

Основные принципы этой фундаментальной технологии плавки
Д-р Олег Фишман, Вице-президент, исследовательский департамент
Inductotherm Furnace GroupRancocas, NJ 08073
ВВЕДЕНИЕ
Технология плавления металлов с помощью электромагнитных полей стала стандартным методом на многих литейных заводах во всем мире. В последнее десятилетие, технология индукционной плавки на заводах, особенно сталелитейных, перешла с плавки с присутствием «болота» на более эффективную – плавку с полным сливом расплава. Метод плавки с полным сливом расплава подразумевает использование повышенных плотностей мощности и меньшие времена плавления. Это требует пересмотра требований к индукционным источникам питания. Старое поколение систем индукционной плавки с присутствием «болота» работало на промышленной частоте, что ограничивало плотность мощности (кВт/тонн), так как при высокой мощности и малой частоте перемешивание металла в индукционной печи слишком интенсивное и в действительности может привести к выплескиванию расплава из печи. Плавильные печи с полным сливом расплава работают на средних частотах (от 250 до 500 Гц), что позволяет контролировать перемешивание расплава при высоких плотностях мощности (около 1000 кВт/тонн). Были разработаны специальные полупроводниковые инверторы с изменяемой частотой для генерации мощности при плавке с полным сливом расплава. Эти инверторы используют резонансные свойства индуктора печи и конденсаторов источника питания для регулировки мощности, подаваемой на плавку.
В этой статье доступным языком объясняется основы реализации различных схем источников питания, используемых в связке с индукционными печами на современных металлургических заводах. Рассмотрены одно- и трехфазные источники питания промышленной частоты и детально проанализированы принципы работы современных инверторов. Проводится сравнение параллельного инвертора тока и последовательного резонансного инвертора напряжения, результаты которого представлены в простой для понимания таблице. В заключении представлены новейшие направления развития технологии индукционной плавки, такие как питание двух печей одной силовой установкой.
1. ИНДУКЦИОННАЯ ПЛАВКА
Плавка металлов с применением электромагнитных полей используется в промышленности с тех пор, как на рубеже века был открыт принцип индукционного нагрева. Однако, только после пятидесятых годов прошлого века, экономически привлекательный и не загрязняющий окружающую среду процесс такой, как индукционная плавка начал завоевывать популярность в тяжелой индустрии. В середине семидесятых индукция стала способом плавки номер один на заводах цветных металлов и главным инструментом на сталелитейных заводах. В течение этого времени большинство крупных печей использовали токи промышленной частоты. И только в восьмидесятых, когда инверторы, работающие на повышенных частотах, продемонстрировали высшие эффективность и производительность, было отдано предпочтение индукционному методу плавки.
а) Индукционная печь
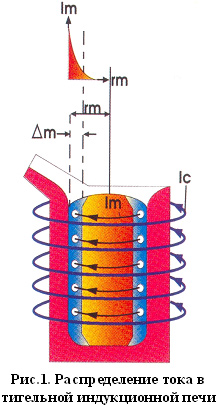
Величина затухания, определенная как «глубина проникновения» постоянна, что видно из формулы 1:
где: Δm - глубина проникновения тока в расплав;
rm - удельное сопротивление расплавленного металла;
m0mm - абсолютная и относительная проницаемости;
f - частота тока в обмотке.
Индукционные печи обычно проектируются так, чтобы выполнялось условие, описанное формулой 2:
В классической модели индукционной печи форма расплава цилиндрическая. Наибольшее количество тока протекает в слоях расплава, дальних от центра, в толщине, равной глубине проникновения.Сопротивление этих слоев может быть оценено по формуле 3:
Электрические потери, сконцентрированные в этом внешнем слое расплава, производят мощность для плавления
где: N - количество витков в обмотке;
Ic - ток в катушке;
Im - ток в плавильной ванне;
Rm - сопротивление расплава;
rm - радиус расплава;
hm - высота расплава.
Достигнув эффективной и быстрой плавки, промышленность потребовала большей мощности на единицу веса плавящегося материала или повышенной плотности мощности.
