

Luitpoldhütte - предприятие с 125- летней историей, сегодня относят к ведущим литейным производствам Европы. На заводе работают всего 385 человек, при этом объем производства на 2006 год составил 47.600 тн, а оборотный капитал - 56,9 млн. Евро. Основной пакет акций с
Производство Luitpoldhütte в городе Амберг на юго-востоке Германии выпускает 160.000 готовых форм для чугунных отливок в год. В 2006 году завод произвел ок. 129.000 корпусов для тракторов и строительной техники, 43.000 корпусов компрессоров, 40.000 деталей для моторов, 32.000 блоков цилиндров, 2.600 противовесов.
Luitpoldhütte AG – это литейное производство, имеющие заказы по всему миру и производящее высококачественные литые детали. Среди заказчиков- предприятия из области сельскохозяйственного машиностроения, автомобильной промышленности (прежде всего производство грузовых машин, внедорожников и др.) и лесного хозяйства, а также в области холодильных установок. Продукция Luitpoldhütte расходится по всей Европе, отправляется в США, Канаду, Мексику и Бразилию. Наиболее крупными клиентами Luitpoldhütte являются: Caterpillar (коробки передач, 115…750 кг), Liebherr (4- и 6- цилиндровые блоки двигателей, а также блоки V6 и V8, 200…460 кг), MWM Deutz (блоки двигателей V8 и V12, 400…530 кг), General Electric (головки блоков для локомотивов), а также Iveco, Cummins, Scania и многие другие. Целью компании являются довольные клиенты, и многолетнее партнерство – лучшее доказательство правильной политики.
Luitpoldhütte производит: Корпусное литье (например, корпус коробки передач весом свыше
Производство отливок – основа бизнеса. Творчество, эффективность и 100%-ная надежность позволяют фирме Luitpoldhütte поддерживать имидж литейного предприятия, с которым легко и приятно работать. При этом ставка делается прежде всего на качество. Качество же понимается как всеобъемлющий фактор, и является результатом успешного взаимодействия всех сил, участвующих в процессе производства. В центре созидательной силы стоит человек. Сотрудники Luitpoldhütte в своей работе решают задачи на всех уровнях взаимодействия: стратегическом, оперативном и коммуникативном. Таким образом, создается питательная среда для развития новых решений и стратегий для непрерывного роста и модернизации. Предпосылкой к этому является полная информированность, постоянная коммуникация и воля к созданию новых ценностей и поиску новых путей развития.
Особое внимание на производстве уделяется проблеме защиты окружающей среда. Все нормы по выбросу вредных веществ четко регламентированы, а благодаря внедрению новых экологически безвредных технологий уровень загрязнения постоянно снижается. Кроме того, экологичность производства подтверждается сертификатом ISO 14001.
Стрежневое отделение. Стержневой участок оснащен в основном стержневыми автоматами немецкой фирмы Laempe (12 автоматов с объемами головки от 12 до


Формовочные линии по SEIATSU-процессу HWS-Sinto для отливок «блок цилиндров» только за последние 20 лет:
- Metacast, Испания. Пр-сть 120 форм/час, опока 1200x800x400/400мм. Отливки - блоки цилиндров грузовых машин и тракторов. Сплав – СЧ.
- Ранее Steyr-Daimler-Puch, сейчас Shan-Dang, Weifang в Китае. Пр-сть 20 форм/час, опока 1420x900x450/450 мм. Отливки - блоки цилиндров дизельных двигателей. Сплав – СЧ
- BMW AG, Германия. Пр-сть 25 форм/час, опока 900 x 700 x 300/300 мм. Отливки - блоки цилиндров, автомобильное литье (нулевые серий для спортивных автомобилей). Сплав – алюминий.
