочность и коррозионная стойкость);
- Мл10 (повышенная жаропрочность и коррозионная стойкость) для авиационной промышленности.
Масса: от 0,5 до 400 кг
Максимальные размеры: 1700х1500х1000 мм для песчаных форм и 1500х1500х1000 мм для металлических форм.
Минимальная толщина стенки отливок: 5 мм и 4 мм для ребер и стенок протяженностью до 200 мм.
Механическая обработка
Механическое производство ОАО «БЛМЗ» – одно из крупнейших в России и СНГ. Завод обеспечивает полный технологический цикл изготовления колес, тормозов, агрегатов управления совместно с тормозными системами для всех типов российских самолетов и вертолетов, осуществляет их ремонт и поставку запасных частей. Тормозные системы производства ОАО «БЛМЗ» не раз спасали человеческие жизни.
Механическое производство ОАО «БЛМЗ» включает практически все применяемые в машиностроении технологии:
- листовая штамповка;
- обработка материалов резанием (токарная, фрезерная, сверлильная, расточная, долбежная, шлифовальная, слесарная и др.);
- термическая обработка;
- нанесение химических, электрохимических (гальванических) и лакокрасочных покрытий;
- изготовление резино-технических изделий;
- производство тормозных элементов из металлокерамики;
- сборка и испытания.
Специалисты завода могут обрабатывать любые металлические материалы, в том числе алюминиевые, магниевые, титановые и стальные сплавы.
Станочный парк механического производства – это более 1000 единиц современного механообрабатывающего оборудования, в том числе станки с ЧПУ лучших мировых производителей:
1. Токарные полуавтоматы с ЧПУ: АТ600, 1740Ф3; SPM16, S80, Masturn-54 (Чехия); SL-20, SL-30, SL-40 (HAAS, США)
2. Фрезерные станки с ЧПУ: ГФ2171
3. Обрабатывающие центры: ЕС-1600, VF-6/50 (HAAS, США)
Габариты деталей авиаколес и тормозов: диаметр до 800 мм и длина до 500 мм.
Габариты деталей агрегатов управления: длина х ширина х высота: до 150 мм.
Точность обработки - до 6 квалитета и чистота поверхности до Ra 0,25.
Штамповка
Штамповка – один из наиболее прогрессивных методов обработки металлов. Механический цех ОАО «БЛМЗ» не только обеспечивает собственные нужды завода, но и выполняет внешние заказы на изготовление деталей методом холодной листовой штамповки.
Уникальной разработкой ОАО «БЛМЗ» является технология вырубки деталей из биметаллических заготовок «сталь – чугун», которые используются в конструкциях авиационных тормозов.
Преимущества листовой штамповки:
- большая производительность и в связи с этим низкая себестоимость штампуемых деталей.
- небольшие потери материала.
- взаимозаменяемость деталей благодаря их большой точности.
- получение достаточно прочных и жестких, но легких по весу конструкций.
На нашем предприятии детали холодной листовой штамповки изготавливаются из стали, алюминиевых сплавов различных марок, титана.
Габариты деталей: от нескольких миллиметров до 500 и более миллиметров при весе от долей граммов до нескольких килограммов.
Раскрой (разрезка) листового материала осуществляется на гильотинных ножницах. Прессовые операции производятся на механических прессах мощностью от 9 до 1000 тонн в зависимости от габаритов деталей и необходимого усилия прессования.
Прессы с маркетом (воздушной подушкой) позволяют выполнять детали глубокой вытяжки, до 130 мм.
При изготовлении особо точных деталей или деталей, для которых требуется повышенная чистота обработки, применяются зачистные штампы.
При необходимости получения точных размеров для формообразующих деталей применяется операция калибровки на чеканочном прессе.
Гальванопокрытие
Гальванопокрытие – лучший способ защиты деталей из черных и цветных металлов от коррозии.
Специалисты «БЛМЗ» имеют большой опыт в этой сфере и могут обеспечить нанесение покрытий в соответствии даже с самыми сложными техническими требованиями предоставленных заказчиками чертежей.
В производстве мы используем как автоматизированное оборудование для серийных партий деталей, так и оборудование для нанесения покрытий на отдельные детали.
Наши клиенты также могут получить бесплатную профессиональную консультацию по выбору покрытий для различных целей.
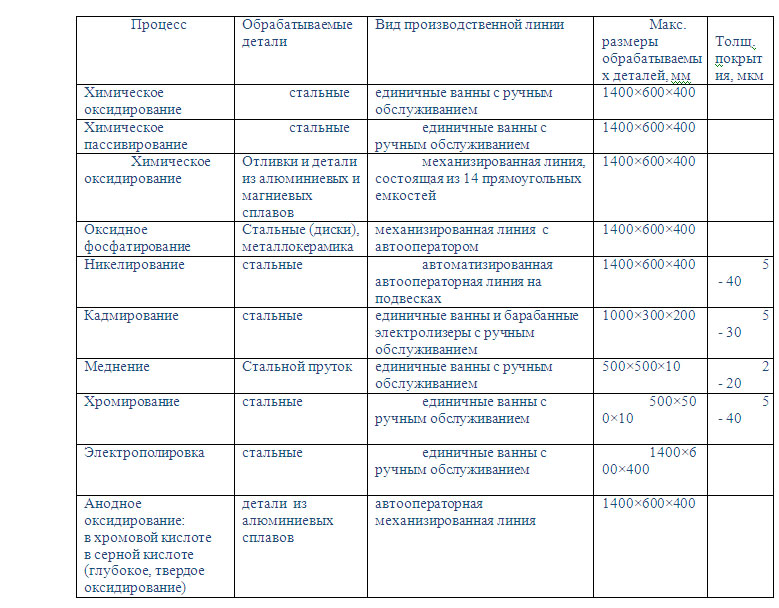
Технологии нанесения защитных покрытий ОАО «БЛМЗ»
Электрохимические покрытия:
- Никелирование (однослойное, матовое)
- Меднение
- Кадмирование
- Хромирование
- Хромовокислое анодное окисление (анодирование)
- Твёрдое анодное окисление (твёрдое анодирование)
Химические покрытия:
- Химическое оксидирование стали (воронение)
- Химическое оксидирование
- Химическое пассивирование
- Оксидное фосфатирование
Авиационные колеса и тормоза
ОАО «БЛМЗ» является разработчиком и производителем авиационных колес и тормозов для различных моделей российских самолетов и вертолетов гражданского и военного назначения. Завод осуществляет серийный выпуск этой продукции и проводит ремонтные работы по восстановлению колес и тормозов после эксплуатации.

