


Совместное предприятие, созданное в 1985 году, начало проектирование и производство новой серии машин литья под давлением TST с усилием запирания от 100 до 3500 тс. Привлечение высококвалифицированных итальянских и советских специалистов позволило производить оборудование, конкурентоспособное не только в СССР, а позднее в России (среди основных заказчиков ВАЗ, ГАЗ, КАМАЗ), но и поставлять оборудование в Италию, Словакию, таким компаниям, как Fondital, Rag-All, IMA Spa, Produk, Volkswagen и др.
В 2006 году, в связи с возросшей потребностью в модернизации устаревшего парка литейного оборудования было принято решение о создании нового производства в России, в республике Татарстан, в г. Казани.
ООО «ТЕБОВА НУР» осуществляет изготовление новых и реконструкцию машин, бывших в употреблении на собственных производственных площадях.
Все комплектующие высокой технологии: электроника, гидравлическая аппаратура, уплотнения и т.д., поставляются от ведущих европейских производителей: Siemens, Vickers, Denison, Parker и т. д.
Колонны, а так же оси и втулки рычажной системы поставляются из Италии, где они изготавливаются по специальной технологии, обеспечивающей повышенную износостойкость.
Постоянно отслеживая мировые тенденции в развитии технологии литья под давлением, проводя собственные исследования, сотрудники фирмы обеспечивают соответствие технологических возможностей поставляемого оборудования самым высоким требованиям литейщиков.
ПРОДУКЦИЯ:
- Машины и автоматизированные комплексы для литья под давлением деталей из цветных металлов и сплавов с холодной горизонтальной камерой прессования.
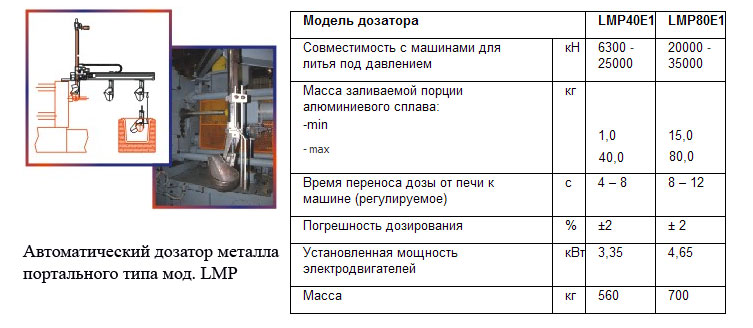
- Автоматические дозаторы металла (портального и рычажного типов).
- Автоматические смазчики пресс-форм.
- Автоматические съемщики отливок.
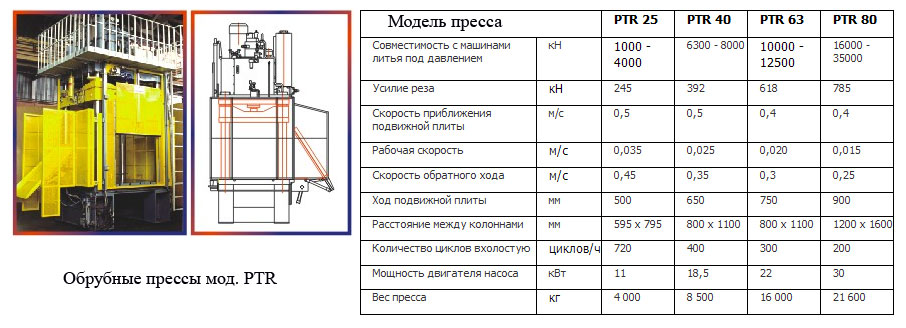
- Обрубные пресса.
- Автономные передвижные стенды ICS для измерения и архивации технологических параметров получения отливки.
Машины для литья под давлением с холодной горизонтальной камерой прессования серии TST представлены в 13 моделях с типоразмерами по усилию запирания от 1000 kN до 35000 kN.
С техническими характеристиками машин Вы можете ознакомиться на нашем сайте: www.tebowa-nur.com/index.php?page=cat&DocID=115&type=view

Машины данной серии обладают следующими преимуществами:
- Меньшие габариты и, как следствие, меньшая занимаемая производственная площадь.
