


{kind=link}
КРАТКАЯ АКТУАЛЬНАЯ ХАРАКТЕРИСТИКА
В 2010 году компания HWS-Sinto заключила около 30 контрактов на поставку формовочного оборудования по Сейатцу-процессу, а также контракты на поставку заливочных автоматов, безопочных формовочных линий, АФЛ по Вакуум-процессу, систем пескооборота.
Объемы продаж HWS-Sinto в 2010 году превысили уровень 2009 г. Годом ранее (в 2009 тоже «кризисном» году) HWS-Sinto выполнила рекордное число проектов – даже намного больше, чем в любой докризисный год.
В 2009 году фирма HWS-Sinto вдвое увеличила свои производственные площади, которые теперь позволяют изготовить и смонтировать большее количество АФЛ одновременно. Благодаря строительству в кризис двух новых цехов HWS-Sinto быстрее и качественнее выполняет растущее число заказов от клиентов со всего мира.

HWS-Sinto, Германия -
Опыт динамики инноваций лидера литейного машиностроения – автоматические формовочные линии по Сейатцу-процессу, Вакуум-процессу, горизонтальная безопочная формовка – машины серии FBO, заливочные автоматы, модернизация действующих литейных линий
Все "из одних рук" по всем трем способам изготовления разовых песчаных форм
По всем технологиям формовки HWS-Sinto является признанным лидером, поэтому, производя все типы оборудования, фирма не делает приоритетным один процесс, а рекомендует клиенту самый оптимальный для его номенклатуры отливок. Цель фирмы - комплексные поставки литейного оборудования из Германии по индивидуальным заказам клиентов с учетом особенностей литейных цехов (сетки колонн, потоков отливок, стержней, металла, смеси и т.