


ООО «Автокомпоненты – Группа ГАЗ» - это торговый дом Дивизиона «Автокомпоненты», входящего в крупнейший в России автомобилестроительный холдинг «Группа ГАЗ». Головное предприятие холдинга - Горьковский автомобильный завод (ОАО «ГАЗ», г. Нижний Новгород).
Дивизион «Автокомпоненты» объединяет литейное, кузнечное и автокомпонентные производства ОАО «ГАЗ»
Дивизион «Автокомпоненты» производит чугунные и алюминиевые отливки, кузнечные штамповки, детали изготовленные методом холодной высадки и порошковой металлургии, готовые детали, узлы и агрегаты и т.д.
Продукция Дивизиона «Автокомпоненты» «Группа ГАЗ» используется в различных отраслях: машиностроении, сельском хозяйстве, строительстве, электроэнергетике, строительстве и ремонте железнодорожных путей, ремонт подвижного состава, благоустройстве городов.
Основные направления продаж промышленной продукции Дивизиона «Автокомпоненты» «Группа ГАЗ»
- Отливки из чугуна и стали.
- Отливки из сплавов цветных металлов.
- Поковки различной степени сложности.
- Детали из металлопорошков.
- Детали, изготовленные методом холодной высадки.
- Автомобильные детали, узлы и агрегаты.
- Электросварные трубы.
- Детали, изготовленные методом холодной штамповкой
- Льдоуборочные комбайны для стадионов.
- Штампы, пресс-формы и инструмент.
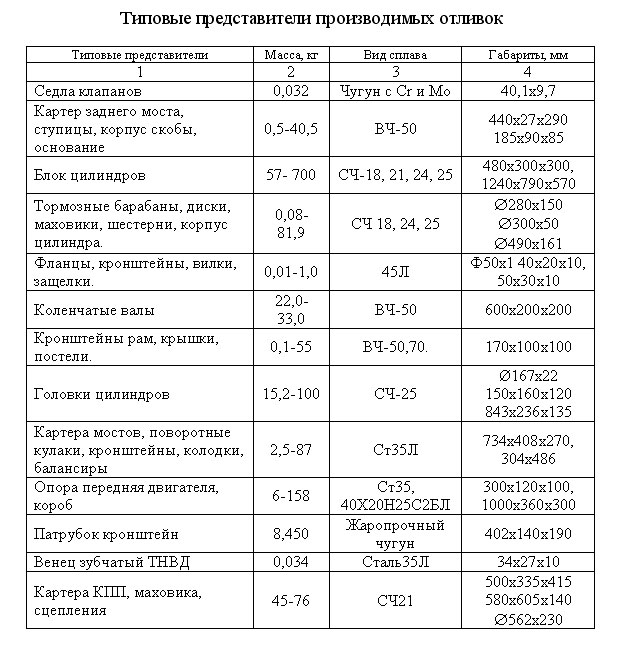
ОТЛИВКИ ИЗ ЧУГУНА И СТАЛИ
Литейное производство Дивизиона Автокомпоненты «Группа ГАЗ» в настоящее время изготавливает отливки различной степени сложности из серого, высокопрочного, легированного чугуна и различных марок стали.
Вес отливок автомобильных деталей колеблется от
В Литейном производстве Дивизиона Автокомпоненты «Группа ГАЗ» применяется прогрессивное литейное оборудование и современные технологические процессы.
Применяются следующие методы литья:
- в сырые песчано-глинистые формы на автоматических линиях с применением стержней по горячим стержневым ящикам,
- в оболочковые формы с применением стержней из холоднотвердеющих смесей (ХТС),
- по выплавляемым моделям (стальное литьё) и др.
Для изготовления отливок применяются литейные формы (опоки) с размерами рабочих зон:
- 1100х800х300 мм
- 1100х800х250 мм
- 1100х700х350 мм
- 1000х1200х250 мм
- 1000х700х300 мм
- 735х560х230 мм
- 700х650х200 мм
- 700х650х230 мм
Система менеджмента качества литейного производства Дивизиона Автокомпоненты «Группа ГАЗ» сертифицирована на соответствие требованиям ГОСТ Р ИСО 9001-2001.
Типовые отливки из серого чугуна: тормозные барабаны, тормозные диски, маховики, различные корпусные отливки, диски сцепления, блоки цилиндров, головки блока цилиндров, неавтомобильное литьё для оснащения дорог, площадей и тротуаров (колодцы, решетки водостоков, декоративные решетки и т.п.).
