

Без “трубы” — нам “труба”, без “задвижки” – всем “крышка”, а без отливки — ни вентиль, ни задвижка.
Шутка
10…15 апреля
ТПА весьма разнообразны и по техническим параметрам:
• диаметр проходного сечения — от миллиметров до метров;
• высота — от сантиметров до метров (известна 6 м-ТПА);
• масса от граммов до тонн (известна 35 т-ТПА);
• температуры — от криогенных до сотен градусов;
• стоимость — от рублей до млн. долларов (евро).
Разнообразие ТПА сложилось исторически. Их высота и масса впечатляют, такого множества вариантов технических решений, пожалуй, больше нет нигде, что провоцирует поиск принципиально новых решений по дизайну и толщине стенок отливок арматуры и конечно новым способам их изготовления, таким как, например, вакуум-пленочная формовка и Амин-процесс для производства стержней.
Анализ мирового состояния ТПА показывает следующее:
• исполнение и технологии ТПА интернациональны, и они легко заменяемы;
• в ТПА почти не применяют высокие технологии, поэтому ее легко освоить;
• стоимость ТПА пропорциональна массе, что вдохновляет новых продавцов;
• потребность в ТПА огромна, и спрос на нее ежегодно растет быстрее, чем ВВП.
Участники заседания рекомендовали всем ведущим арматурным предприятиям настроиться на коренное обновление ТПА, целями которого должны быть: создание техники мирового уровня путем модернизации существующей ТПА на основе надежных проверенных решений с использованием новых нетрадиционных технологий, доведение всех национальных ведущих арматурных предприятий до мирового уровня. Модернизировать проточную часть запорной и регулирующей арматуры с обеспечением приемлемого гидросопротивления и заметным снижением массы, высоты, стоимости ТПА. Не решена и проблема шероховатости внутренних поверхностей отливок.
Без качественных отливок корпусов арматуры и шаров нет шанса выйти на западные рынки. Кроме того, еще есть как минимум две причины срочно повышать качество литейной продукции и для внутреннего рынка — вхождение в ВТО и конкуренция на внутреннем рынке. Уже сегодня рост импорта арматуры достиг пугающих объемов, и часто новый “игрок” на рынке арматурных отливок может оказаться самым успешным, если он располагает современным формовочным и стержневым оборудованием. А если учитывать глобализацию рынков, требования новых инвесторов и собственников к применению самой качественной промышленной арматуры для минимизации будущих простоев трубопроводов и устранения аварий, то задержка в модернизации литейного производства отливок арматуры неизбежно приведет к потере перспективных клиентов. Это произойдет очень быстро за счет замены на более качественные отливки от надежных и эффективных литейных заводов.
Требования к арматуре в Европе всегда регулировались директивами ЕС. Для облегчения экспертизы продукции на безопасность была введена Европейская маркировка безопасности (CE-mark). Наиболее жесткими являются директивы PED и Mashinery Directive. Например, директива PED требует оценки соответствия всего оборудования, работающего под давлением, включая не только арматуру, но и фланцы, фитинги, присоединительные элементы трубопроводов и вспомогательные части. Эта директива дает полномочия третьим сторонним организациям и потребителям инспектировать все объекты, где используется арматура — не только основное оборудование, но и вспомогательное.
Арматура должна иметь официальное разрешение на продажу в странах ЕС и маркировку — значок, который подтверждает, что данная продукция отвечает требованиям всех европейских директив. Этот значок, который заменяет гарантию соблюдения 10 различных требований безопасности, работающих до введения EC-mark, по сути — сертификат, без чего просто категорически невозможна свободная реализация арматурной продукции. С
Рынок отливок трубопроводной арматуры необходимо изучать на базе современных маркетинговых исследований, включая и прогноз на ближайшие 5 лет.
Результаты исследований должны включать основные данные по внутреннему рынку арматуры по всем важнейшим секторам экономики (номенклатуры всех изготовителей арматуры), а также анализ деятельности зарубежных покупателей и конкурентов. Потенциально интересны, например, такие отрасли, как добыча и транспортировка нефти и газа, водоснабжение, химическая промышленность, строительство, энергетика, пищевая промышленность, газоснабжение и др.