- Erkunt Sanayi, Турция. Пр-сть 100 форм/час, опока 900x700x350/350 мм. Отливки - блоки цилиндров, головки блоков цилиндров, тормозные барабаны, корпуса коробок передач. Сплав – СЧ, ВЧ
- Fritz Winter, Германия. Пр-сть 200 форм/час, опока 930x710x360/300 мм. Отливки- 4-цил. блоки двигателей, V-8-блоки. Сплав – СЧ, ВЧ
- Döktas, Турция. Пр-сть 125 форм/час, опока 1100x900x350/350 мм. Отливки - 4-цил. блоки двигателей, автомобильное литье. Сплав – СЧ. ВЧ
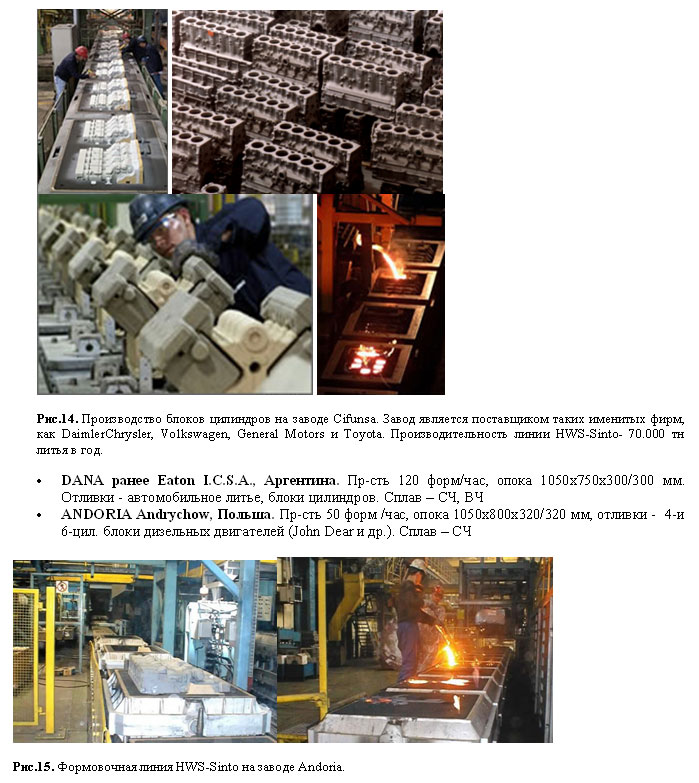
- Cifunsa, Мексика. Пр-сть 60 форм/час, опока 1680x1070x530/530 мм. Отливки - 6-цил. и V8 блоки дизельных двигателей (John Dear, Detroit Diesel, Caterpillar и др.), автомобильное литье. Сплав – СЧ, ВЧ
- КамАЗ, Россия. Пр-сть 70 форм/ час, опока 1500x1100x400/400 мм. Отливки - блоки цилиндров дизельных двигателей, автомобильное литье. Сплав – СЧ, ВЧ
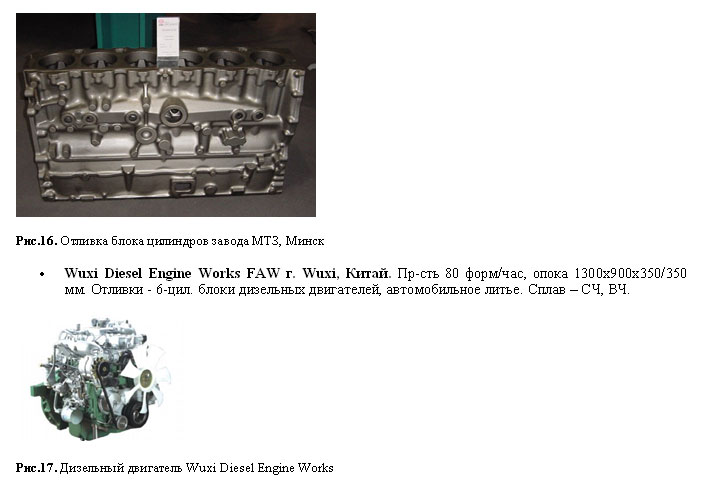
- МТЗ, Беларусь. 40 форм в час, опока 1150x950x400/400 мм. Отливки – 6-цил. блоки двигателей, корпуса коробок передач. Сплав – СЧ
- Döktas, Турция. Пр-сть 210 форм/ час, опока 700x600x250/250 мм. Отливки - блоки цилиндров, автомобильное литье. Сплав – СЧ, ВЧ
- Teksid S.p.a. Crescentino, Италия. Пр-сть 235 форм/час, опока 1000x800x300/300 мм. Отливки - 4-цил. блоки двигателей. Сплав – СЧ, ВЧ