- Возможность запрессовки расплава с высокой скоростью при отсутствии гидроудара и пористости внутри получаемых отливок. Машины на 100% оснащаются самой современной гидроаппаратурой фирм VICKERS, PARKER и электроаппаратурой фирмы SIEMENS, что позволяет обеспечить высокую производительность и стабильную повторяемость технологических параметров.
- Рациональная гидросхема с оптимальным количеством стандартных аппаратов повышает надежность и облегчает поиск неисправностей.
- Механизм прессования под контролем системы управления способен отработать любую технологию заполнения пресс-формы при этом проконтролировать и заархивировать все технологические параметры.
- Увеличенный ход подвижной плиты и расстояние между колоннами.
- Уменьшенное энергопотребление за счет рационального распределения рабочего давления в гидросистеме с помощью пропорциональной гидроаппаратуры.
- Увеличенная долговечность колонн за счет применения оригинальной схемы блокировки и изготовления резьбовой части методом накатки.
- Постоянное наличие сервисного персонала на рынке СНГ и возможность прямого телефонного контакта.
- Гарантированное прибытие технического персонала в течение 24 часов.
- Низкая стоимость сервисного обслуживания.
- Оперативная поставка запчастей и быстроизнашивающихся деталей.
Техническое описание.
Механизм запирания.
Узел запирания пресс-формы представляет собой шарнирно-рычажный механизм с приводом от гидравлического цилиндра. Применение пропорциональной гидравлической аппаратуры фирмы «Parker» обеспечивает плавное бесступенчатое перемещение подвижной плиты. Компактная конструкция шарнирно-рычажной системы дала возможность уменьшить габариты машины в целом.
Все подвижные элементы защищены грязесъемниками. Регулировка высоты пресс-формы осуществляется при помощи электрического или гидравлического привода. Система трехконтурной автоматической централизованной смазки фирмы «Flenco» обеспечивает подачу смазочной жидкости непосредственно в каждую смазываемую точку подвижных узлов. Двухцилиндровый гидравлический выталкиватель оснащается электронным счетчиком - ограничителем хода.
Станина машины имеет проем для сброса готовых отливок. Реализованы функции закрытия машины под низким давлением для защиты пресс-формы и плавного, медленного перемещения подвижной плиты в начальной фазе раскрытия пресс-формы для улучшенного выхода отливки из неподвижной полуформы. Для обеспечения дополнительной защиты механизма запирания от перегрузок применены регулирующие гидравлические элементы (редуктор для ограничения усилия запирания и контрольные визуальные и электронные) средства.
В качестве средств визуального контроля устанавливаются индикаторы часового типа. При оснащении машины системой контроля натяжения колонн "TSA Тебова-Нур" обеспечивается постоянное слежение за их состоянием. Показания электронных датчиков заносятся в архив для последующего анализа, а в случае превышения допустимых нагрузок система позволяет предотвратить повреждение колонн.
Установка точек смены скорости/давления при закрытии/открытии машины и регулировка хода гидравлического выталкивателя осуществляется заданием значений с компьютера. Оси и втулки рычажного механизма термообработаны до высокой твердости. Машины оснащаются счетчиком-ограничителем хода раскрытия и механическим ограничителем- регулятор хода.
Передача усилия запирания осуществляется через резьбовые втулки с повышенной стойкостью к износу и блокировкой колонн в неподвижной плите с помощью полуколец. Это существенно уменьшает риск поломки колонн и силовых элементов механизма запирания.
Механизм прессования.
