

Технология изготовления брикетов из ферросилиция с добавками активных элементов является как ресурсосберегающей, так как при этом используются отходы основного производства, так и энергосберегающей в результате ухода от переплава отходов (отсевов) и связанного с этим дополнительного расхода энергоносителей. Получение брикетов осуществляется прессованием в специально подготовленную форму при давлении от 70 до 100 кгс/мм2, в результате чего они имеют фиксированную массу и постоянное сечение. В качестве наполнителей, связывающих пылевидный ферросилиций, используются вступающие в экзотермическую реакцию жидкое стекло и плавиковый шпат (CaF2).
Рецептура приготовления пасты для прессования брикетов: на 15 кг отсевов модификаторов (ферросплавов) добавляется 600 г жидкого стекла и 300 г плавикового шпата (CaF2) после чего смесь перемешивается в миксере в течение 1 минуты и порциями закладывается в форму с ячейками для получения за 1 цикл прессования нескольких брикетов.
Таким образом, технология вторичного модифицирования брикетированными графитизирующими модификаторами с экономической точки зрения признаётся достаточно эффективной.
К отработке были предложены 2 схемы вторичного модифицирования в заливочной чаше и внутри формы.
Для исследования качества поздней графитизирующей обработки ВЧШГ в заливочной чаше формы [1, 2] были изготовлены 4 варианта брикетов (рис. 1) из отсевов следующих модификаторов (диам. 60 мм, толщина 30 мм, масса 170…220 г): ФС65Ба1, фракция 0-1 мм; ФС65Ба1, фракция 1-5 мм; ФС75, фракция 1-4 мм; ФС75, фракция 0-4 мм.
Было проведено по 3 испытания на каждый вариант.
Ковшевое модифицирование производилось "тяжёлой" Ni-Mg-Ce лигатурой и ФС75л6.
Вторичное модифицирование осуществлялось брикетов в заливочной чаше формы.
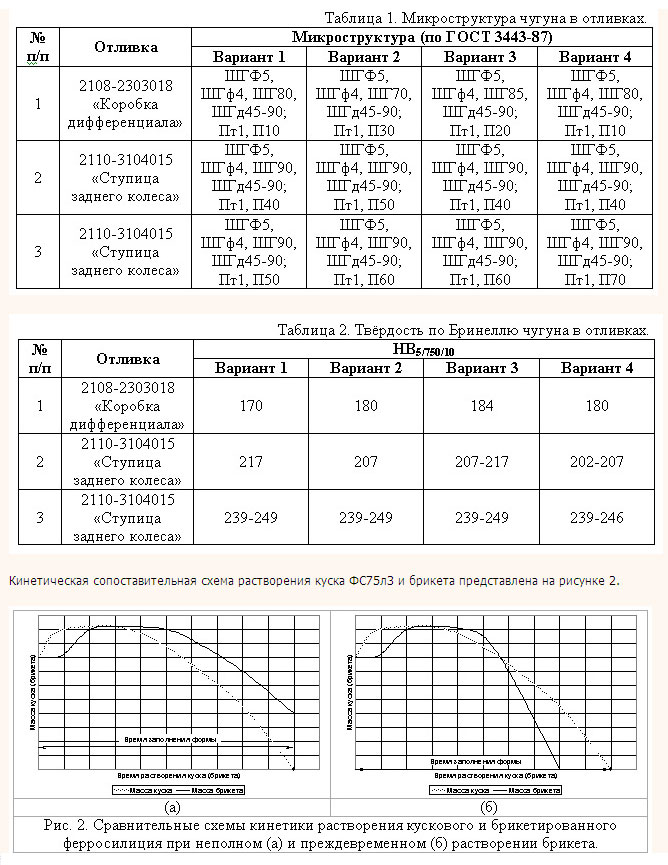
Микроструктура и твёрдость по Бринеллю опытных отливок представлены в таблицах 1, 2.
В процессе проведения испытаний был установлен механизм растворения брикета. Он протекает в несколько этапов:
- начало формирования ("намораживания") на поверхности брикета корочки чугуна;
- её рост до полного обволакивания брикета;
- вскипание связующих веществ на поверхности брикета;
- разделение брикета на фрагменты;
- автономное растворение фрагментов брикета.
