

По данным Федеральной таможенной службы (ФТС) Россия за 11 месяцев
Компания PricewaterhouseCoopers (PwC) в своем докладе представила два возможных прогноза развития автомобильного рынка России. Согласно оптимистическому прогнозу, пик придется на 2015 год, когда продажи автомобилей достигнут 5,5 млн штук. По самому консервативному прогнозу, максимум ожидается в 2010 году, когда будет продано 3,4 млн. штук. После этого рынок достигнет определенной доли насыщения. По любому сценарию рост потенциальных возможностей нового автопрома России впечатляет. Стоит отметить, что пока наш АвтоВАЗ делает менее одного млн. автомобилей и весьма сомнительного качества, поэтому созданием нового автопрома России давно поставленный и наконец-то стратегически решенный вопрос. Остается только в рамках его лавинообразного развития успеть в кратчайшие сроки создать аналогичное по объемам современное литейное производство.
Следует напомнить, что львиную долю мирового производства отливок потребляет автопром [1]. В России к концу 2007 года пока только частично решены проблемы производства стальных железнодорожных отливок и в меньшей степени начали решаться вопросы созданий стальных арматурных отливок, а тема производства современных автомобильных отливок находиться еще в предстартовой стадии. Впечатляет опыт поставок последних 3-4 лет стержневого оборудования, например, всего лишь для двух наиболее ликвидных железнодорожных отливок «рама» и «балка» - по 8 машин фирмы Lаempe на Промлит, Чебоксары и Кременчугском стальзаводе, 6 машин Lаempe на Бежецком стальзаводе, по 5 машин Lаempe на Сумском и Саранском Центролитах, 3 стержневые машины Lаempe на Востокмашзавод, Казахстан, 2 машины Lаempe на Уралвагонзавод. Кроме этого, Промлит, Чебоксары; Востокмашзавод, Казахстан; Сумской и Саранский Центролиты приобрели линии вакуумно-пленочной формовки фирмы HWS-Sinto тоже для этих железнодорожных отливок - «рама» и «балка» тележки грузового вагона. В качестве примера начала модернизации производства арматурных отливок можно назвать запуск формовочных линий по Сейатцу-процессу фирмы HWS-Sinto на Муромском арматурном заводе и Машсталь, Пенза, а также линии вакуумно-пленочной формовки на Благовещенском арматурном заводе [12]. Данные три арматурных литейных производства уже имеют современные стержневые машины Laempe, Германия. Конечно, и для железнодорожных отливок нужно создать еще около 45% литейных мощностей, так как, данные отливки в Россию еще поставляются из Китая, Турции и Украины. А для арматурных отливок нужно создать еще около 85% литейных мощностей. При этом для производства качественно новых автомобильных отливок в рамках рассмотренной и постоянно усугубляющейся проблемы литья для нового автопрома России нужно создать около 97% современных литейных мощностей путем модернизации старых цехов и конечно строительства новых.
Есть хороший пример модернизации литейного производства и в автопроме России – КАМАЗ – запушены 2 формовочные линии по Сейатцу-процессу в цехе чугунного литья [3]. Однако этого слишком мало, если ориентироваться на объемы производства автомобильных отливок в мире [4-11]. Например, рассмотренный завод TUPY, Бразилия производит около 500.000 тонн аналогичных отливок в год; завод Fritz Winter, Германия [2] производит около 500.000 тонн более мелких автомобильных отливок в год, включая вентилируемые тормозные диски, где также успешно работают три современных формовочных линии по Сейатцу-процессу фирмы HWS-Sinto. В России в данный момент наблюдается бум потребности в литье, а в ближайшее время будет вообще «голод», ведь будет громадный лавинообразный рост спроса на автомобильные отливоки, как для внутреннего производства более 3 млн. легковых автомобилей, так и для грузовых, и еще плюс объемы поставок отливок на экспорт. Напоминаем, Промлит, Чебоксары после запуска линии вакуумно-пленочной формовки начал отгрузку в США, так поступил и завод Тианроу, Китай, даже при наличии огромного внутреннего спроса на железнодорожные отливки. Ведь нормальные по качеству отливки нужны всем странам мира. Это реальная и, пожалуй, самая актуальная задача развития нашего машиностроения и его базовой отрасли – литейного производства. Нужен анализ современного мирового опыта, можно начать с самых крупных производств, ранее уже рассмотрен и анализирован пример одного аналогичного литейного производства на 500.000 тонн в год в Германии - завода Fritz Winter [2]. В Бразилии покупают автомобилей меньше, чем в России, а литейное производство модернизируют гораздо активней.
