

Одно из важнейших направлений продвижения продаж отливок — соответствие производства мировым нормам. Поэтому целесообразно изучить и систематизировать опыт ведущих литейных предприятий развитых стран до того, как основные объемы литейного производства переместятся в страны с развивающейся экономикой.
Например, сегодня достаточно сложно найти в Европе заводы, производящие стальные отливки, из-за изменения структуры себестоимости на различных территориях, поэтому любое из еще действующих в развитых странах производств требует основательного, если не копирования прогрессивного опыта, то его подробного изучения.
Первый вывод очевиден — перспективно производство наиболее ликвидных отливок желательно различного назначения для тех отраслей, которые находятся на подъеме (арматуростроение, тракторостроение, железнодорожный транспорт, стройиндустрия, горнодобывающая промышленность и др.).
Нельзя ориентироваться на производство отливок только для головного предприятия, необходимо организовать его по принципам “Центролита”, хотя эта идея и не нашла достойной реализации во времена планово-распределительного производства, так как этот принцип эффективен только в условиях рыночной экономики.
Известно, что в экономически развитых странах до 80% отливок, в основном чугунных, потребляет машино- и автомобилестроение, но для достижения этого уровня нашему автопрому нужно в несколько раз увеличить производство самих автомобилей.
Характерный пример — Г. Форд еще в 1924 г. выпустил 1 млн автомобилей за 132 рабочих дня, на что потребовалось ~1/3 всех произведенных в США отливок. Сегодня производство на АвтоВАЗе все еще не преодолело уровень в 1 млн автомобилей в год.
Следует отметить, что стальные отливки в странах СНГ имеют гораздо большую долю в общем объеме литейного производства, по сравнению, например, с Японией или Европой. И это второй результат анализа уже нашего внутреннего рынка отливок — перспективно наращивание мощностей производства как отливок из высокопрочного чугуна, так одновременно и стальных. Тем более, что это совпадает с перемещением сталелитейного производства из Зап. Европы в страны Вост. Европы, в том числе и в Россию.
Наилучшей иллюстраций к описанию современного литейного производства является опыт конкретных заводов, например промышленной группы AFE. AFE Group специализируется на изготовлении как отдельных литых компонентов, так и узлов в сборе, которые индивидуально разрабатываются для различных клиентов, в основном, машиностроительных предприятий. AFE Group имеет 2500 сотрудников на 16 предприятиях по всему миру, годовой оборот достигает ˆ260 млн. евро.
Сильную сторону промышленной группы составляют ее всемирно признанная технологическая экспертиза, способность быстро и профессионально реагировать на пожелания клиентов, а также безупречно функционирующая сеть проектных и производственных центров с качественным сервисом в глобальном и индивидуальном масштабах.
С 1993 г. AFE Group последовательно проводит политику глобального управления качеством, так называемый Total Quality Management, основанный на постоянном стремлении к модернизации и оптимизации в интересах клиентов и на специфике ведения проектов в каждой точке мира. AFE Group соединяет гибкость малых предприятий со стабильностью и большими возможностями в сфере исследований.
Благодаря технологическим достижениям в области стального литья, а также благодаря качеству сервиса сегодня AFE Group — один из лидеров на европейском и мировом рынках по основным направлениям своей деятельности.
Специализация концерна AFE Métal — это продукция для заводов-изготовителей тяжелого машиностроения (горнодобывающая, железнодорожная техника, грузовики, тягачи, сельхозмашины и т.д.), машины для транспортировки жидких энергоносителей и строительной техники. Стальные компоненты производятся по чертежам заказчиков.
Грузовики.