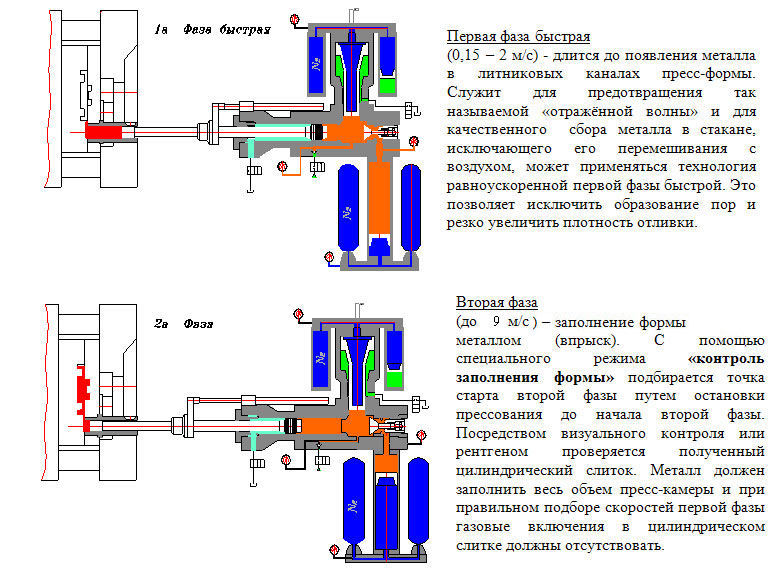
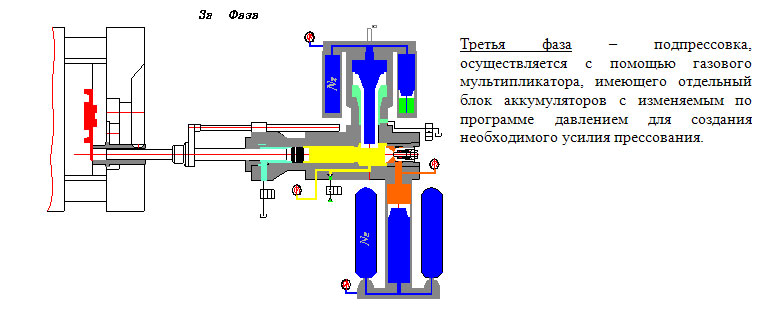
Прессующий агрегат представляет собой механизм с газовым мультипликатором давления, благодаря которому на высоких скоростях прессования практически отсутствует гидроудар в цилиндре прессования, а время набора мультиплицированного давления минимально. В сочетании с возможностью обеспечить высокую скорость прессования (до 9 м/с), механизм позволяет реализовать любой режим прессования для тонкостенных и толстостенных отливок. Исполнение механизма прессования с регулировкой при помощи пропорциональной гидроаппаратуры фирмы PARKER обеспечивает следующие этапы процесса запрессовки: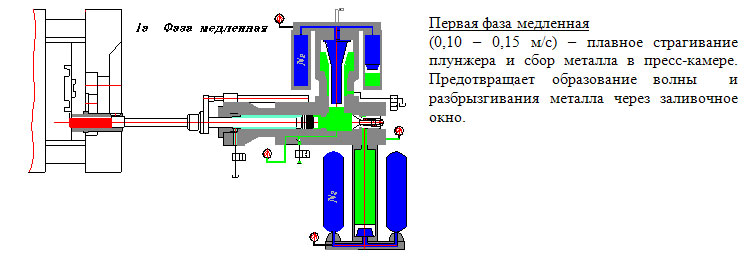
Участок завершения второй фазы
Участок пути прессующего плунжера в конце заполнения формы (второй фазы), на котором возможно уменьшение скорости прессования (режим торможения или “управляемый впрыск”). Это дополнительная фаза прессования позволяет исключить так называемые «прострелы» при недостаточном усилии запирания формы, за счет очень точного и эффективного торможения прессующего поршня в конце прессования. Этот режим также положительно сказывается на долговечности пресс-формы
Благодаря тому, что мультипликатор встроен непосредственно в цилиндр механизма и приводится в движение действием сжатого газа, гидроудар практически отсутствует.
Наличие датчика давления и датчика положения поршня мультипликатора, автоматический контроль заданного давления позволяют с высокой стабильностью поддерживать усилие прессования в каждом цикле работы машины. Есть возможность включить мультипликатор, как с опережением, так и с задержкой по отношению к остановке прессующего плунжера.