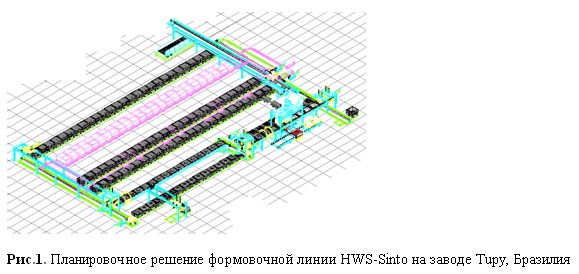
Компания Tupy производит 500.000 тонн в год чугунных автомобильных отливок на юго-востоке Бразилии [13]. Только за последние 10 лет фирмой HWS-Sinto изготовлены и поставлены около 40 АФЛ по Сейатцу-процессу (Seiatsu – воздушный поток плюс прессование) для производства отливок блоков цилиндров и головок блоков цилиндров различных моделей автомобилей, включая линию на заводе TUPY (рис.1.). Это заводы в различных странах мира - Бразилия, Мексика, Россия, Беларусь, Китай, Италия, Германия, Турция, Польша, Аргентина, Великобритания и др. А с учетом более ранних проектов модернизации литейного производства для нужд автомобильной промышленности география распространения аналогичных АФЛ по Сейатцу-процессу гораздо шире. Таким образом, практически во всех регионах мира работают современные по техническому оснащению АФЛ и с передовой технологии уплотнения форм по Сейатцу-процессу, на которых и производят отливки головок блоков и блоки цилиндров практически для любых автомобилей. Сеатцу-процесс актуально есть современный стандарт в области изготовления литейных форм. Следует отметить, что и другие автомобильные отливки тоже изготавливаются в основном на многих из более чем 400 формовочных линий HWS-Sinto, поставленных за последние 20 лет [1-11].
Компания Tupy была основана в 1938 году

Номенклатура завода не ограничивается только автомобильными блоками, она гораздо шире. Широкий спектр производимой Tupy продукции (рис.2.) охватывает компоненты для автомобильной промышленности- детали грузовиков, автобусов, грузопассажирского автотранспорта, тракторов и других типов сельскохозяйственной техники, а также арматура, чугунная и стальная дробь и др. Сегмент автомобильных отливок включает в себя блоки цилиндров, головки блоков цилиндров бензиновых и дизельных двигателей (4,- 6- и 8- цилиндровые, V-образные и рядные), коленчатые и распределительные валы, выпускные коллекторы и корпуса подшипников для грузопассажирских автомобилей, тягачей, автобусов и сельскохозяйственной техники, а также детали тормозной (тормозные диски, суппорты) и рулевой систем (корпуса рулевого управления), трансмиссии (корпуса коробки передач), подвески и осей (поворотные цапфы, ступицы колес). Вот только неполный перечень высококлассных отливок, производимых на заводах Tupy.