Потенциально большой объем рынка арматуры для поставщиков отливок можно проиллюстрировать гаммой следующих изделий — задвижки, конусные и шаровые краны, запорные клапаны, регуляторы давления, дисковые поворотные затворы, обратные клапаны, арматура теплоснабжения, мембранная арматура, пневматическое и гидравлическое оборудование, элементы автоматического управления техпроцессами, предохранительная арматура.
Многие годы в качестве запорно-регулирующей арматуры использовали вентили и задвижки из обычного СЧ и часто самого низкого качества. Сегодня в Европе производят отливки только из ЧШГ и стали. Даже в странах СНГ на смену традиционным задвижкам все чаще приходят шаровые краны. Всем специалистам знакомы проблемы запорной арматуры на традиционных задвижках из-за трудоемкости экстренного перекрытия трубопровода в аварийной ситуации, огромной массы, низкой герметичности и т.д. Шаровые краны с различными типами присоединений к трубопроводам все чаще используют в системах современного водоснабжения, отопления, газоснабжения, на отдельных узлах теплоэнергетических и промышленных объектов. Стальные шаровые краны с фланцами под резьбовые соединения или под сварку, которые все активней применяют в последние годы, вытесняют традиционные задвижки, а учитывая их качество в эксплуатации, замещение будет активизироваться. Однако редкий литейный завод может предложить шаровые отливки, тем более для крупной шаровой арматуры.
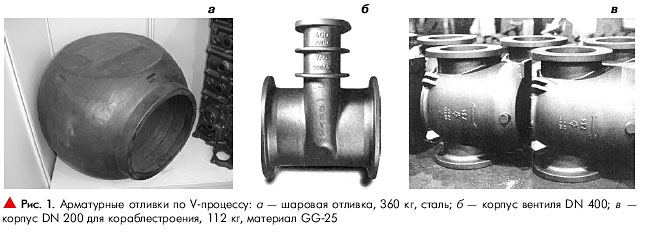
Ограничения нормативных актов на применение арматуры из чугуна, например, на объектах теплоэнергетики, требует использования стальной арматуры. Основные части стальных шаровых кранов: корпус, запирающий шар, шпиндель, уплотнения. Полированный шар изготовляют из высококачественной коррозионно-стойкой стали. В связи с постоянно растущим спросом и надежностью шаровых кранов рост импорта неизбежен, как впрочем и рост их внутреннего производства. Наиболее качественные отливки корпусов арматуры и шаров в мире получают на линиях вакуум-пленочной формовки с использованием стержней по холодным ящикам (Cold box амин-процесс). Следует отметить и то, что экологически чистый V-процесс также гарантирует снижение стоимости отливок.
Многообразие промышленных трубопроводных устройств иллюстрирует сам перечень этой арматуры: запорная, регулирующая, распределительно-смесительная, предохранительная, обратная, фазо-разделительная, проходная, угловая, фланцевая, муфтовая, цапковая, штуцерная, под приварку, сальниковая, сильфонная, мембранная; задвижки: клиновая, параллельная, с выдвижным и с невыдвижным шпинделем; клапаны: запорный, регулирующий, односедельный и двухседельный регулирующий, смесительный, распределительный, предохранительный, обратный, невозвратно-запорный, невозвратно-управляемый; а также задвижка, клапан, кран, затвор, регулятор, конденсатоотводчик (поплавковый, термостатический, термодинамический); краны: распределительный, цилиндрический, конусный, шаровой; обратный и дисковый затворы и т.д.
Ликвидность промышленной арматуры, а соответственно, и арматурных отливок можно подтвердить не только необходимостью ее строгой плановой замены, но и прорывом в строительстве новых крупных объектов. Так, стоимость первой очереди ВСТО (нефтепровода “Восточная Сибирь — Тихий океан — Первый пусковой комплекс”) — $ 6,5 млрд, и В.В.Путин подтвердил начало строительства первого этапа летом
Эффективность инвестиций в арматуростроение СНГ доказывают и западные фирмы. По предварительным данным, австрийская компания Klinger вложила ~ 2 млн в создание в Петербурге сборочного производства запорной арматуры на 15 тыс ед. шаровых кранов различных диаметров для предприятий теплоэнергетики, водоснабжения, нефтехимической отрасли. Предположительно, новое производство будет расположено в Невском районе на арендованных площадях.