Анализ полученных результатов показывает, что возникающая в некоторых случаях недостаточная степень сфероидизации графита в чугуне отливки связана с нестабильностью растворения брикета из-за неточного дозирования связующих компонентов.
При этом возможны 2 случая:
- преждевременное растворение брикета за время наполнения формы из-за недостаточного количества связующих материалов и/или высокой температуры заливаемого чугуна;
- неполное растворение брикета за время наполнения формы из-за избыточного содержания связующих материалов и/или низкой температуры заливаемого чугуна.
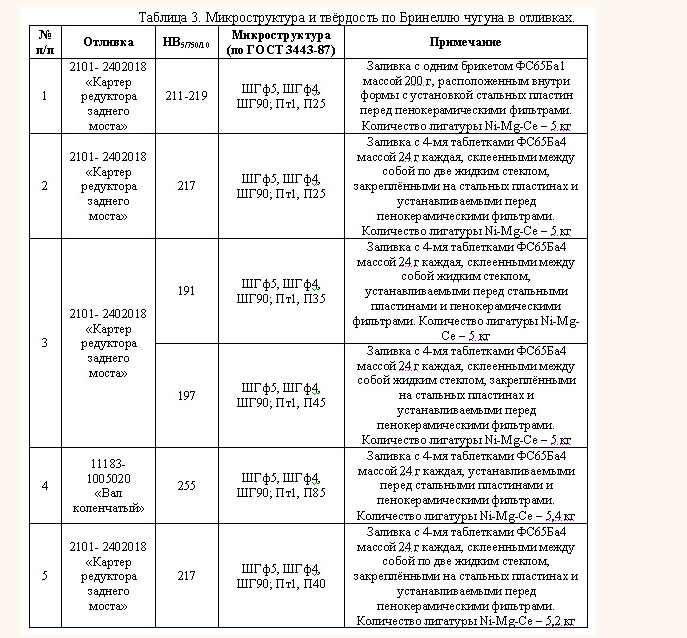
Таким образом, успешное применение брикетированных отсевов модификаторов для вторичного модифицирования в заливочной чаше формы возможно только при строгом контроле количества связующих веществ, давления прессования, а также определения для каждой отливки оптимальной температуры заливки чугуна с точки зрения пролонгированного и, в то же время, полного растворения брикета за время заполнения формы. При достижении таких условий кинетика растворения брикета будет сопоставима с кинетикой растворения куска ферросилиция.
Для исследования качества поздней внутриформенной графитизирующей обработки ВЧШГ [1, 2] были изготовлены минибрикеты из ФС65Ба4 двух типоразмеров диам. 30 15 мм массой 24 г (рис. 3а) и диам. 45 10 мм массой 48 г (рис. 3б). Минибрикеты устанавливаются в нижней полуформе под стояком непосредственно перед фильтром.
В этом случае модификатор расходуется только на часть формы, занятую отливками, прибылями и питателями, а часть формы, состоящая из стояка и литниковой чаши, остаётся немодифицированной. Появляется возможность снизить расход используемого модификатора в 1,5…2 раза. Это является главным преимуществом предлагаемого способа модифицирования по сравнению с используемым.

Опробование нового способа позднего (вторичного) внутриформенного модифицирования проводилось на отливках деталей 2101-2402018 "Картер редуктора заднего моста" и 11183-1005020 "Вал коленчатый", заливаемых по технологии с использованием в форме пенокерамических фильтров. Оценка действия модификатора производилась путём анализа микроструктуры и твёрдости по Бринеллю опытных отливок. В нижнюю полуформу укладывались 4 минибрикета общая массой 100 г. Для сравнения перед фильтром помещали также брикеты из ФС65Ба1 массой 170…220 г. Для задержки металла в дофильтровом пространстве перед фильтрами устанавливались стальные пластины. Результаты опытных заливок приведены в таблице 3.
Анализ результатов проведённых испытаний показал, что увеличение содержания лигатуры Ni-Mg-Ce при ковшевом модифицировании с 5 до 5,2 кг при неизменной общей массе внутриформенных минибрикетов (4 шт.) не вызывает дополнительного улучшения степени сфероидизации графита.