где: Gm=smpr2mh 10-3 - вес расплава в тоннах;
Pm - плотность мощности в киловаттах на тонну.
Высокая плотность мощности позволяет лучше использовать оборудование, минимизировать время, необходимое для выполнения плавки. Это, также, позволяет повысить эффективность, так как энергетические потери, расходуемые на тепловые проводимость и излучение, минимизируются, потому что расплавленной металл не содержится долго в печке. Этот метод скоростной плавки с высокой энергонасыщенностью и полным сливом печи стал известен как плавка с полным сливом. Более старая технология, называемая «болотной» плавкой, приводила к тому, что большие печи опустошались только частично, а потом досыпались твердой металлической шихтой. Метод плавки с полным сливом требует использования больших источников питания, работающих на повышенных частотах.
б) Источники питания промышленной частоты.
Простейший путь конструирования индукционной плавильной системы - это подать ток в катушку индуктора прямо из электрической сети (см. рис. 2). Большинство крупных индукционных печей вплоть до конца семидесятых годов работали на фиксированных частотах 50 или 60 Герц.
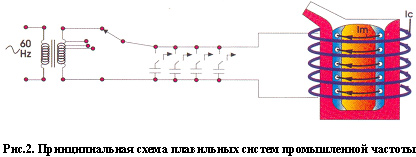
Батарея конденсаторов служит для компенсации низкого мощностного фактора (косинус фи) индукционной катушки. Мощностной фактор может быть скорректирован переключением конденсаторов, и, следовательно, изменением импеданса электрической нагрузки. Мощность регулируется переключением отводов трансформатора и конденсаторов, таким образом изменяя ток в катушке. Наибольшая мощность достигается тогда, когда резонансная частота цепи катушка-кондесатор равна частоте, питающей линии. Коммутация обычно приводит применению электромеханических контакторов и переключателей выводов трансформатора.
Источники питания промышленной частоты ограничивают формирование большой мощностной плотности несколькими путями. Так как частота фиксирована, то глубина проникновения относительно велика (порядка
в) Мощные полупроводниковые преобразователи.
Решение проблем ограничения использования источников питания промышленной частоты в больших плавильных установках стало возможным относительно недавно, с разработкой мощных тиристоров (SCR’s),способных переключать большие токи. С примением этих тиристоров стало возможным сконструировать инверторы с эквивалентной мощностью 10 000 kВт, работающих на выходных частотах в несколько сотен герц. Работа на средних частотах позволяет ограничить перемешивание до величин, требуемых металлургией, несмотря на возросшую плотность мощности и, таким образом, сокращает время плавки. Источники питания, работающие на более высоких частотах, используются в связке с меньшими печами, поддерживая оптимальным соотношение ------ и обеспечивая повышенными плотностями мощности, позволяя заменить, таким образом, типичную «слил и заправил»плавку, обычную для источников промышленной частоты, на плавку с полным сливом.
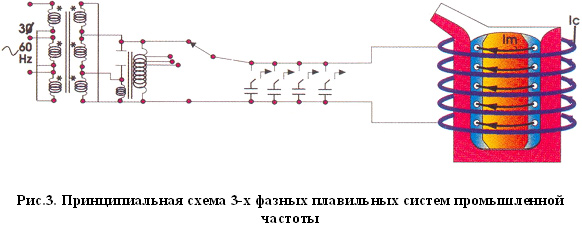
Мощный полупроводниковый стационарный преобразователь решает так же проблему фазовой балансировки. Входное напряжение 3-,6- или 12-фазной линии выпрямляется до того как преобразуется в однофазный среднечастотный электрический ток. Полноволновое выпрямление многофазного линейного напряжения порождает незначительные гармонические искажения в подводящих электрических линиях, устраняя необходимость в фильтрах на линии.