Есть примеры уже созданных современных технологий литья для арматурных заводов в
В связи с пуском линии вакуум-пленочной формовки фирмы HWS на Чебоксарском заводе промышленного литья появились мощности для производства отливок задвижек Ду 150 (и выше) из стали и чугуна по чертежам заказчика. Отливки, полученные по этой технологии, отличаются высокими качеством поверхности и плотностью металла, отсутствием пористости, раковин, что делает их оптимальными для арматурных деталей (www.promlit.com).
Уровень технологического производства арматурных отливок V-процессом представлена на рис. 1. Фирма HWS также поставила линии вакуум-пленочной формовки для арматурных отливок на Благове¬щенский арматурный завод (опока 1500x1500 мм), Сумской центролит (3500x2500 мм) и ряд других. А на заводах Европы, США, Японии уже в течение многих лет прекрасно работают десятки современных формовочных линий по вакуум-процесу для специализированного производства арматурных отливок.
Преимущества вакуум-пленочной формовки для арматуры:
• заполняемость формы металлом при заливке выше на 30%, чем при сырой формовке или по ХТС (доказано на пробах по жидкотекучести); форма обеспечивает минимальную температуру заливки металла за счет высокой заполняемости;
• самая низкая себестоимость отливок, на 25… 30% дешевле отливок в песчаной форме, и в “разы” дешевле аналогичных отливок по ХТС (фуран или Альфа-сет);
• превосходное качество поверхности отливок без доводок (возможно достичь шероховатость ~ 100 мкм для стали, для других отливок — RZ-70 и даже чище);
• нет традиционной системы смесеприготовления и регенерации отходов, экологичность;
• особо точные геометрические размеры, плоскостность и ребра отливок, минимальные допуски на механообработку отливок;
• возможность изготовления тонкостенных стальных отливок;
• точное воспроизведение форм и маркировок;
• обеспечение формовочного уклона до 0 град. или отрицательных уклонов с помощью отъемных частей модели;
• долгий срок службы моделей, изготовленных обычно из пластмассы или дерева, их низкий износ, нет контакта песка с моделью (только с пленкой);
• минимальный расход заливаемых материалов, меньше прибыли и т.д.;
• отсутствие условий для образования “горячих трещин”;
• возможность выбивки отливок при высоких температурах, при выемке отливок из форм даже нет вибрации;
• меньше затрат на термообработку;
• нет необходимости в специальном обучении персонала.
Отливки арматуры до DN250…DN300 в условиях массового производства целесообразней изготовлять на линиях песчаной формовки по технологии Сейатцу — воздушный поток плюс последующее прессование, так как для мелких отливок возможна более высокая производительность таких линий. В России линии по этой технологии для производства отливок корпусов арматуры фирмы HWS будут работать на заводах: Муромском арматурном и Пензатяжпромарматура. Видим, что процессы активной модернизации литейного производства арматуры из стран Вост. Европы перемещаются в страны СНГ. Поэтому особый интерес представляет опыт модернизации, например, заводов Чехии.
Модернизация завода Severoceska Armaturka,CR-403 17 Chabarovice,
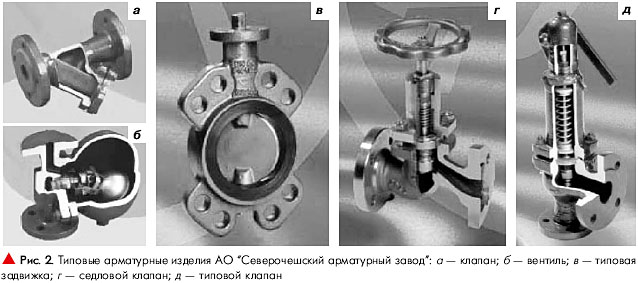
Компании АО “Северочешский арматурный завод” занимается, в частности, производством и продажей промышленной арматуры и сопутствующих деталей, учитывая все преимущества тех и других, собственные многолетние традиции и большой опыт.
 Программа производства и продаж это:
Программа производства и продаж это:
• клапаны:
- запорные и обратные;
- регулирующие и перепускные;
- пружинные предохранительные;
- топливные контрольно-распределительные;
• мотыльковые заслонки;
• различные специальные вентили;
• станции регулировки давления газа, теплооб-менные и смесительные станции;
• отливки из СЧ и ЧШГ;
• стальные отливки.