Из высокопрочного чугуна: детали автомобильных мостов, детали подвески, кронштейны, детали тормозной системы, коленчатые валы и т.п.
Цена литья зависит от сложности изготовления детали (отливки), материала отливок и размера заказа.
В случае литья в песчано-глинистые формы на автоматических формовочных линиях желательно, чтобы объём заказа на каждую отливку был не менее 10 000 штук.

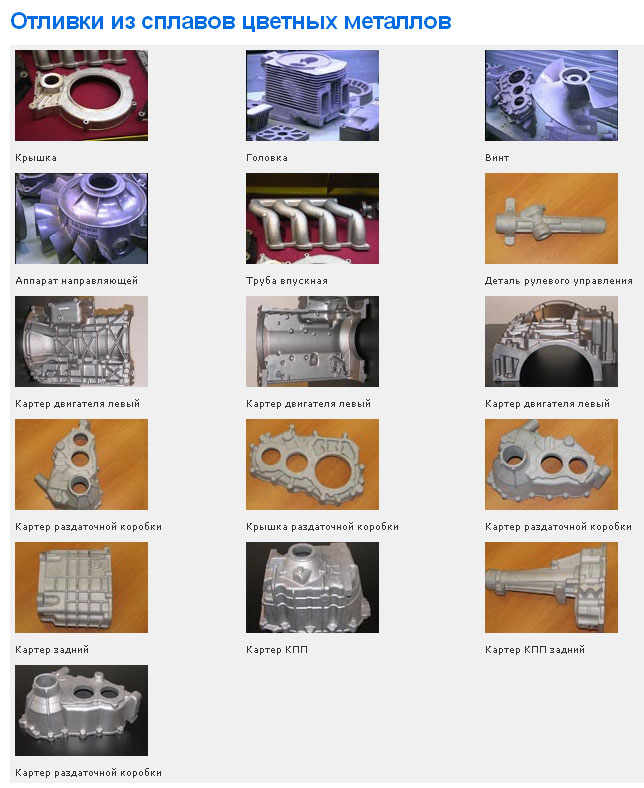
ОТЛИВКИ ИЗ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ
 Дивизион Автокомпоненты «Группа ГАЗ» производит отливки из алюминиевых (АК9ч, АК12М2, AlSi9Cu3), цинковых (ЦА4М10 и др.) и медных (ЛЦ40Сд и др.) сплавов следующими методами литья:
Дивизион Автокомпоненты «Группа ГАЗ» производит отливки из алюминиевых (АК9ч, АК12М2, AlSi9Cu3), цинковых (ЦА4М10 и др.) и медных (ЛЦ40Сд и др.) сплавов следующими методами литья:
- литьё под низким давлением,
- литьё под высоким давлением,
- литьё противодавлением,
- литьё в кокиль с применением песчаных стержней.
Система менеджмента качества Дивизиона Автокомпоненты «Группа ГАЗ» сертифицирована органом по сертификации общества TUV Management Service Gmbh в области производства и реализации отливок из цветных металлов и сплавов на соответствие ISO 9001: 2000.
Корпус цветного литья Дивизиона Автокомпоненты «Группа ГАЗ»» обладает широкой гаммой оборудования известных мировых производителей, таких как Litostroy (Словения), IDRA и ITALPRESSE (Италия), BUHLER (Швейцария) и др.
Современные технологические процессы позволяют изготавливать литье различной степени сложности с обеспечением высокого качества отливок.
При литье под давлением из сплава АК12М2 используются машины литья под давлением HTS-1000 (вес отливок - до
Масса отливок, изготавливаемых данным методом - от
Типовые отливки:
- картера двигателей, коробок передач, раздаточных коробок, сцеплений;
- корпуса масляных фильтров, фильтров тонкой очистки топлива, крышки корпусов, рычагов переключения передач;
- бачки радиатора, детали тормозной системы, детали двигателя «Steyr» и др.
При литье под низким давлением из сплавов АК12М2 и АК9ч используются машины ВП-1000 и ВП-1250 с усилием запирания от 1000 т до 1250 т соответственно.
Масса изготавливаемых отливок от
Типовые отливки: винт движителя, опора вентилятора, картера раздаточных коробок, сцеплений и др.