При опробованном в эксперименте способе размещения минибрикета он способен полностью раствориться и усвоиться расплавом только при соблюдении тех же требований, что и к брикетам для модифицирования в заливочной чаше формы.
Нестабильные результаты связаны также с присутствием в составе брикетов большого количества пылевидного ферросилиция. При контакте с жидким металлом ферросилиций образует на своей поверхности пленку тугоплавких шлаковых соединений, блокирующих процесс растворения мелких частиц модификатора [3]. Кроме того, ферросилиций мелких фракций обладает повышенной окисленностью. Для таких материалов негативное влияние окисления возрастает во много раз и представляет собой серьёзную проблему, выражающуюся в снижении эффективности их действия как модификаторов. При этом возрастает расход применяемого материала, что влечет за собой повышение себестоимости производимого литья. Большое содержание связующих веществ, флюсов и оксидов в конечном продукте ведёт к увеличению объёмов шлака, который неизбежно попадает в отливку. Такие дефектные неметаллические включения, отрицательно сказываются на механических свойствах отливки, её обрабатываемости и микроструктуре.
Наиболее перспективной и наукоемкой разновидностью рассмотренной технологии является применение для вторичного (позднего) графитизирующего модифицирования ВЧШГ элементов модифицирующих (ЭМ, ТУ BY 100229713.003-2005) производства ОДО "Белтехнолит", г Минск. В отличие от аналогов при производстве ЭМ применяется только высококачественный ферросилиций строго контролируемой фракции 0,1-0,4 мм.
Для увеличения эффективности ЭМ в его состав включён ряд незначительных по массе, но играющих важную роль вспомогательных веществ как то: ультрадисперсные порошки, имеющие однотипную с ?-графитом кристаллическую решетку, существенно увеличивают количество благоприятных центров кристаллизации графита; вещества на основе высокомолекулярного углерода с низкой температурой возгонки; экзотермические добавки и порошковый магний, обеспечивающие местный разогрев расплава, а также способствующие барботажу твёрдожидкого реакционного слоя, что активизирует и интенсифицирует процесс растворении вставки [4]. Указанные наполнители позволяют полностью отказаться от классических неметаллических связующих, являющихся источником загрязнения обрабатываемого расплава.
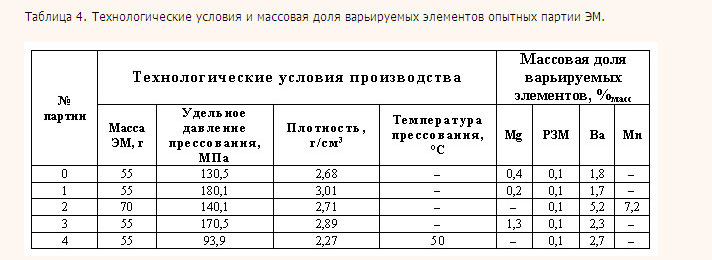
Испытания ЭМ в чугунолитейном производстве ОАО "АВТОВАЗ" проводились с ноября 2007 г. по январь 2008 г. при получении широкой номенклатуры отливок из ВЧШГ. Целью работы являлось снижение себестоимости операции вторичного графитизирующего модифицирования, а также исключения дефектности отливок по отбелу и нарушению ССГ, имеющим место при использовании брикетов. Элементы модифицирующие массой 55 г применялись взамен ФС75л3 кусковой фракции массой 150…200 г или брикетов БрФС65Ба1 массой 170-220 г. Технологические условия производства и массовая доля некоторых элементов первой партии ЭМ (партия №1) приведёны в таблице 4.