Возможность обеспечить высокую скорость прессования (до 9 м/с), наличие постоянного усилия в поршневой полости, стабильная регулировка скорости на сливе из штоковой полости, короткое время набора мультиплицированного давления и отсутствие всплеска давления к конце заполнения формы, позволяют реализовать самые сложные технологические режимы для тонкостенных и толстостенных отливок, предотвращают причины, которые в механизмах традиционных конструкций приводили к появлению газовых включений.
Обеспечивается практическое отсутствие пористости и особо следует отметить, что нет необходимости в завышенном, как в традиционной технологии, усилии прессования.
Гидрооборудование.
В гидросистеме машин серии TST в качестве рабочей жидкости применяется водный раствор гликоля. Узлы прессования и запирания разработаны на встраиваемой гидроаппаратуре клапанного типа фирм «Vickers» и «Parker» с регулированием от системы управления машины с возможностью мобильного изменения величины давления. Гидробак, встроенный в основание машины, имеет большую площадь отстоя, снабжен системой перемычек для увеличения расстояния между точкой всасывания и слива, воздушным фильтром, системой автоматического контроля уровня гидравлической жидкости, всасывающим фильтром.
Система терморегуляции гидравлической жидкости осуществляется посредством специального насоса с фильтром тонкой очистки, нагревателем и пластинчатым теплообменником фирмы «Alfa-Laval», что позволяет поддерживать оптимальную температуру рабочей жидкости независимо от температуры окружающей среды. Гидростанция оснащается насосами фирмы «Vickers». Для уменьшения уровня шума привод основных насосов осуществляется посредством эластичных соединений.
Электрооборудование.
Электрооборудование соответствует нормам CEL, VDE, IEC. Кнопочная панель (пульт) смонтирована на отдельно устанавливаемой стойке. Все надписи для обозначения функций машины производятся на языке клиента. Кнопочный пульт управления охватывает функции машины, дозатора и смазчика. Шкаф управления представляет собой металлоконструкцию цокольного типа.
Шкаф смонтирован и изготовлен с учетом международных нормативов и соответствует последним достижениям в области создания электронных систем, работающих в особых условиях и, в частности, в условиях литейных цехов.
Электрооборудование изготовлено с использованием компонентов фирмы «SIEMENS». Запуск силовой гидравлической установки осуществляется при помощи электронного устройства плавного пуска электродвигателя для предотвращения негативного влияния на цеховую электросеть. Все электродвигатели снабжены тепловой и электромагнитной защитой от перегрузок. Цепи питания имеют селективную защиту от перегрузок, выполненную автоматическими выключателями. Все электропитания информационных датчиков и исполнительных устройств, за исключением электродвигателей, осуществляется безопасным напряжением 24V постоянного тока от стабилизированного источника.
Внутри шкафа расположена вентиляционная установка для обеспечения охлаждения и правильного воздухообмена. Двери электрошкафа закрываются замками. Вводной рубильник снабжён независимым расцепителем напряжения сблокированным с открытием дверей электрошкафа.
Электронная часть.
- Контроллер управления программируемый - "SIEMENS S7-300".
- Использование высокоскоростных модульных блоков для контроля ходов прессования, запирания и центрального выталкивания с точностью ±1мм.
- Оперативная установка и изменение технологических параметров при помощи пылевлагозащищённой клавиатуры промышленного типа.
- Возможность задания параметров прессования (скорости, давления, хода) в абсолютных единицах измерения.
- Стабилизация основных технологических параметров литья в заданных пределах с помощью их корректировки в последующем цикле по результатам измерения.
- Возможность гибкого функционального изменения алгоритма работы машины с помощью различных подпрограмм в соответствии с требованием технологии.
- Наглядный и свободно программируемый интерфейс задания алгоритма порядка работы стержней как в наладочном, так и в автоматическом режиме, а также начало ввода стержней по команде от смазчика пресс-формы, для более эффективного их смазывания.
- Использование аппаратных прерываний в программном обеспечении для выработки мгновенных реакций применительно к такому быстротекущему процессу, как прессование.
Программное обеспечение.