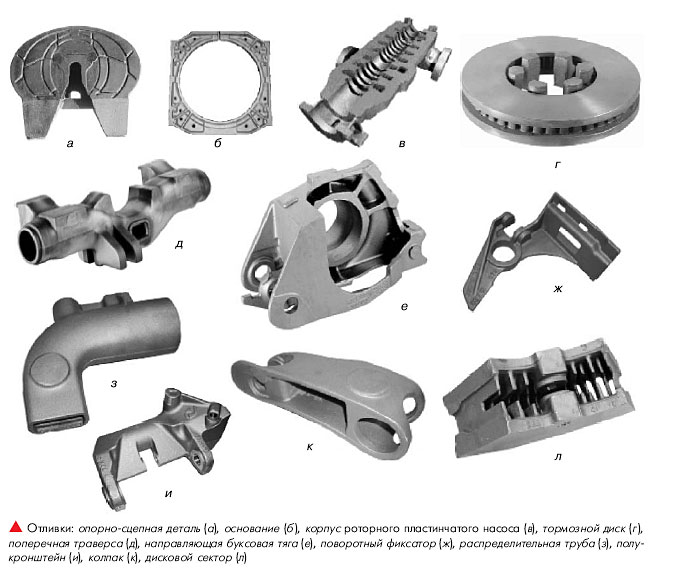
Концерн AFE Métal предлагает конструкторские и производственные мощности для изготовления стальных отливок и оптимальные решения по техническому заданию клиента. Наиболее ярко фирма представлена производством деталей трансмиссии и соединений, модулей сцепления, поворотных кругов для седельных полуприцепов, основания для сцепных шарикоподшипников, компонентов шасси (рисунок).
Транспортные системы жидких энергоносителей.
В этом производстве концерн работает с известнейшими изготовителями вентильной и насосной техники, в частности с предприятиями нефтеперерабатывающей, химической, нефтехимической промышленности и т.д., электростанциями.
Железнодорожный транспорт.
AFE Métal — партнер производителей железнодорожного оборудования. Это скоростные поезда, локомотивы, вагоны метро, трамваи, товарные вагоны, участки железной дороги и сигнализации.
Концерн организован так, что он может поставлять детали по всему миру как необработанные, так и механообработанные, покрытые лаком, готовые к сборке, смонтированные в узел.
Изготовленные на заказ компоненты из ЧШГ для производителей и заводов — субпоставщиков автомобилей, грузовиков, подъемно-транспортных устройств и сельхозмашин.
В последнее время на заводе во Франции проведено ознакомление с последующим анализом реального состояния литейного производства и опыта изготовления стальных отливок в песчаных формах, который может представлять интерес для широкой группы литейщиков из реального сектора экономики стран СНГ. На заводе в 1989 г. была запущена АФЛ фирмы HWS-Sinto с размером опок 650x500x250/250 мм, с тактовым циклом 120 комплектных форм в час. Фактическая производительность, включая организационные простои, — 110 форм/ч. Линия работает в три смены, включая субботу и воскресенье (одна смена в неделю на профилактический ремонт).
Годовой объем производства ~37 тыс. т отливок из марганцовистой (0,17% C, 0,8% Mn или 1,3% Mn + V) и коррозионно-стойкой сталей.
Заказчики — автомобильная промышленность, тракторное производство, машиностроение, арматуростроение, железная дорога.
Серийность заказов — 20…60 форм. Серию компонуют для 1,5 т жидкого металла. Модели (> 2000) — из пластика или дерева на пластмассовых плитах. Соотношение металла к форме, как пример, 74 кг (max) металла на 195 кг смеси, соответственно, 1/2,5. Для проверки каждую 100-ю форму предварительно посыпают тальком и открывают для контроля стержневых знаков и т.д. Заливка форм — в зависимости от времени после формовки. Формы, которые стояли до 2 ч после их формовки открытыми на участке простановки стержней, еще заливают. Собранные формы заливают с возможностью задержки до 5 ч после их изготовления. Заливка — из стопорных 1,5 т-ковшей. На участках заливки и охлаждения находится ~200 форм (шесть участков по 32 формы). Для отливок (с толщиной стенки ~40 мм) < 30, 30…40, 40…50, 50…60, 60 и 75 кг время охлаждения после заливки (min) составляет 17, 30, 45, 60, 90 и 120 мин, соответственно.
Ремонт и обслуживание АФЛ состоит, в основном, из регулярной проверки роликов рольганга для форм и уплотнений гидроцилиндров. Один раз в год предупредительно заменяют гибкие гидравлические шланги. В 2005 г., после более чем 15 лет работы линий в трехсменном режиме, их простои по техническим причинам составили ~3%, то есть реальная техническая работоспособность линии — 97%.