Мощный преобразователь состоит из трех главных частей (см. рис.4):
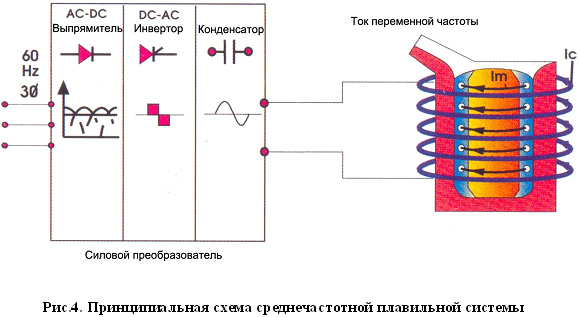
1. Выпрямитель переменного напряжения с фильтром постоянного тока;
2. Преобразователь постоянного тока в переменный средней частоты;
3.Батарея построечных конденсаторов.
Мощность, подведенная к печи, устанавливается автоматически изменением времени коммутации тиристора инвертора. Это время определяет рабочую частоту, фазу и ток в печи.
По существу, возможны два варианта реализации стационарных мощных полупроводниковых преобразователей:
-инвертор тока с параллельной батареей конденсаторов
-инвертор напряжения с последовательной батареей конденсаторов.
г) Инвертор тока.
В инверторе тока (рис.5), батарея конденсаторов, корректирующих коэффициент мощности, обычно подсоединяется к катушке печи параллельно. И батарея конденсаторов и катушка включены в диагональ полномостового инвертора. Такое соединение позволяет реактивной составляющей тока обмотки шунтировать тиристоры инвертора. Тем не менее, на инвертор действует полное напряжение печи.
Величина напряжения на инверторе может повышаться или понижаться в то время как на выпрямителе постоянное напряжение. Следовательно, секции выпрямителя и инвертора должны быть разделены реакторами. Реакторы соединяют инвертор по постоянному току. Они так же выполняют роль фильтра и накопителя энергии. Инвертор преобразует постоянный ток в ток квадратной формы, который подается на параллельный резонансный контур.
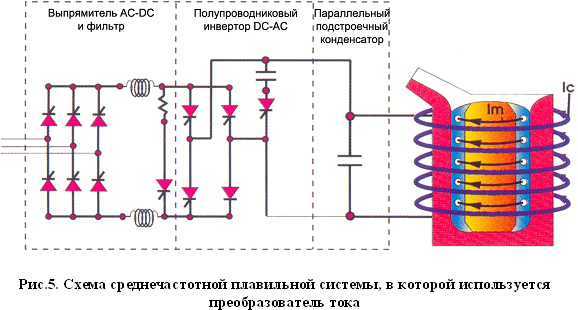
Мощность на печи в системах с инвертором тока управляется изменением постоянного напряжения вместе с установкой времени инвертора. Когда напряжение на инверторе падает ниже потенциала выпрямителя постоянного тока, выходная мощность не может управляться только изменением частоты коммутации инвертора. Дополнительное управление добавлением постоянного тока выносится на регулировку угла сдвига фаз тиристоров выпрямителя. Такая регулировка будет вносить помехи в подводящую линию, если не будут использованы фильтры. Главное достоинство параллельного резонансного инвертора состоит в том, что только часть тока обмотки протекает через тиристоры, таким образом, экономя количество полупроводниковых приборов. Инвертор управляет только частью тока обмотки. Это, однако, ограничивает управляемость инвертора. Использование сглаживающих постоянный ток реакторов в качестве временных накопителей энергии является причиной затруднений при пуске инвертора. Энергия в реакторах является кинетической (аналогична энергии маховика)-она появляется только при протекании постоянного тока через реакторы в инвертер. Для аккумулирования необходимой энергии в сглаживающих реакторах применена специальная стартовая цепь. Когда параллельный инвертор останавливается, энергия из этих реакторов расходуется через «закорачивающие» тиристоры инвертора.
Преимущество в понижении тока в тиристорах компенсируется высоким напряжением, действующим на эти тиристоры. Это часто требует последовательных «штабелей» тиристоров, которым в свою очередь нужны специальные делители динамического напряжения.