При литье в кокиль из сплавов АК9ч и AISi9Cu3 используются автоматизированные заливочные комплексы TEBOVA («Тебова») и машины с горизонтальной и вертикальной линией разъема ЦГИ 06.12,ЦГИ 06.23.
Масса изготавливаемых отливок от
Производство отливок из сплавов на медной основе ЛЦ40Сд литьём под давлением осуществляется на автоматизированных комплексах литья под давлением TST – 250 и литьём и ковкой на литейно-ковочных машинах ЛКМ - 4167. Масса отливок от
Отливки из цинковых сплавов ЦА4М10 (массой до
Для производства алюминиевых сплавов применяются следующие плавильные агрегаты:
электроиндукционные тигельные печи промышленной частоты ИАТ2,5М1 (в количестве 5 шт.) и электроиндукционные тигельные печи повышенной частоты ИАТ2,5/1,6М3 (в количестве 7 шт.).
Для производства сплавов на медной основе (латунь) используются индукционные канальные плавильные печи УИПЛК-2; ТЧР/7.
Для приготовления цинковых сплавов - индукционные тигельные печи ИАТ-0,4.
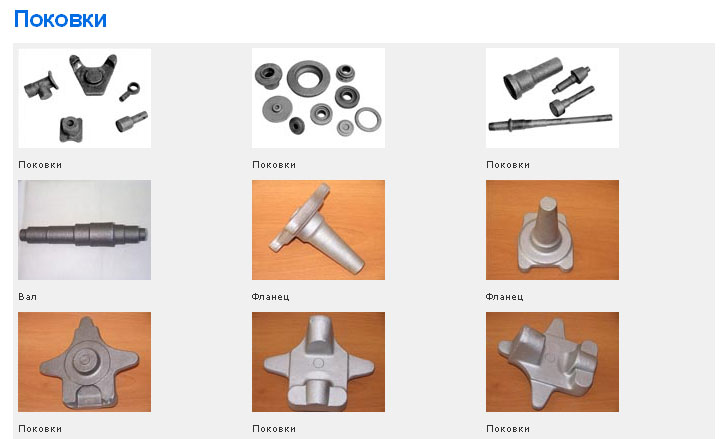
ПОКОВКИ
Кузнечное производство Дивизиона Автокомпоненты «Группа ГАЗ» производит поковки автомобильных деталей из легированных и хромистых сталей для сборочных конвейеров «Группы ГАЗ» и сторонних Заказчиков, а также рессоры легковых и грузовых автомобилей.
Номенклатура поковок – более 1200 наименований.
Потребителями поковок являются крупные автомобиле- и машиностроительные заводы в России, странах СНГ и Дальнего зарубежья.
Кузнечное производство Дивизиона Автокомпоненты «Группа ГАЗ» имеет законченный технологический цикл изготовления поковок различной сложности, точности и конфигурации методом горячей объёмной штамповки (включая термическую обработку, правку, чеканку и очистку от окалины).
Поковки изготавливаются из конструкционных и легированных сталей по ГОСТ 1050-88 и ГОСТ 4543-71, алюминиевых сплавов Д1, Д16 и АК6.
Нагрев заготовок под штамповку производится в индукционных установках, газовых печах, электропечах, применяется контактный электронагрев.
Виды производимой продукции: балки передних осей и полуоси задних мостов автомобилей, валы, вилки карданных валов, кольца, крестовины, кронштейны, крюки, кулаки поворотные, рычаги, рым-болты, ступицы, фланцы, шатуны, шестерни, а также поковки, получаемые методом свободной ковки.
В составе Кузнечного производства 4 цеха: кузнечнопрессовый, главный кузнечный, рессорный ,термический.
Производство поковок ведётся на высокопроизводительных автоматических линиях, кривошипных горячештамповочных прессах усилием до 12 500 тонн и горизонтально-ковочных машинах усилием до 2000 тонн.
В Термическом цехе Кузнечного производства в зависимости от требований потребителя поковки из углеродистой и низколегированной стали подвергаются нормализации (масса поковок от 0,1 до
Для проведения предварительной термической обработки средне и высоколегированных сталей повышенной прокаливаемости в цехе применяется изотермический отжиг.
Дополнительные операции обработки – дробеметная очистка, правка, чеканка.
