

«Знание – результат соприкосновения с внешним миром», Мо-Цзы
Министр экономического развития и торговли РФ Эльвира Набиуллина 25.03.08. на заседании коллегии МЭРТ сообщила о планах промышленной сборки иномарок в России к
По различным оценкам специалистов автопрома можно смело утверждать, что автомобильные отливки наиболее выгодно и достаточно просто производить на современном формовочном и стержневом оборудовании в условиях любой страны мира и, конечно, России. Это позволит не только отвечать потребностям быстро растущего рынка автопрома, но и выполнять постановления правительства об освоении отечественных автокомпонентов для иномарок на 50% и более.

Отливки вентилируемых тормозных дисков (рис.1.) по значимости для автопрома находятся, пожалуй, на втором месте после блоков и головок блоков цилиндров [1-3, 8-15]. От качества литых дисков зависит не только безопасность и качество работы тормозной системы, но уровень биения рулевой системы, что также важно для безопасности и комфортности управления автомобилем.
Второй аспект заключается в том, что для новых автомобилей литых вентилируемых дисков нужно в 4 раза больше, чем отливок блоков двигателей. А с учетом их износа от тормозных колодок при реальном сроке эксплуатации автомобилей число дисков на одну машину возрастает до 20-30 штук, что обеспечивает огромный спрос на данные отливки, особенно если умножить на объемы мирового производства легковых и грузовых автомобилей – ок. 65 млн. автомобилей в 2005 году и почти 72 млн. автомобилей в 2007 году.
Таким образом, сложно переоценить важность производства качественных отливок вентилируемых тормозных дисков в автомобилестроении. Если в среднем на один новый автомобиль приходиться более 10 старых, и на них нужно как минимум один раз в год менять тормозные диски, то потребность в них составит около 3 млрд. штук отливок в год – прекрасная возможность для любого литейного цеха или завода принять участие в их изготовлении без дополнительных оценок рисков.
Самые известные автоконцерны, такие как, например, Mercedes и BМW, применяют исключительно тормозные диски, изготовленные в горизонтальных опочных формах АФЛ и, в основном, по современному мировому стандарту отрасли – Сейатцу-процессу. Для сравнения, АвтоВАЗ пока ставит на свои автомобили тормозные диски, отливаемые в вертикальных формах, что, конечно, идет вразрез с элементарными правилами технологии литейного производства. Каждый студент-литейщик МВТУ им. Н.Э.Баумана знает, что, осесимметричные отливки нужно отливать и располагать в горизонтальном положении, иначе разные условия заполнения по всем диаметрам отливки и, соответственно, затвердевания приведут к полной неравномерности в однотипных сечениях на разных углах. В этом случае даже после балансировки колес быстро наступит износ вентилируемых тормозных дисков, что приведет к биению рулевой системы, которое конструктора АвтоВАЗ смогут исправить только одним способом – перейти на нормальную мировую практику использования отливок горизонтальной формовки (опочной или безопочной по Сейатцу-процессу) [2].
«Умение спать – не пустячное дело: чтобы хорошо спать,
надо бодрствовать в течение целого дня», Ф.Ницше
Потенциальный рынок России около 150-200 млн. шт./год литых тормозных дисков. По прогнозу Федерального дорожного агентства, в 2015 году численность транспортных средств России составит 48,4 миллиона единиц плюс покупка и производство около 4 млн. новых легковых автомобилей в год. Замена дисков проводиться в среднем после пробега 30-
Повышение покупательной способности населения уже является локомотивом развития литейного производства с целью выполнения государственных планов по освоению отечественных автомобильных комплектующих до 50-70% - «рынок». А по отливкам нет никаких сомнений, что можно выйти на 100% долю отечественного производства. Конечно, это возможно только после модернизации литейных цехов путем внедрения современных автоматических формовочных линий по Сейатцу-процессу [3] и стержневых машин по Cold-Box-Амин-процессу [4, 11]. Опыт нужно перенимать у лидеров по производству тормозных дисков.

Компания Brembo S.p.A. в год производит до 30 млн. дисков – мировой лидер из Италии в области разработки и производства высокоэффективных тормозных систем и компонентов для легковых автомобилей, коммерческого транспорта и мотоциклов. С 1960 года Brembo разрабатывает тормозные системы для сборочных автозаводов мира, рынка автозапчастей и автоспорта.
Продукция Brembo S.p.A. представлена на 3 континентах, марка Brembo служит гарантией качества для жителей 80 стран мира. Заводы компании размещены в 11 странах (рис.2.). В компании работает около 5700 сотрудников, 9% из которых – технические специалисты, занимающиеся разработкой и совершенствованием тормозных систем. Оборот Brembo за 2005 год составил 711,6 млн. Евро. Показатель эффективности производства №2 – 125 тыс. Евро на одного сотрудника Brembo в год.
Научные исследования и совершенствование технологий приоритетны в деятельности Brembo и 6,5 % инвестиций вкладывается в научную сферу. Богатейший технологический опыт и высочайшие исследовательские возможности позволяют компании создавать надежные тормозные системы, превосходящие самые высокие современные стандарты качества и безопасности (рис.3.). Тормоза Brembo используют команды «Формулы-1», Indy, Nascar, Rally, а также почти все лучшие команды мотоспорта. Тормозные системы Brembo поставляются на заводы Mercedes, Lancia, Nissan, Chrysler, а также Maserati, Ferrari, Lamborghini Jaguar Audi Alfa Romeo, Fiat, Lotus, Subaru (рис.4). Автомобили Porsche на 100% комплектуются тормозными системами Brembo.
В гонках "Формулы 1", где тормозная система испытывает запредельные нагрузки и тормозной диск во время работы накаляется до 500 градусов, используется именно продукция Brembo. В частности, тормозная система Brembo установлена на болид Ferrari Михаэля Шумахера. Brembo предлагает специальную спортивную программу тормозных дисков, суппортов и тормозных цилиндров для спортивных автомобилей и автомобилей класса «Формула 3», «Формула 1600» и др. Высокое качество продукции Brembo не раз подтверждалось победами команд в чемпионатах по авто и мотоспорту. Изделиями Brembo были оборудованы автомобили и мотоциклы всего мира, сумевшие победить более чем в 120 чемпионатах. Тормозами Brembo оснащаются команды «Формулы-1»: Benetton, Ferrari, Jordan, Minardi, Prost, Sauber, а также команды Indy, NASCAR и Rally.