Компания Tupy объединяет два завода. Первый расположен
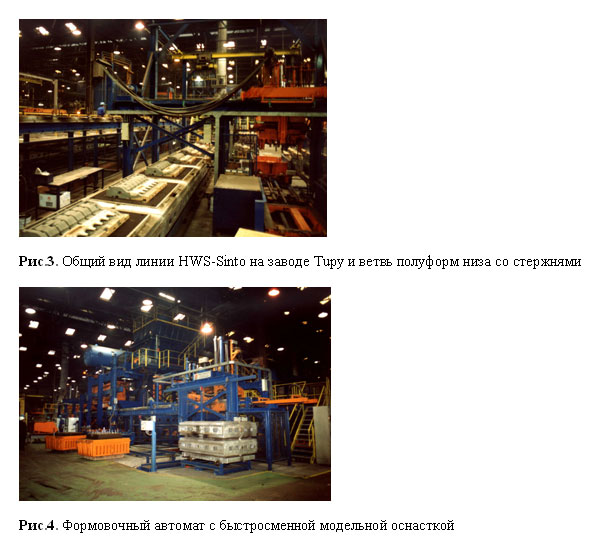
В 2004 году на заводе Tupy была запущена формовочная линия по Сейатцу-процессу немецкой фирмы HWS-Sinto (рис.1.). Линия оснащена формовочной машиной EFA-SD7 с многоплунжерным прессом с размером опок 1600x1200x500+75/500 мм и производит 75 комплектных форм в час. Запатентованный метод уплотнения форм по Сейатцу-процессу («тихая формовка» - воздушный поток и последующее прессование) обеспечивает равномерную высокую плотность формы, что является гарантом получения качественных отливок любой сложности. Формовочная машина EFA-SD – это машина (рис.4.) для работы со всеми принятыми размерами опок. Она оборудована поворотным столом и в состоянии быстро изготовлять верхние и нижние полуформы (рис.3.).. Опоки поочередно продвигаются через формовочный аппарат. Подъемный стол поднимает модельную плиту с опокой и наполнительной рамой к отверстию в специальном бункере-дозаторе, который заполняет пространство для формы четко выверенным количеством смеси. Затем бункер-дозатор отводится в сторону к транспортеру для смеси, а место над опокой занимает многоплунжерная прессовая головка. После уплотнения смеси сначала потоком воздуха, а потом гидравлическим прессованием модель опускается вниз. Управление всеми операциями по изготовлению формы производится посредством заранее введенной программы.

Как и в случае с формовочными машинами и линиями, заливочные машины поддерживаются опытным персоналом HWS-Sinto. Надежное программное обеспечение G.L.S. 2010 обеспечивает индикацию всех важных параметров (напр. веса, времени и температуры заливки), отображение информации о формах, находящихся на участке заливке, простое управление параметрами заливки, анализ помех и времени цикла, детальное протоколирование числа залитых форм по типам отливок, наблюдение за процессом заливки на дисплее монитора и связь с другими системами через определенные интерфейсы. При полностью автоматической заливке при смене моделей на заливочном автомате гарантируется 100-процентная точность повторения параметров заливки, что достигается управлением параметрами заливки, при этом за подачей и заливкой металла следит всего один оператор. Через обмен данными с устройством управления формовочной линии с помощью переданного номера модели автоматически вводится индивидуальная программа заливки, и при помощи этих параметров регулировки и управления запускается автоматическая заливка.
Заливочные устройства, производимые фирмой HWS-Sinto, позволяют осуществлять непрерывную заливку жидкого чугуна на всех видах формовочных машин и автоматических линий за время цикла формовочного оборудования. Компанией была полностью разработана новейшая технология по использованию поворотных заливочных ковшей, которая позволяет регулировать поток жидкого металла и его количество. Поток контролируется при помощи оптических датчиков и видеокамер, а с помощью программируемой системы контроля скорость заливки можно изменять в соответствие с металлоемкостью формы. Данная технология позволяет получать любые отливки точного размера.
Свойства формовочной смеси. Качество формы в большой степени зависит от качества формовочной смеси. Опыт показывает, что метод "Сейатцу" в состоянии изготавливать хорошие формы почти со всеми видами смесей, применяемых при машинном формовании. Те литейные цеха, которые готовят смесь с глинистым связующим, могут пользоваться ею как правило без каких-либо изменений.
При переходе на метод с воздушным потоком и прессованием от метода прессования встряхиванием приходится в большинстве случаев уменьшать содержание влаги, чтобы улучшить текучесть, которая важна как при предварительном уплотнении, так и при последующем прессовании.
При методе "Сейатцу" параметры процесса уплотнения для той или иной формы являются одинаковыми, поэтому и свойства смеси должны иметь по возможности лишь небольшие отклонения, если нужно получить отливки одинакового качества («повторяемость» отливок).