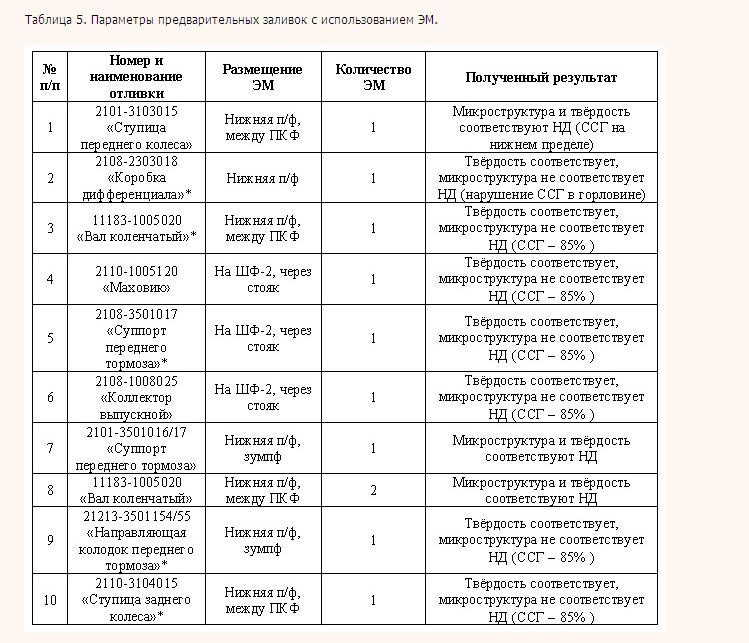
С целью определения номенклатуры отливок для проведения опытных работ была проведена серия предварительных заливок. ЭМ устанавливался в нижнюю полуформу в горизонтальном положении (на зумпф или между пенокерамическими фильтрами) или в окончательно собранную форму с непосредственной установкой на шамотный фильтр (ШФ-2) через стояк в вертикальном положении (в зависимости от конструкции литниковой системы). Таким образом, время кристаллизации расплава совпадало с экстремумом графитизирующего эффекта, при этом необходимость модифицирования металла находящегося в литниковой чаше и стояке отпадала. Контроль микроструктуры и свойств в получаемых опытных отливках выполнялся по наиболее жёсткой процедуре - на исследование предоставлялась отливка, взятая из последней формы разливаемого ковша. Параметры предварительных заливок приведены в таблице 5. При этом динамика растворения ЭМ была признана удовлетворительной, так как существенной разницы по микроструктуре и твердости в различных частях отливок обнаружено не было.
В январе-феврале 2008 г. в промышленных условиях было залито 67 плавок на всей номенклатуре ВЧШГ. По результатам лабораторного контроля все они были признаны годными по всем контролируемым параметрам.
Сравнительный анализ ЭМ из предварительной опытной партии (партия №0, таблица 4) (где отклонения по ССГ выявлены только в 2-х случаях) и первой опытной партии показал разницу по содержанию Mg, Ba и плотности (давлении прессования). Гранулометрический анализ ЭМ первой партии, произведённый после нагрева конечного продукта до температуры кипения связующего наполнителя, выявил содержание фракций менее 0,03 мм около 18%, что на 15% превышает регламентируемое технологией содержание указанных фракций. Очевидно, что мелкая фракция могла образоваться в результате дробления более крупных кусков ферросилиция во время прессования ЭМ.
Неустойчивость процесса модифицирования ЭМ из первой опытной партии, имевшая место на начальном этапе испытаний, может быть обусловлена следующими факторами:
1. Недостаточной эффективностью вторичного графитизирующего модифицирования из-за уменьшенной массы ЭМ и заниженного содержания графитизирующих элементов.
2. Неадекватным содержанием магния в присадке, недостаток и переизбыток которого отрицательно сказывается на формировании конечной микроструктуры отливки.
3. Большим количеством мелких фракций ферросилиция, напрямую зависящих от величины давления прессования (плотности) ЭМ.
Для проверки этих предположений были опробованы три дополнительные опытные партии ЭМ (№2, 3, 4) со скорректированной массой, химическим составом и плотностью (табл. 4).
В элементах с большей массой уменьшалось количество связующего вещества, отвечающего за прочность, а для улучшения растворимости ферросилиция в его состав добавлялся марганец. При изготовлении ЭМ с меньшей плотностью увеличивалось время выдержки под давлением и температура прессования, а также вводилось дополнительная операция для связывания частиц - спекание при температуре 90оС в течение одного часа. Эти меры позволили сохранить динамику растворения элементов в дополнительных партиях. Увеличение содержания Mg в партии №3 достигалось добавкой в состав ЭМ комплексного модификатора ФС65Ба3Мг12.