Основные виды производимой КП продукции: балки передних осей легковых машин и лёгких грузовиков (вес от 30 до
Применяемое оборудование:
- Кривошипные горячештамповочные прессы (КГШП) усилиями от 630 до 2500 т.с., 4000 т.с., 6300 т.с.
- Горизонтально-ковочные машины (ГКМ) усилием от 250 до 2000 т.с.
- Пневматические штамповочные молота (ПШМ) с весом падающих частей
- Автоматическая линия штамповки крупногабаритных деталей (на базе КГШП усилием 12 500 тонн).
- Горячештамповочный автомат «HATEBUR» («Хатебур») серии АМР-70 усилием 1500 тонн.
- Горячештамповочный автомат серии Л-309 усилием 1250 тонн.
- Автоматические линии EUMUCO («Оймуко») усилием 3 150 тонн.
- Обжимные машины для изготовления валов руля и тяг рулевой трапеции.
- Электровысадочные машины для высадки заготовок под штамповку.
- Гибочные машины для изготовления штанг стабилизатора.
- Ковочные вальцы.
- Станы клиновой прокатки.
- Стан поперечной клиновой прокатки (введён в эксплуатацию в июне 2007 года).
- Обрезные и чеканочные пресса.
- Оборудование для термообработки: установка для изотермического отжига, нормализационные печи, закалочно-отпускные агрегаты, печи электрические (для закалки поковок из цветных сплавов).
На кривошипных горячештамповочных прессах (КГШП) усилием от 630 до 2 500 т.с. производится штамповка поковок вилок карданных валов, шестерен, кронштейнов, шатунов, фланцев, валов, рычагов и др. с весом от 0,3 до
На КГШП усилием 4000 т.с.: изготавливаются поковки типа шестерен (шестерня главной передачи диаметром
На КГШП усилием 6 300 т.с. изготавливаются поковки типа шестерен диаметром до
На горизонтально-ковочных машинах (ГКМ) усилием от 250 до 2 000 т.с.: изготавливаются поковки типа шестерен, валов и полуоси задних мостов автомобилей с весом от 0,1 до
На пневматических штамповочных молотах (ПШМ) с весом падающих частей
Горячештамповочный автомат «HATEBUR» («Хатебур») серии АМР-70 усилием 1 500 тонн: производство поковок с диаметром проекции не более
Автоматические линии EUMUCO («Оймуко») усилием 3 150 тонн: изготовление поковок деталей весом от 1,0 до 3,5кг и длиной до
ХОЛОДНАЯ ВЫСАДКА
Производственные мощности Дивизиона Автокомпоненты «Группа ГАЗ» по изготовлению деталей методом холодной высадки составляют 10 тысяч тонн в год.
Холодновысадочное производство ориентировано на изготовление как стандартных деталей разного типа, так и оригинальных деталей сложных форм и заготовок под дальнейшую механическую обработку и имеет законченный технологический цикл (в т.ч. термическую обработку и нанесение покрытия).
Детали изготавливаются из калиброванного фосфатированного металла из сталей марок 10, 10кп, 20, 20кп, 20Г2Р, 30, 35Х, 40Х с различными классами прочности.
Оборудование:
1. Высокопроизводительные холодновысадочные автоматы отечественного и импортного производства с усилием от 50 до 550 тонн - для изготовления деталей стержневого (болты, винты, шпильки, заклепки) и гаечного типа (гайки, пробки, втулки, штуцеры).
2. Накатное оборудование (профиленакатные станки типа UPW и др.).
Типоразмеры деталей стержневого типа:
- М6-М12 (D 6-
- М8-М12 (D 8-
- М18-М24 (D18-
Типоразмеры деталей гаечного типа:
- Диаметр внутренней резьбы М8-М16 или отверстие (D 8-
- Размер «под ключ» или наружный диаметр 10-
Типовые детали, изготовленные методом холодной высадки: гайка, заклепка, палец амортизатора, палец серьги задней рессоры, палец направляющий, болт ступицы, болт крепления крышек, шпилька, винт самонарезающий, штырь капота, тарелка пружины клапана и др.
ДЕТАЛИ ИЗ МЕТАЛЛОПОРОШКОВ
Производство деталей методом порошковой металлургии – современное универсальное производство, способное изготавливать детали для всех отраслей промышленности.
Существующая в Дивизионе Автокомпоненты «Группа ГАЗ» технология дает возможность изготавливать практически весь спектр деталей порошковой металлургии.