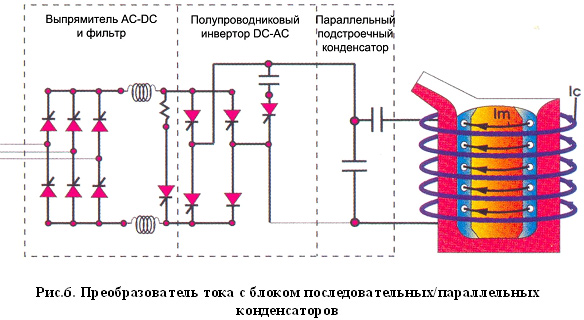
Фактически, небольшие инверторы тока, подключенные к стандартному низкому напряжению(480 В или550 В) не используют чисто параллельно-резонансную схему. Взамен применяют «последовательно-параллельное» соединение конденсаторов (рис. 6).
д) Последовательный силовой преобразователь напряжения.
С точки зрения электротехнической теории последовательный инвертор напряжения по схеме противоположен параллельному инвертору тока (рис. 7).
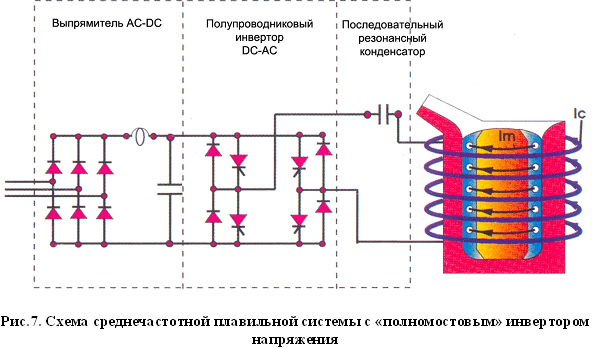
Сглаживающие постоянный ток в линии реакторы заменены на конденсаторы фильтра постоянного напряжения. Выходная цепь параллельного резонанса заменена на цепь последовательного резонанса. Напряжение на инверторе постоянно и равно выходному напряжению выпрямителя. Полный ток обмотки протекает через тиристоры инвертора и подстраивается батареей конденсаторов. Такая конфигурация обеспечивает отличную управляемость системы. Управляя временами коммутации тиристоров инвертора можно быстро (в течение одного периода колебаний) изменить величину энергии, циркулирующей в резонансном контуре.
Потенциальная электрическая энергия, запасенная в конденсаторе фильтра постоянного тока, может неограниченно долго храниться вне зависимости от состояния инвертора. В течение каждого периода реактивная мощность перетекает или из фильтра в печь через тиристоры, или из печи в фильтр через антипараллельные диоды.
Для обеспечения хорошей управляемости инверторной части не нужно управлять величиной постоянного напряжения. Так как в выпрямителе не используется фазовое управление, то в питающую сеть попадает минимум гармонических искажений. Фильтр для линии переменного тока не требуется.
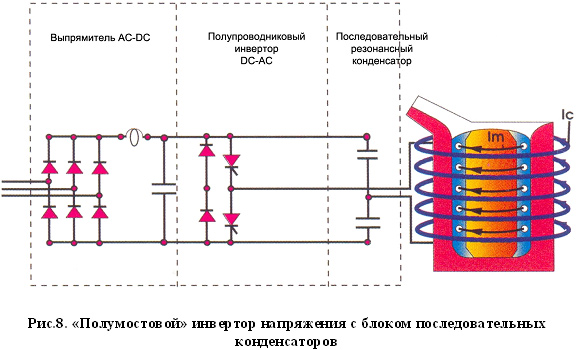
Последовательный инвертор напряжения может быть легко запущен. Конденсатор фильтра постоянного тока заряжается не вызывая необходимость запуска инвертора. Более того, как только инвертер остановится, энергия запасается в конденсаторе фильтра и готова для немедленного использования. Практическое применение последовательно-резонансных конверторов даже больше упрощается при использовании схемы «полумостового» инвертора (рис. 8).
е) Источники питания с двойными выходами.
За последний год новый подход, продолжающий повышение производительности литейных заводов, получил новый толчок. Две печи подсоединяются к одному источнику питания. Электрическая энергия перемещается от одной печи к другой: в одной печи высокая мощность плавки, в то время как во второй печи металл выдерживается для металлургических процессов (рис. 9). В такой установке использование энергетического и плавильного оборудования приближается к ста процентам.