д.) Каждый проект на 100% уникален, что наглядно показано на различных уже запушенных в производство формовочных линиях. Для начала предварительного инжиниринга HWS-Sinto и подготовки коммерческого предложения от Завода-Покупателя достаточно следующей минимальной информации:
- планируемые площади с сеткой колонн и расположением оборудования (плавильное, стержневое, смесеприготовление и т.д.);
- необходимый размер форм/опок и производительность линии в час;
- комплектация состава формовочного оборудования, включая выбивку, смесеприготовление, заливочные автоматы, стержнеукладчики и т.д.;
- таблицу отливок (максимальные габаритные размеры, вес, программа в год, марка сплава, время охлаждения и т.д.).
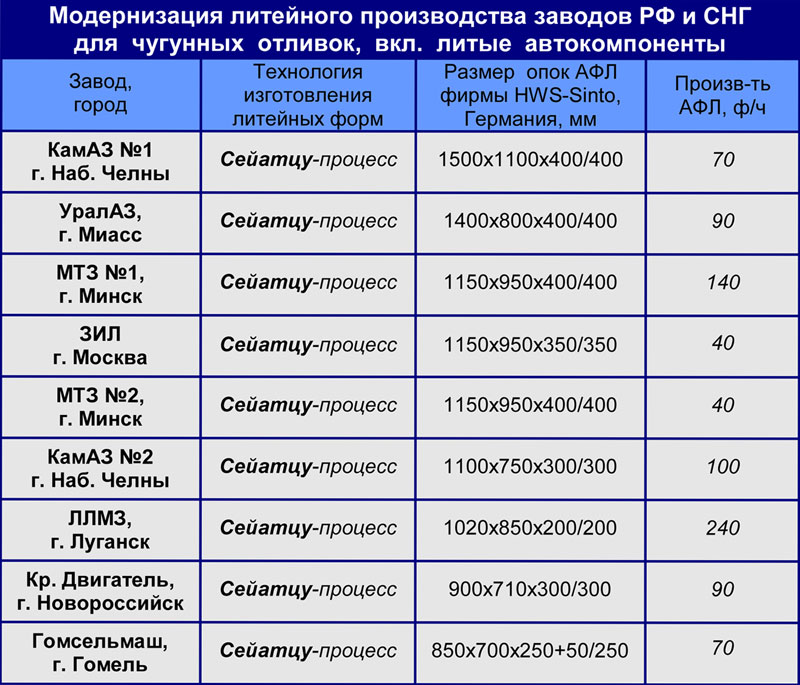
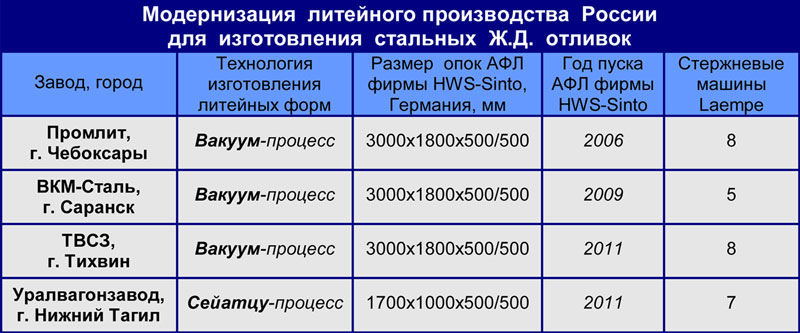
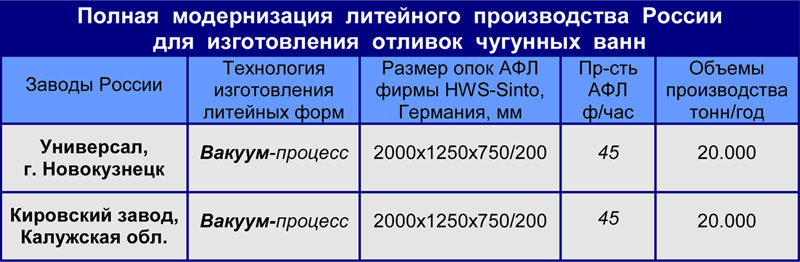
Модернизация литейного производства РФ и СНГ
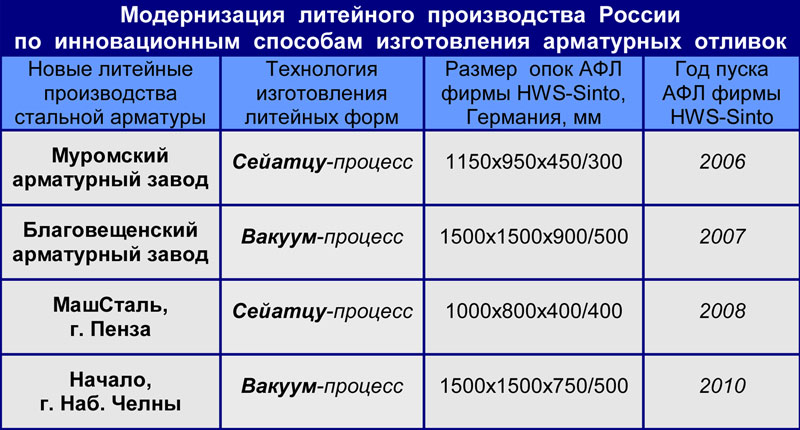
На всех 4 арматурных заводах работают стержневые автоматы Laempe по Cold-Box-Амин-процессу.


Самую актуальную информацию по реализованным проектам HWS-Sinto смотрите здесь.
ТЕХНОЛОГИИ
АВТОМАТИЧЕСКИЕ ОПОЧНЫЕ ФОРМОВОЧНЫЕ ЛИНИИ ПО СЕЙАТЦУ-ПРОЦЕССУ
(Способ уплотнения форм ПГС - воздушный поток + гидравлическое прессование (Сейатцу-процесс)
Сейатцу-процесс – Современный мировой стандарт высшего качества форм ПГС
Последовательность процесса уплотнения.