Суммарный неисправимый брак — 2,95%, включая “внешний” брак (0,7%), в том числе: по газовой пористости 0,7%, холодным заливкам 0,6%. На 1 т годного трудоемкость ремонта отливок составляет (заварка и т.д.) 2,7 ч, при этом нужно учитывать, что в номенклатуре много средних и мелких отливок.
Свойства формовочной смеси (SiO2 AFS 55, 8,7…9,0% бентонита, 2,7…3,0% воды): уплотняемость — 50…60% (летом до 45%); газопроницаемость — 115…150 (цель 130). В год вывозят до 400 т песка в отвал, включая комья стержней.
На литейном заводе AFE во Франции имеются участки:
- смесеприготовления: 1000 л-смеситель фирмы Eirich, Германия;
- стержневой: изготовление стержней Cold-Box на стержневых машинах Laempe, Германия;
- плавильный: семь индукционных 1500 кг-печей, 30 видов стальных сплавов, контроль состава сплава при помощи спектрометра и др. Одновременно работают 3 или 4 печи, остальные — на ремонте футеровки. Футеровка кислая на базе SiO2. После 30 плавок проводится ремонт набивки, после 200 — замена футеровки на новую;
- формовочный: АФЛ HWS-Sinto, 120 форм/ч, опока 650x500x250/250 мм, автоматическая заливка с индикацией на портальном кране SERT со стопорным 1500 кг-ковшом;
- очистки и механообработки: монтажный стол, правильный пресс, устройства для электросварки и резки, шлифования, абразивной резки;
- термообработки: одна 12- и одна 1 т-печи, водная закалка и отпуск (max 1050°C) и др.
Инновации в области сырья и материалов, продукции и технологии.
Все отдельные производства разрабатывают рассчитанную на много лет инновационную программу, цель которой — улучшить основные сырье и материалы, продукцию и технологии. Наряду с инновациями в большом объеме должен дополняться ассортимент продукции посредством соответствующих служебных услуг (механообработка, защитное покрытие, покрытие лаком, предварительная сборка, монтаж и т.д.), и клиенты с их стороны также смогут улучшить свою производительность благодаря упрощенным условиям логистики.
Непрерывная инвестиционная политика.
Концерн постоянно вкладывает 4% своего оборота в обновление средств производства и осуществление опытно-конструкторских проектов (поиск клиентов, строительство заводов на “чистом месте”, модернизация технологий и т.д.). Дополнительно осуществляются регулярные нематериальные инвестиции (программное обеспечение, новые методы работы, реорганизации) с целью повысить уровень производительности обслуживания.
AFE Métal — один из европейских лидеров в области производства литых деталей из стали и ЧШГ благодаря следующим преимуществам:
- более чем 70-летний опыт в разработке и производстве литых деталей из стали с наивысшей механической прочностью (массой от нескольких грамм до 12 т);
- интернационально организованная сеть мощных и дополняющих друг друга мест размещения литейного производства с общей производственной мощностью 75 тыс т в год (6 заводов, специализирующихся на определенных размерах, технологиях; один из них расположен в Мексике, другой — в Словакии);
- многопрофильные команды, которые способны самым разным промышленным клиентам предложить технически более надежные и более выгодные по стоимости решения.
Чтобы удовлетворить потребность клиента в упрощенной логистике, AFE Métal предлагает полный производственный ассортимент:
- необработанные отливки с точностью, соответствующей технологии, и достойным качеством поверхности;
- термообработанные отливки;
- необработанные отливки с любыми видами защитных покрытий;
- отливки, обработанные механически;
- разобранные на детали и готовые к сборке модули;
- смонтированные детали в узлы.
Гарантия качества, ориентированная на область применения.
Предприятия концерна AFE Métal имеют удостоверения о допуске к эксплуатации согласно ISO 9001 и/или ISO TS 16949, а также клиентские удостоверения о допуске к эксплуатации других предприятий (Caterpillar, Volvo, SNCF и т.д.), которые ориентированы на ходовое применение, а также расширенные гарантии качества могут предоставляться для определенных областей примене¬ния (ядерная энергия, химия, армия и т.д.).
Конкурентоспособные решения.
