

Состояние автомобильной промышленности в
Иная картина — в странах ЕС. Здесь по-прежнему рынок за концернами Германии и Франции, но “японцы”, особенно Toyota, Mazda и Honda, продают все с большим успехом и вытесняют в основном производителей легковых машин компактного и среднего класса, как VW, Renault, Opel (GM), Ford (Германия). В отличие от американских клиентов, которые предпочитают тяжелые машины с большим объемом двигателя, европейцы выбирают компактные машины низкой стоимости и с экономичными двигателями, которые можно быстро и удобно припарковать и которые отвечают повышенным экологическим требованиям. Все “японцы” вместе уже занимают 25…30% рынка Зап. Европы. Это отличный результат, имея в виду, что большой рынок Германии мало уступает американскому по продажам легковых машин.
В России доминирует “АвтоВАЗ”, но общая доля “иномарок” российской сборки постоянно растет, и по прогнозам специалистам, к
Динамично и с нарастающей тенденцией сбыта развиваются рынки Китая и Индии, причем, независимо от жесткой конкуренции, ведущие автомобильные концерны уже давно сотрудничают между собой. Например, как для Toyota, так и для Peugeot-Citroen на одном заводе в Чехии для европейского рынка выпускают микролитражные автомобили. Общие монтажно-сборочные платформы планируют запустить Nissan (44% акции которой принадлежат Renault), Suzuki (25% акции которой до марта
Примеры сотрудничества немецкой фирмы Laempe с Mazda Motor Co. Концепция быстрого развития, позволяющая Mazda быть на уровне и даже несколько впереди ожиданий и требований рынка, имеет решающее значение в опережающем технологическом обеспечении своих производств, в том числе литейного.
Проекты 1998…2001 гг.
В
Проект реализован в три этапа, начиная с
• пескострельный автомат LFB50H/2;
• смеситель периодического действия типа LM4.2;
• газогенератор типа LG1.5.
Пескострельный автомат LFB50H/2 — новое поколение стержневых машин с широкими техническими возможностями. Машина выполнена конструктивно для применения в условиях постоянной 24 ч-суточной нагрузки и служит для изготовления сложнейших стержней для автомобильной промышленности.
Основные конструктивные особенности и технические характеристики автомата:
• конструктивное исполнение — с двумя пескострельными головками, каждая объемом
• в каждом пескострельном резервуаре контакт между смесью и металлической поверхностью предотвращается вставкой пластмассовой трубки;
• ультракороткий машинный цикл.
Пескострельный автомат спроектирован с большим световым пространством между колонами, что делает возможным заменить оснастку не только спереди, но и сзади или сбоку, в зависимости от условий клиента. Продувная каретка выполнена с интегрированной верхней толкательной плитой, чем время производственного цикла уменьшается на 5…6 с.
Крепление пескострельной и верхней толкательной плиты — вакуумом (патент Laempe) с дополнительной фиксацией гидроцилиндрами. Винтовые соединения отсутствуют, что дает возможность быстро заменять комплект модельной оснастки в автоматическом режиме.
Смеситель LM4.2 выполнен с системой самоочистки внутреннего пространства трубки перемешивания компонентов. Суммарная доля связующего/отвердителя в смеси 0,6…1,0%.
Во время этапа I исследовали реальные производственные возможности автомата LFB50H/2 в условиях максимальной нагрузки, применяя пять многогнездных ящиков для изготовления всех стержней, необходимых для производства методом Cosworth блоков двигателя. Пакет собирается из 13 стержней.
Ниже показано распределение стержней по ящикам 1…5.
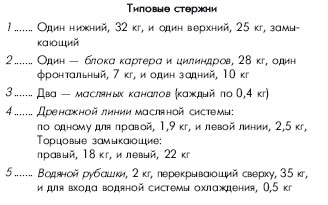 Время производственного цикла, в зависимости от массы стержней, 40…52 с.
Время производственного цикла, в зависимости от массы стержней, 40…52 с.
При отработке технологии клиент принял решение заменить горизонтальную оснастку для стержня блока картера и цилиндров ящиком с вертикальным разъемом, что существенно облегчает автоматическую простановку втулок перед заполнением ящика и гарантирует качество стержней.