Программный пакет «Supervisor» - высокопроизводительная компьютерная видеосистема на базе персонального компьютера промышленного типа и операционной системы Windows XP, осуществляющая функции супервизора машины, управления операциями, архивации данных пресс-форм, формирования и архивации системы аварийных сигналов. Предоставляет возможность программирования технологических параметров таких, как скорости, давления, времена, программы, хода, счетчики и т.д. Полная совокупность аварийных сообщений облегчает поиск неисправностей в интерактивном режиме и сводит до минимума простои. Выводимые на экран данные производственной статистики и причины простоя позволяют оптимизировать организацию работ. Доступ к технологическим параметрам через пароли с различными уровнями приоритета позволяет персонифицировать управление качеством продукции. Архивация данных пресс-форм позволяет свести до минимума затраты времени на отладку технологического процесса при смене пресс-форм.
Интерактивный режим «Диагностика» позволяет легко определить и устранить неисправность на машине, контролировать в реальном времени состояние конечных выключателей, а также текущее состояние соленоидов управления, следить за актуальным перемещением механизмов и действительными значениями давления, просматривать основные листы электросхемы, гидросхемы и схемы централизованной системы смазки в актуальном состоянии. На листе электросхемы выключенные цепи окрашены в черный цвет, а включенные в желтый. Это наглядно показывает состояние электрических цепей в режиме реального времени. На листах гидравлической схемы визуализация осуществлена по такому же принципу. Находящиеся под давлением магистрали окрашены в красный цвет. Сливные – в синий. Кроме того, на странице в динамике отображаются все переключения гидрораспределителей и клапанов, а также движения в гидроцилиндрах.
Программный пакет «ICS ТЕБОВА НУР» - интегрированная система для измерения и архивирования технологических параметров в машине литья под давлением позволит Вам иметь полноценную паспортизацию литья, необходимость которой диктует современный рынок.
Система для измерения и архивации технологических параметров на машинах литья под давлением выполняет следующие функции:
- Сбор информации с датчиков, установленных на литейной машине (импульсный датчик перемещения прессующего поршня, аналоговый датчик давления в поршневой полости цилиндра прессования). Также предусмотрена возможность подключения к системе термопары заказчика любого типа для регистрации температуры металла в печи;
- На основании измеренных и вычисленных параметров производится построение графиков давления прессования, скорости и пути прессующего поршня;
- Масштабирование, которое, позволяет более детально рассмотреть процесс прессования в любой точке графика;
- Определение величин параметров, характеризующих процесс прессования:
- Путь плунжера на 2-ой фазе прессования в мм ;
- Средняя скорость 1-ой фазы прессования в м/сек ;
- Средняя скорость 1-ой фазы быстрой прессования в м/сек (при её наличии у машины);
- Максимальная скорость 2-ой фазы прессования м/сек;
- Установившееся значение давления подпрессовки в бар;
- Время нарастания давления подпрессовки в мсек;
- Длина пресс-остатка в мм;
- Температура металла в печи в град. ;
- Температура пресс-формы в 2-х точках град. (до 8-ми точек опционально);
- Накопление информации в базе данных по отливкам, с разделением их на производственные партии для последующего воспроизведения накопленной информации в графическом и табличном виде;
- Задание допустимых пределов для измеряемых технологических параметров для каждой производственной партии;
- Селективное подключение на контроль выхода необходимых технологических параметров за установленные пределы;
- Определение параметров, выходящих за установленные пределы, с привлечением внимания обслуживающего персонала отображением красным цветом на мониторе недопустимых параметров отбракованной отливки;
- Управление аварийными цифровыми сигналами, используемыми для отбраковки отливки, когда превышаются допустимые значения измеренных параметров прессования;
- Возможность назначения эталона для каждой пресс-формы, а также одновременное воспроизведение графиков эталонной и текущей отливки для их качественного сравнения.