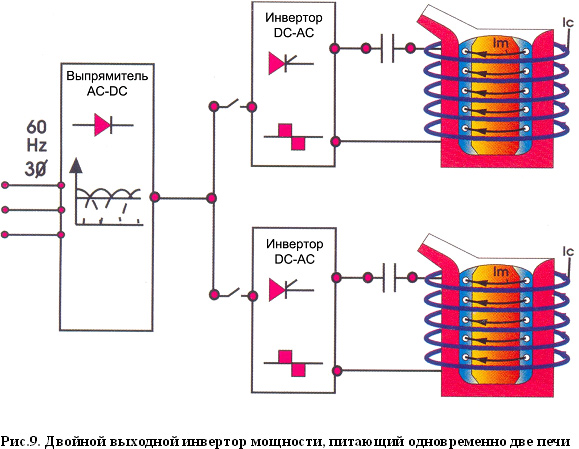
Инверторы напряжения последовательного резонанса хорошо подходят для выполнения этой двойной роли плавка/выдержка. Причина этого заключается в том, что постоянное напряжение на инверторной секции не изменяется и не влияет на уровень выходной мощности. Это позволяет использовать один выпрямитель переменного тока с конденсатором фильтра для двух инверторов с конденсаторами для переменного тока. Понижение выходной мощности осуществлено фазовым управлением входным напряжением. Мощностной фактор (косинус фи) зависит величин переменной и постоянной составляющих тока в сглаживающих реакторах и сильно влияет на уровень выходной мощности. Применение инверторов тока для операции плавка/выдержка гораздо труднее. Это потребует использование двух отдельных источников питания, фактически дублирования оборудования, или последовательно соединить выходы блоков инверторов. Первое решение требует повышенных капитальных вложений (два источника питания)и дорого при использовании, потому что эта схема потребляет много kVA в режиме выдержки.
Вторая схема ограничивает регулировку, т.к. общий выходной ток используется для обоих высокомощных или маломощных плавок. Кроме того, вторая схема требует множество сложных регулировок.
ж) Сравнительные характеристики схем параллельного и последовательного инверторов.
Плавка при большой мощности с быстрым расплавом распространилась при помощи среднечастотных инверторов. Плотность мощности в таких плавильных системах превышает 1000кВт/тн, что позволяет тратить на плавку около 30 минут. Источники питания с двойным выходом продолжают улучшать использование оборудования, позволяя поддерживать постоянным потребление электроэнергии. Например, плавильная установка, состоящая из одного источника питания 5000kW ,400Hz с двумя выходами и двух печей по
Оба варианта исполнения инвертора мощности (инвертор тока и инвертор напряжения)используются в сталеплавильной промышленности. Однако, последовательному инвертору напряжения присуща лучшая управляемость, меньший уровень гармоник, наводимых в питающую сеть и лучшие характеристики старт/стоп. Таким образом, неизменное низкое постоянное напряжение на инверторе с тиристорным мостом делает систему надежнее и позволяет ее экономичную реализацию в системе с двойным выходом.
Таблица 1.
|
ОСОБЕННОСТИ |
ИНВЕРТОР ТОКА |
ИНВЕРТОР НАПРЯЖЕНИЯ | |
|
1 |
Контролируемость |
Слабая |
Превосходная |
|
2 |
Ток инвертора |
Низкое |
Высокое |
|
3 |
Напряжение инвертора |
Высокое |
Низкое |
|
4 |
Накопление постоянного тока |
Динамическое |
Статическое |
|
5 |
Сетевой фильтр |
Фильтрация фазы |
Полная фильтрация |
|
6 |
Сетевые искажения |
Высокие |
Низкие |
|
7 |
Мощностной фактор при малой мощности |
Низкий |
Высокий |
ООО “Индуктотерм” , дочерняя компаниея транснациональной корпорации Inductotherm Group:
109428 г. Москва, Рязанский проспект, д. 8а,стр. 14, офис 305-306Тел.: +7 (495) 730-48-26 Факс: +7 (495) 739-35-14
e-mail: info@inductotherm.ru