Для изготовления продукции используются порошки на основе чистого и легированного медью Cu, молибденом Mo, никелем Ni, хромом Cr и т.п. железа, а также порошки на основе меди (бронзы). Из материала на основе железа производятся детали для автомобильной и других отраслей промышленности.
Детали на основе меди – это самосмазывающиеся подшипники, электротехнические изделия, порошковые фильтры, а также многое другое.
На основе железного и медного порошка в Дивизионе Автокомпоненты «Группа ГАЗ» изготавливается более 100 наименований изделий для коробок перемены передач, подвески, двигателя, электрооборудования и других узлов автомобиля.
Примеры изготавливаемой в Дивизионе Автокомпоненты «Группа ГАЗ» методом порошковой металлургии продукции:
Шестерни масляного насоса, шестерни привода спидометра, ротор шайбы, корпуса клапанов, поршни, эксцентрики, диски датчиков, фиксаторы, втулки, сухари запорного механизма замка, кольца блокирующие синхронизатора и т.п.
Современное высокотехнологическое оборудование плюс высококвалифицированный персонал позволяет в кратчайшие сроки и на высоком техническом уровне провести научно-исследовательские и экспериментальные работы, осуществить подготовку производства и начать изготовление деталей.
Оборудование для изготовления деталей из металлопорошков:
- Высокоскоростные механические прессы фирмы «YOSHIZUKA» (Япония) с усилием 600-5000 kN. Формовочные прессы с системой контроля по геометрии и весу с обратной связью для обеспечения стабильно высокого качества.
- Уникальные автоматические гидравлические прессы фирмы «Mannesmann» (Германия) с усилием 6500-16000 kN (с системой контроля по весу). Применяются для изготовления деталей большой площади. Специальные адаптеры позволяют изготавливать на них шестерни с косым зубом (до 15 градусов);
- Печное оборудование фирмы «Cremer» (Германия), обеспечивающее спекание деталей при температуре до 1350°С в защитной среде эндогаза и азотно-водородной смеси;
- Комплекс оборудования для термической и химико-термической обработки, оборудование для герметизации пор и цинкования.
- Оборудование для проведения отделочных операций (парооксидирование, гальваника, вакуумная маслопропитка, ионное азотирование и др.) значительно расширяет номенклатуру выпускаемых изделий.
Качество производимой продукции находится под постоянным контролем. В имеющихся на производстве химической, металлографической, измерительных лабораториях производится контроль всех исходных материалов, инструментальной оснастки и готовой продукции. Высокоточное производительное лабораторное оснащение (приборы химического и технологического анализа производства ведущих фирм Германии и др.) обеспечивает высокий уровень качества выпускаемой продукции.
Технические характеристики деталей из металлопорошков:
1. Диаметр деталей – от 5 до
2. Максимальная высота –
3. Максимальная площадь – 200 см2.
4. Плотность детали – 6,0 – 7,4 г/см3.
5. Максимальный вес деталей -


Преимуществами порошковой металлургии являются: безотходность (потери сырья составляют не более 5%), производительность (простые детали можно прессовать свыше 1000 штук в час.), высокая точность (2-й класс точности , 6-7 квалитет), широкий диапазон свойств и возможность получения уникальных свойств изделия.
Улучшение эксплуатационных характеристик деталей с помощью химико-термической обработки (ХТО)
Дивизион Автокомпоненты «Группа ГАЗ» располагает прогрессивными технологиями и современным оборудованием для выполнения полного цикла химико-термической обработки автомобильных деталей и их заготовок.
Для повышения механических характеристик деталей применяются технологические процессы цементации и нитроцементации, применяется кратковременное газовое азотирование, проводятся процессы улучшения и отпуска. Детали подвергаются закалке в масле и закалке токами высокой частоты. Для улучшения эксплуатационных характеристик деталей проводится дробеструйная обработка деталей чугунной дробью.
Для обработки продукции используются автоматические линии химико-термической обработки деталей и линии горячей штамповки, закалочные и рихтовочные пресса, высокочастотные закалочные агрегаты, электропечи и установки с индукционным нагревом.
Термический цех производства автомобильных агрегатов Дивизиона Автокомпоненты «Группа ГАЗ» - это высокотехнологичное производство, способное выполнять полный цикл химико-термической обработки и горячей штамповки продукции.