По сравнению с более ранними разработками фирмы «Тебова», новая усовершенствованная версия «ICS ТЕБОВА НУР» имеет дополнительные возможности и преимущества, а именно:
- На офисном компьютере, подключённым к сети и оснащенным специальным программным обеспечением, можно отслеживать в реальном масштабе времени работу неограниченного числа машин литья под давлением, оснащённых данной измерительной системой, воспроизводя графическую и табличную информацию с измерительного компьютера.
- Считывание числовых значений с графиков пути, скорости и давления с помощью перемещаемой вертикальной оси в точках её пересечения с этими графиками.
- Вычисление статистических данных в производственной партии по отклонениям параметров от установленных пределов;
- ICS ТЕБОВА НУР позволяет экспортировать технологические параметры по производственным партиям для последующего их воспроизведения на стороннем компьютере, который оснащён специальным программным обеспечением, входящим в комплект поставки.
- Увеличена информативность основной графической картинки, на которой одновременно с текущими измеренными параметрами отображаются и заданные минимальные и максимальные граничные параметры. На ней также присутствует навигатор переключения графиков внутри производственной партии.
- На табличном предоставлении информации все партии в левом окне отображаются в хронологическом порядке. Параметры установленные на контроль и вышедшие за установленные пределы окрашены красным цветом.
Программный пакет «TSA-ТЕБОВА НУР» - позволяет клиенту установить необходимые параметры усилия натяжения независимо для каждой из четырех колонн, используя окна «МИН.» и «МАКС.» (вводимые данные одновременно отображаются на шкале соответствующего индикатора красным цветом). Задать величину рассогласования натяжения между колоннами можно, вызвав окно «Ассиметрия».
Все данные указываются в тоннах. С помощью данного устройства контролируется усилие натяжения колонн в реальном масштабе времени и производится визуализация в окнах «Реальное» и «Макс.» для соответствующей колонны. При превышении максимального значения усилия натяжения какой-либо колонны окно измерения «Макс» начинает мигать красным цветом, индицируя тем самым аварийную ситуацию. При этом происходит сброс давления запирания на насосной установке, а для режима “Автомат” открытие подвижной плиты до исходного положения. Устройство позволяет в окне «Суммарное натяжение» наблюдать реальное суммарное значение натяжения четырех колонн.
Система защиты состоит из следующих элементов:
- Автоматические защитные двери с электрическим приводом.
- Защитные кожухи на всех движущихся узлах.
- Двуручное управление запиранием машины с пульта управления с использованием сертифицированных электронных модулей безопасности.
- Защитное электрогидравлическое устройство, исключающее любые несанкционированные передвижения подвижной плиты машины.
- Все аккумуляторы проверяются согласно действующим европейским нормам, и снабжены предохранительными клапанами.
- Электромеханическое (с помощью электромагнитных реле) дублирование управления запиранием машины, что обеспечивает дополнительную безопасность.
- Расположение кнопок аварийной остановки на разных узлах машины.
Автоматические дозаторы металла
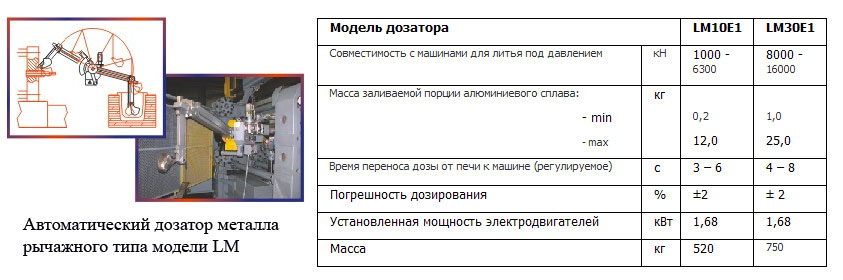
Автоматические дозаторы металла рычажного типа
Автоматические дозаторы металла портального типа
Автоматические смазчики пресс-форм


Обрубные пресса
АВТОНОМНАЯ ПЕРЕДВИЖНАЯ СИСТЕМА ИЗМЕРЕНИЯ И АРХИВАЦИИ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ мод. ICS-MU8.