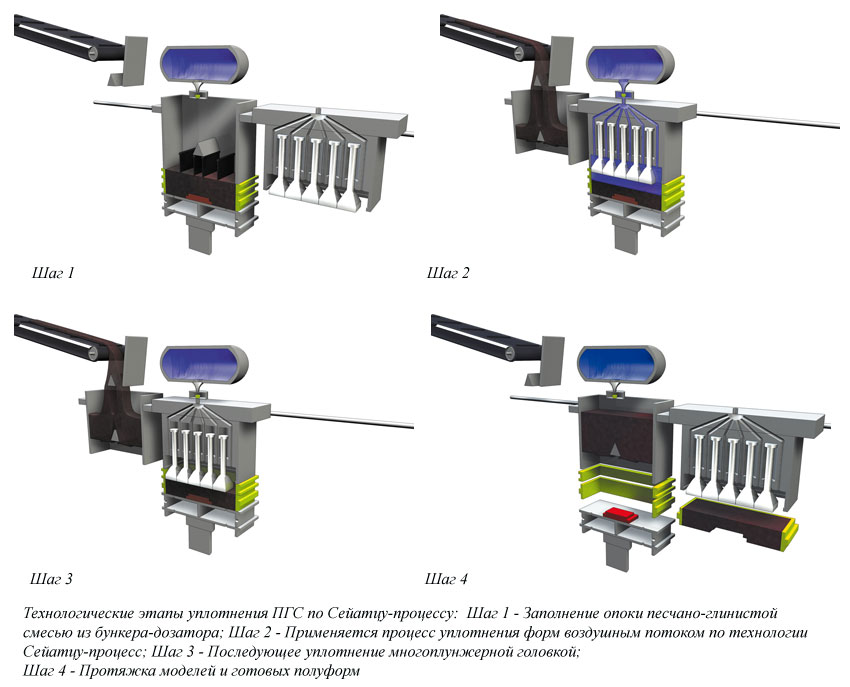
Уплотнение формовочной смеси происходит способом СЕЙАТЦУ - способ уплотнения воздушным потоком с последующим прессованием. Пространство модельной оснастки, состоящее из подмодельной плиты, опоки и наполнительной рамы, заполняется необходимым количеством формовочной смеси путем открывания жалюзийных затворов бункера-дозатора. Затем бункер-дозатор передвигается под ленточный питатель запасного бункера смеси, а прессовая головка одновременно встает над пространством формы. Стол машины поднимается и давит держатель подмодельной плиты с опокой и наполнительной рамой к прессовой головке таким образом, что все пространство формы становится герметично закрытым. Затем на короткое время открывается клапан воздушного потока. Воздушный поток проходит формовочную смесь от контрлада в сторону модели и уходит через венты в держателе подмодельных плит или в самой подмодельной плите. Дополнительное прессование сверху плоской прессовой плитой, мембраной или многоплунжерной головкой совершает окончательное уплотнение формы. Во время процесса уплотнения бункер-дозатор снова заполняется смесью. Протяжка модели из формы происходит путем опускания стола машины, в то время как бункер-дозатор смеси и прессовая головка передвигаются в исходное положение.
Преимущества СЕЙАТЦУ-процесса:
- равномерно высокая твердость формы - предпосылка для изготовления отливок высокой размерной точности; сравнение встряхивания с подпрессовкой и Сейатцу наглядно показывает более равномерную по объему твердость формы;
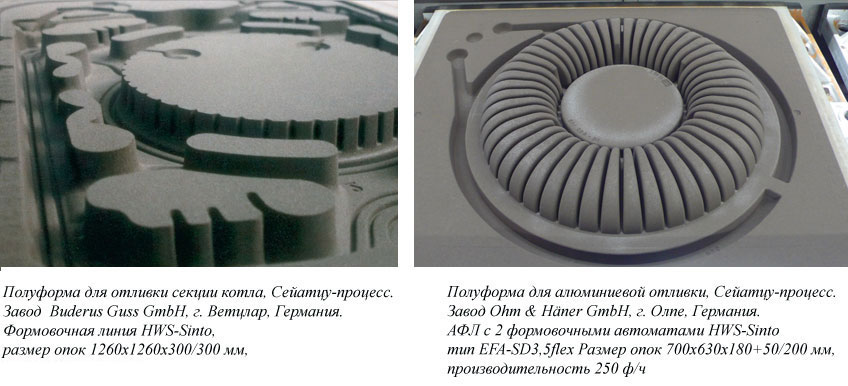
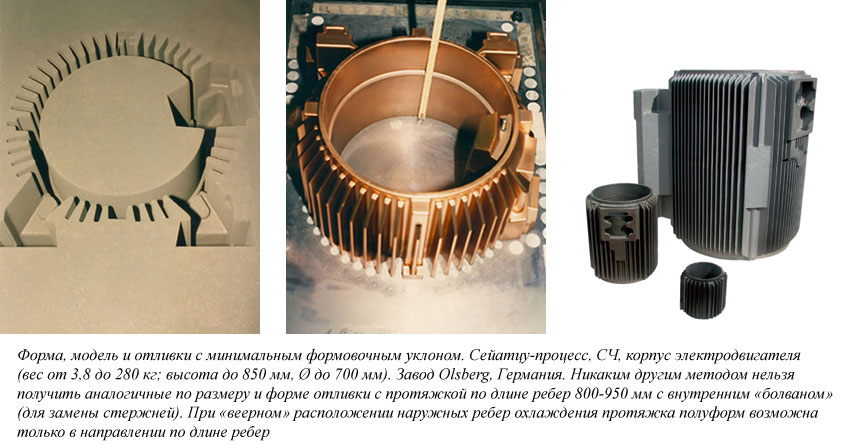
- меньше стержней. Во многих местах форм возможна формовка сложных контуров моделей и крайних болванов из-за равномерной твердости формы; уменьшение формовочного уклона; расход металла и затраты на механообработку отливок снижаются из-за уменьшения формовочных уклонов на 0,5 град. и меньше (иногда без уклонов);
- лучшее использование плоскости разъема отливками; возможно более плотное расположение моделей на подмодельной плите, т.к. допускаются меньшие расстояния между моделями и опокой - больше отливок в одной форме;