Компания с
АО “Северочешский арматурный завод” было основано в
Опыт поэтапной модернизации литейного производства завода Foundeik
Чешская фирма Foundeik входит в промышленную группу MCC (север Испании). Компания Foun-deik имеет богатый опыт изготовления отливок промышленной арматуры (вентилей, задвижек, клапанов), корпусных и других тонкостенных отливок с качественно обработанной поверхностью, а также ноу-хау в области производства корпусов электроплит нагревания рис. 3. С начала
Плавильное отделение оснащено среднечастотной сдвоенной печью на 2 и 4 т, а также электропечью на 2 т.
Формовочный участок был ранее оснащен встряхивающе-прессовыми машинами. Размеры опок: 500х360х(80…160); 670x430x100 и 500х600х x110(max) мм. Для их изготовления использовали бентонитные смеси, которые получали в бегунах.
 В
В
Модельный цех. Модели для производства отливок производят из металла, дерева и смолы.
Обрабатывающий центр. Изготовленные отливки можно поставлять уже полностью обработанными, например, на автоматическом обрабатывающем оборудовании со станками с ЧПУ и копировально-токарными станками.
Поставка. Отливки поставляют на металлических или деревянных ЕВРО-паллетах в готовом виде, после пескоструйной обработки или (по согласованию с клиентом) покрытые слоем водорастворимой грунтовочной краски. Гарантируется перевозка как внутри страны, так и за ее пределы.
Модернизация завода Viadrus
Завод Viadrus фирмы ZDB в г. Bohumin (Чехия) — традиционный изготовитель отливок для отопительных систем, в том числе котлов до 500 кВт, радиаторов и отливок для индивидуальных систем отопления.
Для повышения конкурентоспособности фирма ZDB в
О начале модернизация литейного производства в СНГ
Предприятия стран СНГ тоже начали этап активной модернизацию литейного производства арматурных отливок по способам и техническим решениям, аналогичным с представленными технологиями предприятий Чехии.
Так, для производства арматурных отливок в России по технологии Сейатсу фирмы HWS запущена линия на Муромском арматурном заводе, опока 1150x950 мм и осуществляется поставка на завод ООО “Машсталь” (г.Пенза), опока 1000x800 мм.
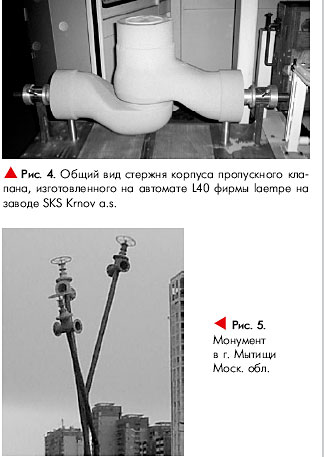
При производстве стержней для арматурных отливок современные литейные заводы — Сумской Центролит, Курганмаш-завод, Промлит, Муромский арматурный завод и другие используют также стержневые автоматы фирмы Laempe по технологии Cold box, Амин-процесс, аналогично оборудованию и технологиям, выбранным литейными заводами Чехии.
Например, SKS Krnov a.s. — чугунолитейный завод в Чехии, который производит арматурные отливки из чугуна марок СЧ18…30, ВЧ40…60, максимальной массой 2 т. В
Важность появления водопровода, канализации, а затем нефте- и газопроводов сложно переоценить для развития цивилизации, что отражено даже в монументах (рис. 5). Сегодня изготовление отливок арматуры высшего качества — достойная и благородная цель для любого литейного производства страны, к тому же спрос на них существенно превышает предложение.
Интересен факт, что в Китае — несколько тысяч арматурных организаций и заводов, поэтому экспорт в Китай арматуры из России скачкообразно падает, а значит, рост китайского импорта по низким ценам и высококачественного импорта из Европы создадут эффект “ножниц” для наших заводов, которые не успевают модернизировать литейное производство арматуры в 2006…2007 гг.
Время до окончания эффекта модернизации и сохранения производства качественных отливок ТПА в странах СНГ катастрофически убывает. Нужен созидательный рывок по обновлению формовочного и стержневого оборудования на всех литейных производствах с учетом того, что последние активные действия по модернизации производств относятся к середине прошлого века, и ни у кого нет иллюзий при оценке устаревшего 30 лет назад оборудования.