 Имея сравнительно невысокую стоимость, данная система позволяет получить полноценную паспортизацию литья, применяемую в настоящее время на машинах последнего поколения. Систему ICS-MU8 можно использовать с любой моделью машины (комплекса) литья под давлением. ICS-MU8 обеспечивает возможность отображения измеренных параметров в табличном и графическом виде на рабочем месте и передачу измеренной информации по сети.
Имея сравнительно невысокую стоимость, данная система позволяет получить полноценную паспортизацию литья, применяемую в настоящее время на машинах последнего поколения. Систему ICS-MU8 можно использовать с любой моделью машины (комплекса) литья под давлением. ICS-MU8 обеспечивает возможность отображения измеренных параметров в табличном и графическом виде на рабочем месте и передачу измеренной информации по сети.
Система ICS-MU8 выполняет следующие функции:
1. Сбор информации с датчиков, установленных на литейной машине (импульсный датчик перемещения прессующего поршня, аналоговый датчик давления в поршневой полости цилиндра прессования, устанавливаются на машине литья под давлением). Также предусмотрена возможность подключения к системе термопары заказчика любого типа для регистрации температуры металла в печи;
2. На основании измеренных и вычисленных параметров производиться построение графиков давления прессования, скорости и пути прессующего поршня;
3. Масштабирование, которое, позволяет более детально рассмотреть процесс прессования в любой точке графика;
4. Определение величин параметров, характеризующих процесс прессования:
4.1 Путь плунжера на 2-ой фазе прессования в мм;
4.2 Средняя скорость 1-ой фазы прессования в м/сек;
4.3 Средняя скорость 1-ой фазы быстрой прессования в м/сек (при её наличии у машины);
4.4 Максимальная скорость 2-ой фазы прессования м/сек;
4.5 Установившееся значение давления подпрессовки в бар;
4.6 Время нарастания давления подпрессовки в мсек;
4.7 Длина пресс-остатка в мм;
4.8 Температура металла в печи в град.;
4.9 Температура пресс-формы в 2-х точках (опционально).
5. Накопление информации в базе данных по отливкам, с разделением их на производственные партии, с возможностью их экспортирования для последующего воспроизведения на стороннем компьютере, который оснащён специальным программным обеспечением, входящим в комплект поставки;
6. Определение параметров, выходящих за установленные пределы, с привлечением внимания обслуживающего персонала, звуковым сигналом и отображением красным цветом на мониторе недопустимых параметров отбракованной отливки;
7. Вычисление статистических данных в производственной партии по отклонениям параметров от установленных норм;
8. Возможность назначения эталона для каждой пресс-формы, а также одновременное воспроизведение графиков эталонной и текущей отливки для их качественного сравнения;
9. На офисном компьютере, подключённым к сети и оснащенным специальным программным обеспечением (опционально), можно отслеживать в реальном масштабе времени работу неограниченного числа машин литья под давлением, оснащённых данной измерительной системой, воспроизводя графическую и табличную информацию с измерительного компьютера.
10. Считывание числовых значений с графиков пути, скорости и давления с помощью перемещаемой вертикальной оси в точках её пересечения с этими графиками.
Реконструкция и модернизация машин для литья под давлением.
Приобретение новых литейных машин требует значительных материальных затрат, в то же время, многие предприятия имеют большой парк старого, много лет эксплуатировавшегося оборудования, ремонт и модернизация которого обойдется дешевле.
Выполняя реконструкцию машин 70 – 90-х годов мы вкладываем в них самые современные технологии и достижения в области литья под давлением и в итоге заказчик получает машину, соответствующую всем требованиям современного литейного производства, по цене 70% - 75% от стоимости новой аналогичного класса. Ориентируясь на требования и пожелания заказчика, а так же учитывая степень износа оборудования, мы готовы предложить своим клиентам модернизацию машин для литья под давлением по нескольким схемам, от самой экономичной, но достаточно эффективной – «Модернизация системы управления», до полной реконструкции, при которой заказчик получает практически новую машину.
При проведении реконструкции, производится полная разборка машины, очистка, проверка целостности, ультразвуковой контроль и контроль износа каждой детали с применением самого современного оборудования.