Опытные заливки с использованием ЭМ из партий №2, 3, 4 были проведены только на тех отливках, на которых ранее не были получены стабильные результаты (отмечены (*) в таблице 5). Результаты проведённых испытаний показали полное соответствие НД контролируемых параметров для партии №4, с минимальным количеством мелкой фракции ферросилиция в конечном продукте. Для партий №2, 3 несоответствия ССГ частично сохранялись.
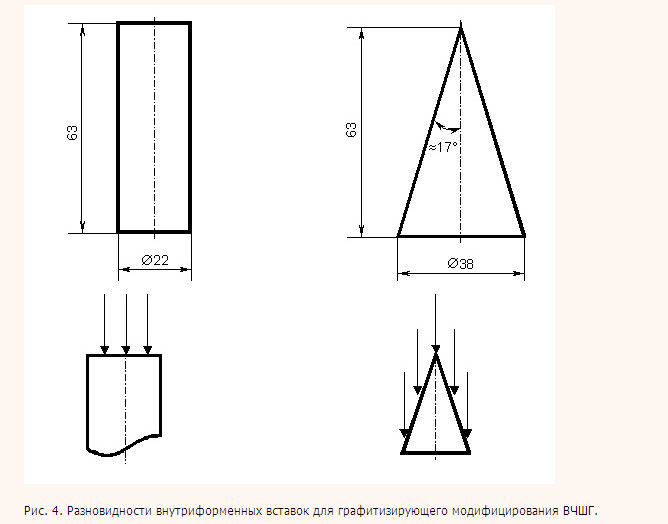
Заключительным этапом оптимизации технологии внутриформенного графитизирующего модифицирования ВЧШГ вставками из брикетированных модификаторов является изменение их геометрической формы с цилиндрической на конусообразную (рис. 4).
Главным аргументом в пользу такого изменения геометрической формы внутриформенной вставки является её существенно большая площадь контакта с расплавом чугуна, поступающим из стояка. Для доказательства этого утверждения, проведём расчёт площади контактируемой поверхности для цилиндрической и конусообразной вставок, имеющих одинаковый удельный вес при одинаковой высоте, и сравним полученные результаты:

Расчёт показал значительное превышение площади контакта конусообразной вставки с расплавом чугуна по сравнению с цилиндрической, в чём и состоит её более высокая технологическая эффективность.
Выводы.
Широкие промышленные испытания показали недостаточную надёжность и эффективность применения брикетированных отсевов модификаторов с пылевидной фракцией при производстве ВЧШГ. Применение продукции со строго регламентируемыми параметрами (ЭМ) позволяет исключить дефектность микроструктуры по ССГ и отбелу, при этом достигается значительное снижение себестоимости операции вторичного модифицирования. Технология графитизирующего модифицирования элементом модифицирующим (ЭМ) по ТУ BY 100229713.003-2005 доказала свою высокую гибкость и надёжность при условии минимизации пылевидных фракций ферросилиция в конечном продукте.
Литература:
1. Болдырев Д. А. Новые эффективные модификаторы и технологии модифицирования чугунов // Литейное производство. 2006. №12. С. 9 13
2. Болдырев Д. А. Освоение новых модификаторов и технологий модифицирования для получения литых заготовок в чугунолитейном производстве ОАО "АВТОВАЗ" // 2-й Литейный консилиум "Теория и практика металлургических процессов при производстве отливок из чёрных сплавов": Сборник трудов. Челябинск: ООО "ИЦМ", 2007. С. 109 119
3. Бестужев Н.И., Бестужев А.Н., Трибушевский В.Л., Зарудко А.В., Зайцев С.А., Шамов М.Ю. Физико-химическая модель графитизирующего эффекта от кремниевых лигатур и ее реализация на Клинцовском заводе поршневых колец // Литейное производство. 2007. №6.
4. Фесенко М.А. Оптимизация состава присадки для графитизирующего модифицирования чугуна в литейной форме // Литейное производство. 2005. №10.