- Hua Dong Teksid (Joint venture Teksid), Китай. Пр-сть 140/180 форм/час, опока 1000x800x350/350 мм. Отливки- 4- и 5-цил. блоки двигателей, автомобильное литье. Сплав – СЧ
- Ferrotech (бывший Brühl (UK) Ltd. Beans), Великобритания. Пр-сть 120 форм/ час, опока 1130 x 800 x 350/350 мм. Отливки - блоки цилиндров, автомобильное литье. Сплав – СЧ, ВЧ
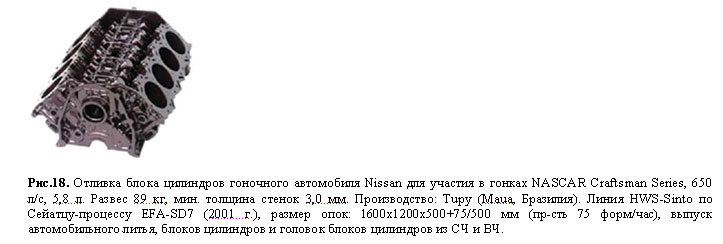
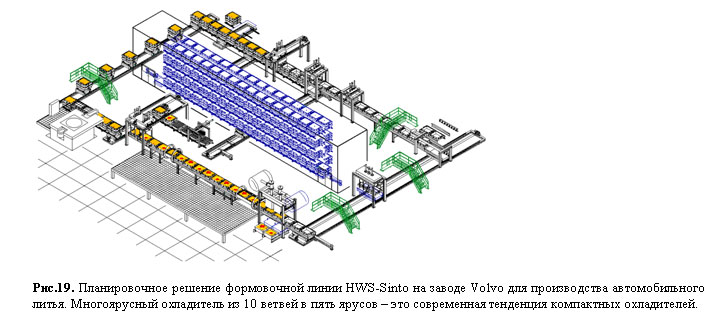
- Tupy Fundicoes Ltda Maua, Бразилия. Пр-сть 75 форм/ час, опока 1600x1200x500+75/500 мм. Отливки - 6-цил. и V8 блоки дизельных двигателей (Cummins, Mercedes, Volvo и др.), головки блоков цилиндров. Сплав - СЧ, ВЧ
- Yangdong Co., Ltd., Китай. Пр-сть 120 форм/час, опока 1000x750х320/320 мм. Отливки – 3- и 4-цил. блоки двигателей. Сплав – СЧ
- Dong Feng Motor Corp. No. 1 Foundry, Китай. Пр-сть100 форм/час, опока 1250x900х 400/300 мм. Отливки- 4- и 6-цил. блоки двигателей. Сплав – СЧ
- Yuchai Machinery Co., Ltd., Yulin, Китай. Пр-сть 60 форм/час, опока 1400x900x450/450 мм. Отливки- 6-цил. блоки двигателей, головки блоков цилиндров. Сплав – СЧ
- Shandong Laidong Engine Co., Ltd. Huayuan, Китай. Пр-сть 100 форм/час, опока 1100x800x320/320 мм. Отливки - 4-цил. блоки двигателей. Сплав – СЧ.