Ремонтные работы механической части включают устранение физического износа: заварку дефектов плит, шлифовку рабочей плоскости плит, расточку посадочных мест в рычагах под новые втулки осей, в плитах под новые втулки колонн и т. п. Производится полная замена осей шарнирно-рычажного механизма, втулок осей, всех бронзовых втулок и колонн. Все эти детали изготавливаются в Италии по специальной технологии, обеспечивающей повышенную износостойкость, а резьбовая часть колонн выполняется методом накатки. Устанавливается новая система смазки плунжера прессования гранулированной смазкой "Petrofer".

Ремонтом предусматривается обязательная полная замена всей электроники, гидравлики и пневматики. Машина оснащается новым шкафом и пультом управления, новыми двигателями, новой электроразводкой с применением компонентов фирмы «Siemens».

Разрабатывается новая гидросхема, монтируется надежная и долговечная гидроаппаратура фирм «Vickers» и «Parker».

В основу модернизации положена замена старого узла прессования на новый высоко динамичный двухконтурный механизм прессования, который оснащается пропорциональным регулятором скорости прессования (фирмы «Parker») на сливе из штоковой полости цилиндра и газовым мультипликатором давления, для которого предусмотрен независимый контур с автоматической регулировкой давления, что дает возможность изменять усилие прессования независимо от скорости запрессовки.
Конструкция механизма выполнена таким образом, что во время резкого роста давления практически отсутствует гидроудар в цилиндре прессования.
Возможность обеспечить высокую скорость прессования (до 7,5 м/с с металлом), наличие постоянного усилия в поршневой полости, стабильная регулировка скорости на сливе из штоковой полости, короткое время набора мультиплицированного давления (от 20 мсек) и отсутствие всплеска давления к конце заполнения формы, позволяют реализовать самые сложные технологические режимы для тонкостенных и толстостенных отливок, предотвращают причины, которые в механизмах традиционных конструкций приводили к появлению газовых включений. Обеспечивается практическое отсутствие пористости и особо следует отметить, что нет необходимости в завышенном, как в традиционной технологии, усилии прессования.
Машины оснащаются современной системой управления на базе циклового контроллера «Siemens S7-300» и технологического видеокомпьютера с операционной системой Windows XP. Данная система осуществляет функцию супервизора машины и позволяет программировать технологические параметры, такие как скорость, давление, время, программы, хода, счетчики и осуществлять непрерывный контроль и автоматическую регулировку при отклонении от заданных величин.
Запись на жесткий диск информации о режимах изготовления отливки обеспечивает быструю отладку технологического процесса при повторной установке пресс-формы. Программа аварийных сообщений позволяет ускорить поиск неисправностей и сократить простои машин.
Интегрированная система управления качеством прессования «ICS ТЕБОВА НУР», предназначенная для измерения и архивирования технологических параметров в машине литья под давлением позволит Вам иметь полноценную паспортизацию литья, необходимость которой диктует современный рынок.
Система контроля натяжения колонн «TSA ТЕБОВА НУР» позволяет контролировать усилие натяжения колонн в реальном масштабе времени. Применение пакета «TeleService» позволяет с снижать затраты на обслуживание систем автоматизации SIMATIC за счет дистанционного выполнения всех необходимых операций из единого центрального пункта сервисного обслуживания.
На машине устанавливается новая система защиты полностью соответствующая нормам безопасности: европейской норме СЕ и российской ТЧ02.
Сервисное обслуживание.
Собственный отдел наладки и сервисного обслуживания обеспечивает постоянное наличие опытного персонала на рынке СНГ, что позволяет осуществлять гарантированное прибытие технических специалистов в течении 24 - 48 часов после вызова.
Также, клиентам предоставляется самый широкий спектр услуг, например:
- гарантийное и постгарантийное техническое обслуживание поставленного оборудования;
- обучение и подготовка специалистов, эксплуатирующих литейное оборудование, поставляемое фирмой «Тебова – Нур»;
- возможность прямого телефонного контакта для квалифицированной консультации;
- оперативная поставка запчастей и быстроизнашивающихся деталей.