- уменьшение затрат на очистку отливок;
- поскольку воздушный поток заменяет встряхивание, уровень шума снижается и составляет < 85дБ(А);
- без динамических нагрузок на фундамент;
- нет износа моделей, т.к. воздушный поток по поверхности модели создает эффект "псевдосмазки"
На линиях сырой песчаной формовки фирмы HWS-Sinto изготавливают до 280 форм в час (опоки до 3000 мм) по защищенной патентами технологии- Сейатцу.С 1983 года на всех линиях изготовления сырых песчаных форм HWS-Sinto используется только этот способ. За это время на линейных заводах по всему миру было поставлено около 500 опочных формовочных линий, что доказывает качество и надежность оборудования и технологии HWS-Sinto.

Сейатцу – современный стандарт технологии изготовления отливок в разовых песчано-глинистых формах.
Формовочные линии по Сейатцу-процессу см. здесь
ЛИНИИ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ
Все традиционно привыкли считать автоматические формовочные линии (АФЛ) литья в разовые песчано-глинистые формы (ПГС) основным типом литейного оборудования, на котором и производится "львиная" доля всех отливок. Бесспорно это так. Однако сегодня активную конкуренцию АФЛ при литье в формы из ПГС начинают составлять линии по Вакуум-процессу (V-процессу).
Другие технологии формообразования существенно уступают этим двум "лидерам", как по возможности высокой автоматизации техпроцессов, так и по объемам мирового производства отливок, производительности самих линий и их активному использованию. Из раздела специальных способов литья V-процесс перешел в основные способы производства отливок в разовые песчаные формы.


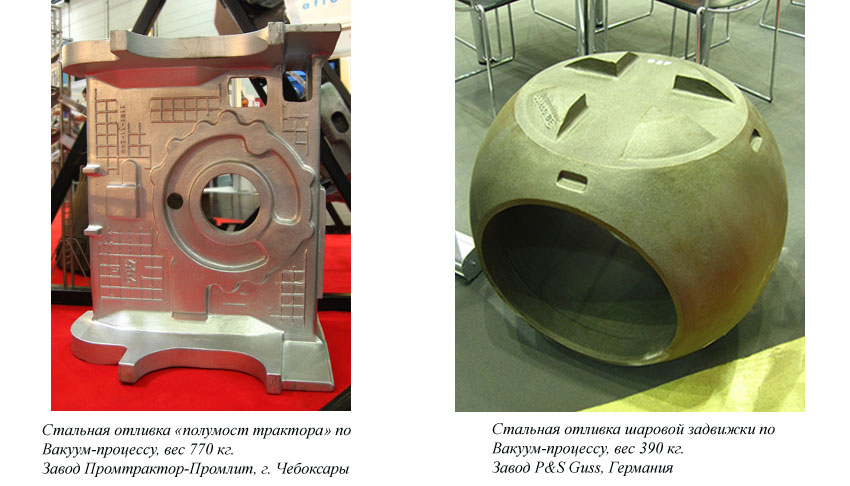



V-процесс, находясь на новом витке технического и технологического развития, в последние годы стал еще эффективнее при изготовлении не только стальных и чугунных отливок, но уже и магниевых. А с учетом самой высокой экологичности V-процесса, по сравнению с другими известными способами формовки, перспективы расширения его применения очевидны.