При изготовлении колес и тормозов используется современное оборудование: горизонтально-расточные станки с ЧПУ ЕС1600, фрезерные станки с ЧПУ VF6-50 и др. Высокая точность обработки обеспечивается высококачественным инструментом ведущих мировых производителей: Dijet, Boehlerit, Horn и др.
Преимущества технологий изготовления колес нашим заводом:
1. высокое качество заготовок для исключения раковин, волосовин и др.
2. высокая точность обработки при больших габаритах и весе.
3. упрочнение барабанов.
4. большой объем испытаний
Предприятие выпускает как тормозные, так и нетормозные колеса.
КАЧЕСТВО
Действующие сертификаты ОАО «БЛМЗ»:
1. Сертификат DET NORSKE VERITAS на соответствие Системы менеджмента качества требованиям международного стандарта ISO 9001: 2008 и международного стандарта авиакосмической отрасли EN/ JISQ/ AS 9100: 2004. Настоящий сертификат распространяет действие на процессы производства литья из титановых сплавов с последующей механической обработкой. Сертификат действителен до 19.07.2013.
2. Сертификат ЗАО « Научно-метрологического центра НОРМА» на соответствие Системы менеджмента качества требованиям международного стандарта ISO 9001: 2008, ГОСТ РВ 15.002-2003 и стандартов СРПП ВТ. Настоящий сертификат распространяет действие на процессы производства авиационных колес, тормозов и агрегатов управления тормозных систем самолета, производство литых деталей изделий авиационной техники. Сертификат действителен до 21.04.2013.
3. Сертификат Межгосударственного авиационного комитета (МАК) на производство авиационных материалов. Настоящий сертификат распространяет действие на процессы производства материалов/ полуфабрикатов в соответствии с утвержденными стандартами или техническими условиями. Сертификат действителен до 15.05.2012.

Лаборатория
Лаборатория «БЛМЗ» аттестована сертификационным центром «Материал», официально аккредитованным при межгосударственном авиационном комитете России.
Виды анализа и контроля качества продукции, которые мы используем:
- неразрушающий капиллярный контроль
- рентгеноконтроль
- контроль проникающей жидкостью
- анализ химического состава
- контроль механических свойств
- ультразвуковой контроль
- контроль геометрических размеров
В лаборатории «БЛМЗ» установлено современное европейское оборудование, которое позволяет тщательно протестировать каждую произведенную деталь.
Отделение химико-аналитических работ ЦЗЛ оснащено ICP спектрометром VISTA-PRO Radial (Швейцария) для определения качественного и количественного химического состава материалов.
В отделении металловедения запущена в работу универсальная испытательная машина Inspekt dest 50 (Германия) для проведения испытаний материалов с определением прочностных характеристик. В отделении контроля проникающими жидкостями работают линии флюоресцентных пенетрантов LPM-500 (Чехия).
Для контроля геометрических размеров деталей смонтирована контрольно-измерительная машина WMM850 фирмы Carl Zeiss (Германия).
Проекты
ОАО «БЛМЗ» в 2010 году начало реализацию уникального проекта - создания на территории предприятия «Технопарка» для привлечения производств, которые могут использовать как свободные территории и производственные площади завода, так и выступать потребителями продукции предприятия - литья с последующей механообработкой.

Российский лидер в производстве фасонных отливок из коррозионностойких, высокопрочных и жаропрочных легких сплавов приглашает заинтересованные компании к реализации инновационных проектов!