Производимые точно по спецификациям клиентов автомобильные отливки на заводе Tupy в Бразилии являются результатом тяжелой работы и высокого профессионализма сотрудников Tupy, которые обладают глубокими знаниями в области металлургии и литейной промышленности. Все производимые из серого чугуна и чугуна с шаровидным и вермикулярным графитом автомобильные отливки выполнены в соответствии с требованиями международных рынков и отвечают техническим стандартам ISO/TS 16949, ISO 9001 и ISO 14001(рис.8.).
Детали завода Tupy могут быть поставлены необработанными, промасленными, окрашенными а также предварительно или же полностью обработанными. Механическая обработка отливок это процесс финишной зачистки литья, который включает в себя фрезерование, сверление, нарезание резьбы и обточку. Tupy может производить механообработанные автомобильные отливки- в первую очередь блоки цилиндров и головок блоков цилиндров (рис.8.). Вопросы моделирования решены на самом высоком уровне (рис.9.).

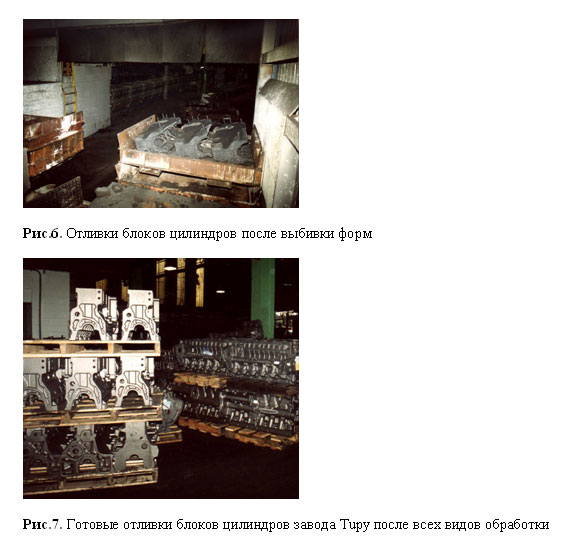
Преимущества способа по SEIATSU-процессу которые особо проявились при производстве блоков двигателей на заводе Tupy, Бразилия : Равномерно высокая твердость формы является предпосылкой для изготовления отливок высокой размерной точности. Уменьшено число стержней - возможна формовка сложных контуров моделей и крайних болванов из-за равномерной твердости формы. Уменьшены формовочные уклоны, а соответственно расход металла и затраты на механическую обработку отливок тоже уменьшаются. Лучшее использование плоскости разъема отливками (рис.3). Более плотное расположение моделей на подмодельной плите, т.к. допускаются меньшие расстояния между моделями и опокой- больше отливок в одной форме. Уменьшены затраты на очистку и окончательную обработку отливок, так по способу Сейатцу производятся высококачественные отливки с равномерным качеством в серии (рис.6-8), с прекрасной поверхностью, точные по размерам (рис.8) и почти без брака поверхности, заусенцев и т.д. Сейатцу- гуманная технология, уровень шума снижен ниже отметки 85дБ(А) и нет динамических нагрузок на фундамент. Нет износа моделей - воздушный поток по поверхности модели создает эффект "псевдосмазки"
Актуальность модернизации литейного производства автомобильных отливок России.
Близкий нам аналог - развитие автопрома Китая. Объем продаж автомобилей в Китае в
CHERY Automobile, Китай – шесть новых АФЛ фирмы HWS-Sinto. CHERY Automobile Co., Ltd. является крупнейшим независимым автопроизводителем в Китае. Компания CHERY была основана в
CHERY строит полностью новое
Для 3-х формовочных линий на CHERY было решено установить автоматические заливочные устройства ковшового типа. Поэтому, кроме всего прочего HWS также изготовит и поставит 3 автоматические заливочные устройства P-10-S. Для HWS-Sinto этот заказ является важной вехой в истории компании и весь коллектив HWS гордится быть поставщиком литейного оборудования №1 для CHERY (рис.10.).