Благодаря известным EDV-программам и высококачественному контролю над технологиями производства AFE Métal способен:
- быстро изменить чертежи деталей в соответствии с пожеланиями клиентов;
- проверить работу программ и технологий в условиях эксплутационной нагрузки;
- надежно смоделировать условия производства, чтобы заранее предупредить ошибки;
- в кратчайший срок изготовить опытные образцы окончательной формы.
Все эти за последние десять лет разработанные и сегодня полноценно включенные в сеть программы позволяют концерну:
- снизить массу деталей посредством оптимального использования специальных свойств материалов и технологий;
- оптимизировать и сделать более надежными технологии производства;
- существенно сократить время разработок для клиентов.
Чтобы облегчить обмен информации при согласовании заказов деталей, AFE Métal предлагает конструкторским и техническим бюро своих клиентов обучающие программы с тем, чтобы они могли быстро ознакомиться с особенностями используемых материалов и технологий.
Стальные детали, разработка при помощи САПР.
Разработка конструкции литой детали из стали или ЧШГ имеет существенные преимущества перед сварными — значительное сокращение числа деталей, более надежное выполнение их функционального назначения, более прочная конструкция.
Поэтому клиент получает рекомендации о замене на литые изделий, первоначально заданных, как сварные. Команды конструкторов и разработчиков концерна AFE Métal могут работать с конструкторскими бюро клиентов на базе чертежей готовых деталей: в виде EDV-файлов или классических чертежей на бумаге. Благодаря тому, что одновременно учитываются как обусловленные применением заданные величины, требуемые клиентом, так и обусловленные технологией неизбежные аспекты, можно достигнуть всеобъемлющей оптимизации, которая выражается в малой массе и, следовательно, меньших расходах (как правило, можно сэкономить 15…30%). Конструкцию детали можно оптимизировать, используя механические свойства применяемых сплавов.
Конструкторские бюро концерна AFE Métal располагают интегрированным программным обеспечением для расчета отдельных элементов, посредством которых можно оптимизировать формы и составить исходные данные для расчета.
Моделирование.
Техника моделирования заполнения формы позволяет избежать определенных дефектов, которые происходят из-за сильной турбулентности. В дополнение к этому моделирование затвердевания позволяет проследить за перепадами температур на определенных участках отливки. Таким образом, можно предотвратить такие дефекты как трещины или усадочные раковины, образующиеся при быстром охлаждении.
Эти технологии, основанные на программном обеспечении моделирования, предполагают полный контроль над производством и специальное задание параметров для каждого завода.
Быстрое производство опытных образцов.
Для того, чтобы конструкторский отдел клиента смог испытать деталь в масштабе 1:1, AFE Métal располагает различными решениями для быстрого производства опытных образцов (бумажная основа, синтетическая смола и т.д.).
Изготовление модели на станках с ЧПУ.
Благодаря созданию одной или нескольких деталей и соответствующей технике получения отливки (поток металла, питатели) в САПР, на станке с ЧПУ можно быстро изготовить модельную плату, частично или полностью, с высоким уровнем точности. Эта интегрированная техника позволяет значительно выиграть время для разработки и является гарантией точности формовочного инструмента.
Обучение клиентов.
Конструкция, разработанная совместно с покупателем с целью понизить расходы и улучшить качество, предполагает умение проектировать и хорошие знания технологических неизбежных аспектов. Для повышения эффективности совместной работы AFE Métal предлагает два особенных обучающих модуля: совместные с клиентом исследования литых деталей и оптимизация неразрушающих методов испытания.
Сегодня остались лишь редкие единицы из ранее достаточно большого числа заводов Европы, где производят стальные отливки, поэтому любая информация о их опыте эффективного производства взамен истории перевыполнения планов по “тоннажу”, представляет интерес заводам, которые только начали создавать современные новые литейные производства.
Европейские покупатели отливок привыкли к соответствующему сервису и возможностям литейных заводов, аналогичных представленному. Завод во Франции (группа предприятий AFE) — пример современного литейного завода, готового к сотрудничеству в любой области машиностроения по поставкам стальных отливок любой сложности. Применяемый Сейатцу-процесс используется в последние 20 лет на многих заводах, так как обеспечивает высокое качество отливок при литье в разовые песчаные формы.