Кроме этого приняли решение получать по два стержня масляных каналов за цикл на автомате типа LFB25H с объемом головки
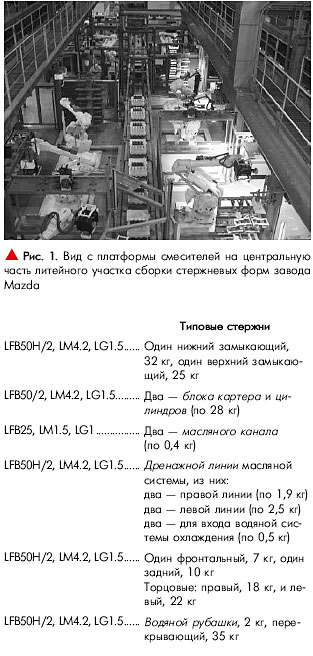 На этапе II проекта были поставлены шесть производственных центров (ПЦ) для получения стержней с распределением указанным в таблице справа, под рис.1
На этапе II проекта были поставлены шесть производственных центров (ПЦ) для получения стержней с распределением указанным в таблице справа, под рис.1
Каждый ПЦ оснащен роботами для съема, зачистки заусенцев и размещения стержней на сборочный конвейер. Стержни масляного канала и дренажной линии масляной системы после съема и зачистки заусенцев подвергаются вакуумной обработке для устранения летучих фракций связующего, а затем обрабатываются противопригарным порошком.
Локальными роботами предварительно склеивают:
• стержень левой дренажной линии масляной системы и стержень входа водяной системы — к левому торцовому стержню;
• водяную рубашку — к перекрывающему стержню.
В объем поставки входили 10 роботов АВВ и периферийные устройства. Гарантированная производительность производственного участка на этапе II реализации проекта — 70 стержневых пакетов/ч.
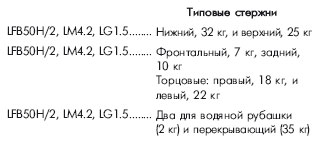
На этапе III проекта Laempe поставила дополнительно два новых стержневых пескострельных центра и интегрировала ПЦ, установленный во время этапа I проекта в уже существующий производственный конвейер.
Новые ПЦ применяли для производства следующих стержней:
Каждый из дополнительно поставленных автоматов обслуживается роботами, выполняющими те же функции, как для этапа II. Пескострельные автоматы размещены в двух линиях. Каждая обслуживается манипулятором для автоматической замены оснастки и транспортирования “грязных” комплектов оснастки на участок интенсивной очистки комплекта от смеси. Сообразно с требованиями японского клиента, робот производит зачистку водяной струей. Каждый комплект оснастки подвергается обязательной очистке каждые 2 ч. Производительность линии по окончании этапа III — 90 пакетов/ч.
Проекты 2003…2004 гг.
После официального представления разработанного и запатентованного фирмой Laempe процесса BeachBox на базе неорганического связующего LaempeKuhsBinder, концерн Mazda Motors Co. подписал второй крупный контракт с фирмой Laempe на поставку современного роботизированного комплекса стержневого оборудования в составе двух производственных линий для производства отливок в стержневых пакетах типа головок цилиндров рядных двигателей литьем под низким давлением.
Комплекс оборудования состоял из 14 автономных ПЦ на базе стержневых автоматов LBB25H в комплекте со смесителями и периферийным оборудованием по двум процессам (амин-процесс и BeachBox).
До февраля
Производительность каждой из двух линий для головки цилиндров по процессу Cold Box — 45 пакетов/ч. Технология изготовления стержней по процессу BeachBox отрабатывается параллельно с основным производством. Поставленный ранее на заводе Mazda Motors Co комплекс оборудования для получения блоков 4-цилиндровых рядных двигателей по методу Cold Box (амин-процесс) фирмой Laempe был дополнен в
Проекты 2005—2007 гг.

В середине
Оборудование применяют для изготовления компонентов стержневых пакетов для головки цилиндров и блоков двигателей, следующим образом:
• первый ряд автоматов с четырьмя парами машин типа LFB25H;
• второй ряд из семи автоматов типа LFB25H;
• третий ряд из пяти автоматов типа LFB50/2.
Стержневые пакеты для головки цилиндров собирают на двух линиях, а пакеты для блока — на третьем конвейере. Поставка первой партии из восьми машин типа LFB25H будет осуществлена до осени