- КАМАЗ, Россия. Пр-сть 100 форм/час, опока 1100x750 x300/300 мм. Отливки - 4-цил. блоки двигателей. Сплав – СЧ
- Shanxi Sanlian Steel & Iron Group Co., Ltd. Hejin, Китай. Пр-сть 100 форм/час, опока 1000x800х320/320 мм. Отливки - 4-цил. блоки двигателей. Сплав – СЧ
- WSK PZL-Rzeszow S.A., Польша. 90 форм /час, опока 1400x965x350+50/350 мм. Отливки - 6-цил. блоки двигателей, головки блоков цилиндров, корпуса коробок передач. Сплав – СЧ, ВЧ
- Chongqing Memc Tech Co., Ltd, Китай. Пр-сть 100 форм/час, опока 1000x800x320/320 мм. Отливки - 3- и 4-цил. блоки двигателей. Сплав – СЧ
- China National Heavy Duty Truck Corp., Jinan (Joint venture with VOLVO), Китай. Пр-сть 105 форм/ час, опока 1500x1000x450/450 мм. Отливки - автомобильное литье, 4- и 6-цил. блоки двигателей. Сплав- СЧ
- DaimlerChrysler Mannheim, Германия. Пр-сть 90 форм /час, опока 1550x1100x400+50/400 мм. Отливки - 6-цилиндровые блоки двигателей, головки блоков цилиндров. Сплав - СЧ, ЧВГ
- МТЗ, Минск, РБ. Пр-сть 140 форм/час, опока 1150x950x400/400 мм. Отливки- 6-цил. блоки двигателей, головки блоков цилиндров, корпуса коробок передач, тракторное литье. Сплав – СЧ, ВЧ
- Erkunt Sanayi A.S., Турция. Пр-сть 100 форм/час, опока 1200x900x350/350 мм. Отливки - блоки цилиндров, головки блоков цилиндров, тракторное литье. Сплав – СЧ, ВЧ
- DaimlerChrysler Mannheim, Германия. Пр-сть 60 форм/час, опока 1550x1100x450/450 мм. Отливки - блоки цилиндров, головки блоков цилиндров. Сплав - СЧ, ЧВГ
Формовочные линии HWS-Sinto.
За всеми рабочими операциями при изготовлении форм легко наблюдать- выбивка охлажденных форм, распаривание и очистка опок, изготовление новых форм, простановка стержней и спаривание опок. Проще говоря, это все операции начиная со съема залитых форм с тележек до установки новых, готовых к заливке форм на тележечный конвейер. Для одновременного отвода песка после выбивки и просыпей требуется только один ленточный конвейер отработанного песка, и вследствие этого, только один канал для отработанной смеси под формовочной линией. Расходы на фундамент минимальны, так как все агрегаты линии удобно расположены над полом. Уровень вибрации значительно снижен. Стандартная формовочная линия имеет небольшие габариты, поэтому не занимает много место. Размещение линии определяется, прежде всего, размером участка охлаждения форм.
Варианты формовки, заливки и охлаждения. В основном стандартная формовочная линия состоит из участков формовки, простановки стержней, заливки и участка охлаждения со станцией выбивки. При планировке линии эти участки можно по-разному сочетать в соответствии с индивидуальными особенностями литейных цехов. Например, если охлаждение форм требует больше времени, существует возможность установки на линии дополнительных участков охлаждения - также в виде буферных зон в случае крайне долгого времени охлаждения.
Формовка и простановка стержней. Формы изготовляются на формовочной машине Сейатцу в два этапа: предварительное уплотнение потоком сжатого воздуха и последующее гидравлическое прессование. Принцип формовки Сейатцу исключительно безвреден для окружающей среды. Уровень шума машины не превышает 85 дБ, что создает комфортные условия для работы. Перед спариванием форм простанавливаются стержни, срезается излишек формовочной смеси, а также высверливается литниковая воронка и, в случае необходимости, питатели, стояк и выпоры.
Заливка. Готовые к заливке формы подаются на участок заливки, длина которого зависит от вида используемого заливочного устройства.