Chery также рассматривает возможность открытия в Калининграде в 2009г. завода по сборке автомобилей. Мощность этого завода, по предварительным данным, будет составлять около 200 тыс. автомобилей в год.

Концерн Volkswagen добился рекордных продаж в Китае, реализовав за год почти миллион автомобилей. Впервые за год в Китае, включая Гонконг, концерном был продан 910.491 автомобиль марок VW, Audi и Skoda, что означает увеличение объема продаж на 28% по сравнению с 2006 годом. Аналогично выросли и продажи автомобилей марки Volkswagen: в КНР их продано 780.784 штуки, что на 170 тыс. больше, чем в родной Германии. В целом китайский рынок легковых автомобилей вырос в 2007 году на 22%, до 5 млн. проданных автомобилей. Это очередной пример развития рынка автопрома Китая.
Автопром России уже в 2007 году стал центром мирового внимания. Все крупнейшие автомобильные компаний мира решили строить свои заводы в России, с целью активизации участия в развитии одного из быстрорастущих рынков в Европе. С 2007 года в России выпускают автомобили FIAT (совместно с “Северсталь-авто”), Volkswagen и Toyota, Nissan и GM заложили новые производства, анонсировали свое появление Suzuki, PSA, Hyundai, Mitsubishi. Всего правительство России заключила около 12 соглашений о промышленной сборке иностранных автомобилей на территории страны. Анализ различных исследований показал, что к 2011г. российский рынок станет крупнейшим в Европе, а ежегодный спрос на автомобили составит около 3,3 млн. шт.
Правда, в скором времени руководству новых заводов придется приложить еще больше усилий, чтобы найти в России поставщиков качественных отливок для собираемых автомобилей, например блоков цилиндров и головок блока цилиндров. В соглашении о льготах сборочных производств установлено освоение 50% российских комплектующих, а это по анализу степени реальной конкурентоспособности и временным факторам локализации производства комплектующих, конечно же, в первую очередь отливки.
Компания Volkswagen уже в 2007 году открыла завод в Калуге. Есть план увеличить мощность завода до 150 тыс. автомобилей в год и более. На заводе в Калуге будут выпускать модели Skoda Octavia, Volkswagen Passat, Golf, Polo и другие. В 2009г. планируется начать производство полного цикла. Напомним, что соглашение о строительстве завода Volkswagen в Калужской области было подписано в мае 2006г., в октябре того же года началась реализация проекта.
Toyota сразу после Volkswagen объявила о запуске автозавода в России (рис.11.). Первый автомобиль Toyota Camry сошел с конвейера завода “Тойота Моторс Мануфэкчуринг Россия” (ТММР) 21 декабря 2007 года. Мощности завода вырастут с 20 до 200-300 тысяч автомобилей в год. Toyota построит второй автозавод в России. Фирма Toyota 2,5 года работала без ажиотажа, а затем сразу представила готовый полноценный автозавод. Территория завода

На первой стадии производства завод Toyota будет работать в одну смену и производить 20.000 автомобилей. Планируется, что когда завод перейдет на работу в две смены то начнет производить по 50.000 автомобилей в год. На открытии завода был весь коллектив – около 600 человек, из них 10 человек японцы, все они прошли обучение на заводах Toyota в Японии, Великобритании, Турции и Вьетнаме. По словам президента Toyota г-на Кацуаки Ватанабе, на второй стадии работы завода увеличат производство до 200.000 и даже 300.000 автомобилей в год.
Объем продаж Toyota Motor Corp. в
В ноябре 2008 года General Motors планирует начать серийное производство автомобилей на заводе в Санкт-Петербурге. В сентябре будет запущено тестовое производство. На заводе планируется производство автомобилей Chevrolet Captiva и Opel Antara.
General Motors производит грузовые и пассажирские автомобили в 33 странах. В 2006г. в мире было продано около 9,1 млн. машин GM. Компания продает автомобили под брендами Buick, Cadillac, Chevrolet, GMC, GM Daewoo, Holden, HUMMER, Opel, Pontiac, Saab, Saturn и Vauxhall. В настоящее время в 7 европейских странах существуют около 10 производственных и сборочных заводов GM.