Применяемые технологические процессы:
- цементация при температуре 920 градусов Цельсия с подстуживанием до температуры закалки 650 градусов Цельсия в среде эндогаза с подачей природного газа и аммиака,
- нитроцементация при температуре 850-870 градусов Цельсия в среде эндогаза с подачей природного газа и аммиака,
- кратковременное газовое азотирование при температуре 560 градусов Цельсия,
- улучшение (закалка при температуре 850-870 градусов Цельсия) и высокий отпуск при температуре 540-570 градусов Цельсия в окислительной атмосфере,
- закалка при температуре 860 градусов Цельсия с охлаждением в масле,
- закалка токами высокой частоты,
- высокий, средний и низкий отпуск,
- дробеструйная обработка чугунной дробью.
Применяются автоматические линии химико-термической обработки деталей фирм AICHELIN («Айхелин») и BIRLEC («Бирлек»), автоматические линии горячей штамповки, закалочные и рихтовочные пресса, высокочастотные закалочные агрегаты, камерные, шахтные и отпускные электропечи, установки с индукционным нагревом, а также карусельная печь австрийской фирмы AICHELIN и закалочная установка с системой автоматизации немецкой фирмы HEESS («Хесс»).
ИНСТРУМЕНТ
Инструментальное производство Дивизиона Автокомпоненты «Группа ГАЗ» изготавливает протяжки, фрезы, резцы, метчики, свёрла, развёртки и зенкера, различный мерительный и вспомогательный инструмент и инструментальную оснастку, а также пресс-формы и штампы. Для обслуживания и ремонта автомобильной техники марки «ГАЗ» в ИП изготавливается широкий спектр специального инструмента и приспособлений (съёмники, оправки, держатели, специальные ключи, щипцы , динамометры и др.).
Изготавливаемая инструментальным производством продукция:
- Сверла, развертки и зенкера изготавливаются из быстрорежущей стали марок Р6М5, оснащаются твердосплавными пластинками из марок ВК и ТК для обработки чугуна, стали и цветных металлов и сплавов диаметром от 1,2 до
- Метчики: ручные, машинные, гаечные с резьбой от М3 до М64 мм для сквозных и глухих отверстий по обработке чугуна, стали, цветных металлов и сплавов с ионно-плазменным покрытием нитридом титана.
- Инструмент для обработки зубчатых зацеплений: фрезы червячные для модульных зубчатых колес и шлицевых валов, долбяки дисковые и концевые от m=8 мм и D=200 мм.
- Фрезы с МНП, расточной инструмент, резцы различного назначения, включая фасонные, оснащенные твердосплавными пластинками, и из быстрорежущей стали с ионно-плазменным покрытием нитридом титана (TiN).
- Ролики профилирующие для формирования профиля пластины радиатора автомобиля, диаметром от 100 до
- Штампы для горячей объемной штамповки заготовок деталей автомобилей (балка передней оси, коленчатый вал, шатун и др. весом до 2 т.).
- Штампы для листовой штамповки.
- Прецизионные штампы для изготовления пластин к алюминиевым радиаторам.
- Пресс-формы в широком ассортименте для пластмассовых и резинотехнических изделий средних размеров, с заданием рабочих форм математической моделью.
- Многоместные пресс-формы с горячеканальной литьевой системой, работающие по безотходной технологии и имеющие при эксплуатации наибольший экономический эффект.
- Инструмент для холодной высадки и выдавливания деталей сложной формы: корпуса, матрицы, пуансоны, толкатели. Диапазон диаметров от 4 до
- Мерительный инструмент: калибры - пробки, приспособления и оснастка, метчики – раскатники, калибры - скобы, калибры - кольца и т.д.
- Ключи динамометрические для контроля сборки резьбовых соединений.
- Прецизионные комплексные мерительные приспособления и оснастка.
Торговый дом «Автокомпоненты – Группа ГАЗ» заинтересован в долгосрочном взаимовыгодном сотрудничестве и принимает заказы на изготовление продукции по чертежам и требованиям Заказчиков из различных отраслей промышленности и народного хозяйства. Имеется возможность изготовления штамповой оснастки и инструмента.
Более подробная информация – на нашем официальном сайте http://www.gazgroup.ru/buyers/industrial/
«Автокомпоненты – Группа ГАЗ» - компоненты Вашего успеха!