Охлаждение. Из участка заливки залитые формы транспортируют на участок охлаждения. После затвердевания отливок и охлаждения формы они поступают на выбивную станцию. Форма с отливками выдавливается из опоки, после чего отливки отделяются от формовочной смеси. При недостатке рабочей площади можно использовать многоуровневый охладительный конвейер, где форма с отливкой хранится на охладительной тележке, и затем уже поступает на выбивную решетку.
Стандартные формовочные линии HWS-Sinto
Силовая установка. Центральная гидростанция снабжает гидравлические цилиндры и моторы напорным маслом. Она поставляется комплектно в готовом к подключению исполнении и устанавливается в отдельном помещении. Вся гидравлика предоставляется немецкой фирмой Bosch Rexroth.
Свободно программируемое управление. Система управления всех формовочных линий HWS-Sinto соответствует последним стандартам техники. Управление свободно программируется в соответствии с производственными характеристиками литейного цеха и, как результат, с рабочими операциями формовочной линии. Систему электроники можно комплектовать системой управления, которая контролирует и регистрирует все функции формовочной линии.
Высококлассный сервис. Сервисный персонал HWS-Sinto всегда готов придти на помощь. Являясь компетентными партнерами для клиентов, специалисты HWS-Sinto со всей ответственностью подходят к решению возможных производственно-технических проблем.
Аргументы выбора “за”: Отличная возможность контроля производства: можно наблюдать за всеми рабочими операциями на линии; Незначительная потребность в рабочих площадях: площадь, занимаемая стандартной формовочной линией, зависит в основном от времени охлаждения форм и, таким образом, от размеров участка охлаждения; Низкие расходы на фундамент: все элементы линии установлены над полом и легко доступны; Требуется только один ленточный транспортер для отработанного песка после выбивки и просыпей и, вследствие этого, только один канал для отработанного песка под формовочной линией.
Результат выбора линии HWS-Sinto - совершенные отливки
Использованная литература:
1. Информация сайта компании Luitpoldhütte: www.luitpoldhuette.de
2. Информация сайта компнии HWS: www.wagner-sinto.de
3. Буданов Е.Н. Опыт модернизации ведущего литейного производства Германии – завода Fritz Winter // Литейное производство. – 2005. - №5. – С.26-30.
4. Буданов Е.Н. «Чемпионы» модернизации отечественного литейного производства.// Литейное производство. – 2007. – №7
5. Голенков Ю.В. Три проекта по Seiatsu-процессу для Mersedes-Benz концерна Daimler Chrysler. // Литейщик России. – 2007. – №9
6. Буданов Е.Н. Стратегический рынок – подъем и обновление российского автопрома. // Литейщик России. – 2007. – №9
7. Афонаскин А.В. Самая крупная опочная линия в Европе и эффективное
8. Мельников И.А. Изготовление отливок для гидравлики на двух формовочных линиях HWS в компании «Рексрот». // Литейщик России. – 2007. – №9
9. Шеремет А.Н. Самая производительная линия на заводах СНГ за последние 30 лет поставляется на Луганский литейно-механический завод. // Литейщик России. – 2007. – №9
10. Кожевников Н.Г. Две линии по Seiatsu-процессу на заводе Linde// Литейщик России. – 2007. – №9
11. Буданов Е.Н. Сотрудничество фирмы Laempe с литейными заводами концерна Georg Fischer AG // Литейщик России. – 2007. - №5
12. Попов А., Модернизация литейного производства автомобильной промышленности Японии. // Литейное производство. – 2007. – №4
13. Попов А., Стержневые центры фирмы Laempe на автомобильных концернах Японии// Литейное производство. – 2007. – №3
14. Буданов Е.Н. О новых тенденциях развития литейных технологий в
15. Доценко П., Попов А. Модернизация литейного производства японского концерна Mazda Motor Co. // Литейное производство. – 2006. – №9
16. Попов А., Доценко П, Модернизация литейного производства концерна Montupet. // Литейное производство. – 2006. – №9