Если еще в 2007 году журналистам в чистом поле под Петербургом рекламировали, где будет стоять завод Toyota, а где GM, то в 2008 году уже можно посетить отстроенные корпуса двух заводов. Два мировых конкурента расположились как соседи и в Питере буквально рядом. Строятся новые дороги, новые ветки метро. Автомобильный кластер Петербурга после реализации заявленных на сегодняшний день планов будет производить 480 тыс. автомобилей. Кроме того, в соседней Ленинградской области Ford Motor Co. также уже заявила об увеличении своих мощностей с 75 тыс. до 125 тыс. машин в год.
Действительно, создается новый автопром России. Это революция в промышленности по сравнению с робкими попытками модернизации старых машиностроительных заводов. А еще хуже то, что некоторыми машиностроительными заводами пока владеют по сути «рейдеры», временщики, которые думают больше о росте капитализации активов без инвестиций в развитие и о скорейшей последующей выгодной продаже завода реальному собственнику, а не о созидательной деятельности, например, по модернизации литейного производства или созданию новых литейных цехов.
«Нам больше не нужно автозаводов. Нельзя всю экономику города настраивать на автопроизводство, — отметил на церемонии открытия завода Toyota вице-губернатор Санкт-Петербурга Юрий Молчанов. — Теперь для нас важнее привлечение производителей автокомпонентов». После открытия завода Toyota состоялась закладка завода по производству штампованных изделий для автопрома. Его на территории «Ижорских заводов» построит Магнитогорский металлургический комбинат. Кроме ММК о создании новых производств комплектующих в Петербурге и Ленинградской области уже заявили британская Stadco, американская Tenneco, канадская Magna и многие другие. Санкт-Петербургская ассоциация производителей автокомпонентов заявила о планах по размещению на нескольких площадках в городе кластера предприятий общей стоимостью свыше 1 млрд долл. Ждем и адекватного развития производства автомобильных отливок.
По предварительным итогам в 2007г. россияне купили 1,6 млн иномарок, из которых 700 тыс машин приходится на Москву. Темпы роста автомобильного рынка составляют от 40-45 млрд долл. По отношению числа автомобилей на единицу населения Россия отстает от Европы. Если в Германии, Италии 580 – 590 машин приходится на тысячу человек, в Польше 290 машин - на тысячу человек, то в России пока всего 150-160 машин - на тысячу человек. В тоже время Россия выходит на лидирующие позиции в Европе по продажам некоторых иномарок. Nissan, Toyota, Hyundai, Misubishi показывают рекорды по продажам.
PSA Peugeot Citroёn тоже построит собственный завод по производству автомобилей в Калуге. Автоконцерн уже официально сообщил о своем решении российским властям. Завод должен быть введен в эксплуатацию к 2010г. Компания будет производить на нем автомобили среднего класса, на которые приходится до 60% продаж всех автомобилей в России. Peugeot Citroёn также ставит своей задачей довести количество продаваемых в РФ автомобилей до 100 тыс./год к 2010г. и впоследствии - до 300 тыс./год. Французский концерн PSA Peugeot Citroёn и Министерство экономического развития и торговли РФ подписали соглашение о строительстве завода в России 10 июня 2007г.
Революционным событием в современной истории автопрома РФ и завода ВАЗ в 2007 году можно считать продажу 25% акций ВАЗа концерну Renault-Nissan. Появление стратегического иностранного партнера даст толчок для нового этапа развития отечественному предприятию. ВАЗ тоже имеет проблемы с поставкой качественных отливок.
Евгений Богданов, руководитель направления машиностроения и транспорта по России и СНГ A.T. Kearney Moscow., считает, что: «О действительно мощном автомобильном кластере можно будет говорить только когда в Петербурге будут производиться коробки передач, двигатели, элементы шасси». Все аналитики едины в необходимости срочного создания отечественного производства комплектующих для всех мировых марок автомобилей и естественно отливок (блок цилиндров, головка блока, вентилируемые тормозные диски, корпусов, коллекторов и т.д.).