V-процесс позволяет существенно сократить инвестиции в модернизацию литейного производства. При этом полученные отливки не только более качественные, но, что также немаловажно, и более дешевые.
Линии вакуумно-пленочной формовки см. здесь
БЕЗОПОЧНЫЕ ФОРМОВОЧНЫЕ ЛИНИИ ГОРИЗОНТАЛЬНЫХ ФОРМ (FBO)
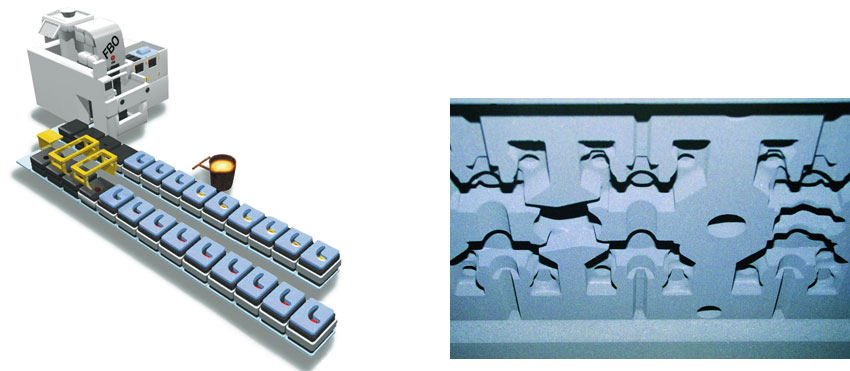
Автоматические линии горизонтальной безопочной формовки FBO – высшее качество безопочных форм.
HWS-Sinto поставляет новое поколение формовочных линий для горизонтальных безопочных форм серии FBO. Машины типа FBO идеальны для замены пар встряхивающих формовочных машин, так как используют существующие конвейеры опочной формовки. Такие формовочные машины компактны — горизонтальная форма выдается в сборе со стержнями, готовая к заливке. Монтируются без фундамента. Работают на обычной формовочной смеси с бетонитом без специальных дополнительных требований, в отличие от машин для вертикальных безопочных форм.
Горизонтальная формовка существенно расширяет номенклатуру отливок, в отличие от вертикальной. Высокое качество формовки, скорость, легкость в управлении, разнообразие моделей и меньшая стоимость безопочных горизонтальных машин и линий позволяет эффективно дополнить гамму формовочного оборудования любого завода (опочных линий по Сейатцу-процессу и V-процессу). В мире работает более 250 машин типа FBO, в том числе в Украине, Польше, Болгарии, Турции и Чехословакии. Если в цехе уже работает формовочная линия со средним размером опок, то для увеличения металлоемкости форм для мелких отливок можно использовать машины и линии горизонтальной безопочной формовки.
В странах СНГ 5 заводов приступили к активному внедрению в литейное производство технологии безопочной горизонтальной формовки по Сейатцу-процессу на базе автоматических линий фирмы HWS-Sinto.



Преимущества безопочной горизонтальной формовки фирмы HWS-Sinto:
- она компактна: 3185х3830 (форма 600х500), 4542х5770 (форма 900х700) мм;
- выдает горизонтальную форму в сборе со стержнями, готовую к заливке;
- монтаж без фундамента (стабильный напольный вариант);
- работает на обычной формовочной смеси с бетонитом без специальных дополнительных требований;
- горизонтальная форма существенно расширяет номенклатуру отливок;
- простота простановки любых стержней в горизонтальную форму;
- низкие начальные инвестиции (в одном корпусе формовочной машины совмещены функции всех узлов линии - сборка, кантование, простановка стержней и т.д.);
- пескодувное заполнение и встречное гидравлическое прессование дают возможность производить тонкостенные отливки с глубокими карманами;
- высокая производительность (до 160 форм в час), идеально точная форма (никакого "расширения"), более чистые отливки;
- возможность регулировать высоту верхней и нижней полуформ (минимальный расход смеси);
- быстрая смена модельной оснастки - нет болтовых соединений, простая установка модельной плиты с ее автоматической фиксацией;
- нижняя половина формы доступна оператору во время рабочего цикла машины для быстрой, безопасной и легкой установки стержней;
- легкие настройка и управление - все машины оснащены сенсорными экранами;
- минимальное время обучения операторов.
Уникальная запатентованная система регулирования давления воздушного потока открывает широкие возможности для формовки сложных деталей с глубокими или большими полостями. Высокое качество формовки, скорость, легкость в управлении, разнообразие моделей и более низкая стоимость безопочных машин и линий FBO - все это повышает конкурентоспособность небольших литейных предприятий или дополняет гамму формовочных линий любого крупного завода (опочных линий по Сейатцу-процессу и Вакуум-процессу).
Машины типа FBO работают в Японии, Европе, Америке, в том числе уже успешно зарекомендовали себя и в Украине, Казахстане, Польше, Болгарии и Чехословакии.
Формовочные машины и линии FBO см. здесь
ЗАЛИВОЧНЫЕ АВТОМАТЫ
HWS-Sinto поставляет заливочные автоматы - автоматические опрокидываемые ковши для высокого качества отливок.
С помощью заливочных автоматов HWS-Sinto можно непрерывно и без нарушения времени цикла разливать серый чугун и чугун с шаровидным графитом на всех видах формовочных линий. При этом применяется оправдавшая себя техника опрокидывания ковша, когда поток жидкого металла и его количество четко регулируются.Струя жидкого металла подвергается контролю с помощью оптоэлектронных датчиков и видеокамер, а программируемая система управления для согласования скорости заливки с пропускной способностью песчаной формы обеспечивает точное изготовление отливок любого вида.

Для работы с формовочными линиями различных конструкций оправдали себя два стандартных типа с перемещаемым и стационарным поворотным устройством смены ковшей, которые при необходимости могут дооснащаться для дополнительных функций. При всех видах исполнения применяются заливочные ковши сегментной конструкции, т.е. количество выпускаемого металла пропорционально углу наклона ковша, и это обеспечивает разливку с высокой точностью и без потерь.
Преимущество заливочных автоматов HWS-Sinto:
- низкое и постоянное давление заливки;
- продолжение заливки при смене металла или модели, а также при кратковременной остановки формовки;
- подача металла (даже чугунов) осуществляется без сбоев;
- экономия материала из-за снижения количества металла в конце заливки благодаря системе взвешивания с электроникой SIWAREX, позволяющей избежать переливов и четко контролировать уровень металла в литниковой чаше;
- снижение брака благодаря оптимизированным условиям заливки;
- экономия рабочих мест благодаря высокой степени автоматизации;
- контроль и обработка результатов заливки электронным путем (система обеспечения качества);
- устройство дозирования модификатора в струю металла с точной регулировкой количества выданного модификатора в зависимости от скорости заливки;различные режимы заливки (заливка по времени, уровню или по весу);
- смена программы о моделях линии осуществляется бесперебойно, поскольку предусмотрено устройство хранения данных о моделях.

Заливочные автоматы HWS-Sinto см. здесь
Компания также поставляет программное обеспечение для эффективного управления технологическими процессами на оборудовании HWS-Sinto:
- Система управления работой линии
- Система контроля параметров производства Plant Data Control System
С описанием перечисленного и другого оборудования компании, а также с референт-листами поставленных линий HWS-Sinto Вы можете ознакомиться на сайте HWS-Sinto: www.wagner-sinto.de