Развитие российского рынка грузового транспорта тоже идёт по нарастающей. На сегодняшний день на российском рынке грузового транспорта доля внутреннего производства значительно превосходит долю импорта. Россия в
Nissan Motor Co. начнет производство автомобилей на своем заводе под Санкт-Петербургом в начале 2009 года. Первый камень будущего завода был заложен в пос.Парголово Выборгского района Ленинградской области 8 июля 2007г. Месяцем ранее, 13 июня 2007г., Министерство экономического развития и торговли РФ (МЭРТ РФ) и компания Nissan подписали соглашение о строительстве завода. Также было подписано инвестиционное соглашение между японской компанией и правительством Санкт-Петербурга. Завод будет построен в новой индустриальной зоне города. Проект предусматривает создание производства полного сборочного цикла, включая сварку, окраску и сборку кузовов автомобилей.
Российское правительство с целью поощрения иностранных инвестиций и защиты своего автопрома ввело 25-процентную пошлину на импорт автомобилей. В 2008 году РФ планирует вступить во Всемирную торговую организацию (ВТО), но, согласно уже подписанному соглашению, она имеет право на протяжении семи лет сохранить высокие таможенные пошлины. А это означает только одно: объем продаж иностранных автомобилей, собранных в России, будет расти очень быстрыми темпами (за первую половину 2007г. рост составил 100%). Продажи машин, собранных за границей, также растут, но не так быстро – лишь около 60% в год.
Именно этот факт вынуждает крупные иностранные автоконцерны, налаживать сборку автомобилей в России. Несмотря на далекие от идеала условия российского рынка, существует огромный риск того, что автомобильные концерны просто могут упустить предоставленную им возможность, отмечают эксперты.
Автозаводы России развиваются, в опережающем порядке быстро строятся принципиально новые, а отставание развития и модернизации литейного производство будет пожалуй главным сдерживающим фактором, не только локализации производства автокомпонентов, но и в целом темпов развития машиностроения, т.е. своеобразным «тормозом» всей экономики и роста ВВП. Стратегия диверсификации промышленности непосредственно зависит от модернизации базы машиностроения – литейного производства.
Использованная литература:
1. Буданов Е. Тенденции и перспективы развития производства автомобильных отливок в России. // Литейное производство . – 2007. - №10
2. Буданов Е. Опыт модернизации ведущего литейного производства Германии – завода Fritz Winter // Литейное производство. – 2005. - №5. – С.26-30.
3. Абрамов В.И., Хальфин Ф.Б. Современные формовочные линии по Сейатцу- процессу на ОАО «КАМАЗ-Металлургия». // Литейное производство . – 2007. - №10
4. Афонаскин А.В. Самая крупная опочная линия в Европе и эффективное
5. Голенков Ю. Производство тракторных отливок на Минском тракторном заводе. // Литейное производство . – 2007. - №10
6. Голенков Ю.В. Три проекта по Seiatsu-процессу для Mercedes-Benz концерна DaimlerChrysler. // Литейщик России. – 2007. – №9
7. Буданов Е., Мельников И. Опыт освоения автоматических линий HWS-Sinto для блоков цилиндров на заводе Luitpoldhütte, Германия. // Литейное производство . – 2007. - №10
8. Мельников И. Новое производство арматурных и других отливок по Сейатцу- процессу на заводе Odlewnie Polskie S.A. // Литейное производство . – 2007. - №10
9. Буданов Е.Н. Стратегический рынок – подъем и обновление российского автопрома. // Литейщик России. – 2007. – №9
10. Мельников И.А. Изготовление отливок для гидравлики на двух формовочных линиях HWS в компании Bosch Rexroth. // Литейщик России. – 2007. – №9
11. Шеремет А.Н. Самая производительная линия на заводах СНГ за последние 30 лет поставляется на Луганский литейно-механический завод. // Литейщик России. – 2007. – №9
12. Пестов А. Вакуум-пленочная формовка на Благовещенском арматурном заводе. // Литейное производство . – 2007. - №10
13. Информация сайта компании Tupy: www.tupy.com
14. Информация сайта компании HWS: www.wagner-sinto.de