«Гений может положить начало: довершить
дело должен терпеливый труд», Х.МАНН
В 2004 году итальянский концерн Brembo начал строительство своего 3-го завода в г. Даброва Горница, Польша (рис.2.). Завод был построен в рекордное время - менее чем за год. На сегодняшний день литейный завод Brembo в Польше является одним из самых технологически продвинутых в Европе. В рамках этого проекта в 2005 году на заводе была установлена высокопроизводительная формовочная линия по Сейатцу-процессу на базе формовочной машины ZFA-SD6 (производительная мощность 240 ф/ч) от ведущего мирового производителя формовочного оборудования HWS–Sinto, Германия (рис.5,6). Размеры опок новой линии 1120x1100x300/250 мм.

АФЛ является «сердцем» литейного цеха, поэтому и было выбрано формовочное оборудование высшего качества немецкое машиностроения [5]. Плюс к техническому уровню качества узлов линии был более важен и выбор самого современного способа уплотнения форм для автомобильных ответственных отливок – выбран Сейатцу-процесс. Другие способы уплотнения форм как встряхивание или нижнее прессование можно считать давно морально устаревшими. Для получения, например, высоких «болванов» или узких «карманов» в форме нельзя обойтись без предварительного уплотнения воздушным потоком.
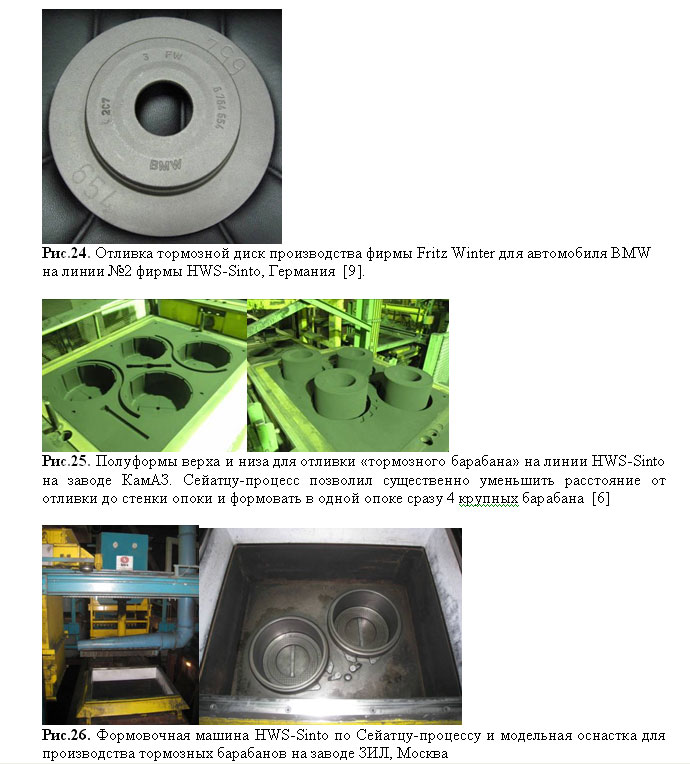
Хороший пример – производство отливок тормозных барабанов. Так на КамАЗ [6] в одной форме по Сейатцу-процессу изготавливают сразу четыре барабана с минимально возможным расстоянием между отливками и до стенки опок, что было невозможно последние 30 лет, когда использовался другой способ уплотнения форм. Отливки тормозных барабанов характерный пример для сравнения различных способов получения разовых песчаных форм – они имеют высокий «болван», минимальную толщину стенки (исключены смешения отпечатков полуформ и их повреждения), минимальные боковые уклоны и т.д. Выполнение технических требований при изготовлении качественных отливок типа тормозных барабанов сегодня возможно только с использованием предварительного уплотнения воздушным потоком, а также обеспечивает эффективность производства за счет максимального числа отливок в одной форме.
Итальянский концерн Brembo сделал правильный экономически и технологически обоснованный выбор способа уплотнения форм и соответствующее немецкое оборудование для эффективной реализации данного способа. Для менее ответственных операций по транспортировке смеси используется оборудование итальянских фирм. Многие узлы системы смесеприготовления для нового цеха были куплены у итальянских производителей, но «сердце» литейного цеха – формовочную линию и самые ответственные машинные агрегаты приобрели у ведущего немецкого производителя формовочного оборудования, фирмы HWS-Sinto. Используемый для уплотнения песчано-глинистых форм метод Сейатцу фирмы HWS-Sinto многими профессионалами литейной промышленности сегодня признан современным мировым стандартом уплотнения форм по ПГС, особенно для производства автомобильных отливок [7].
Первыми заказчиками на литые вентилируемые диски после ввода линии HWS-Sinto и прохождения тестовых производственных испытаний на соответствие всем техническим и этологическим требованиям стали такие автогиганты как Audi, DaimlerChrysler, Fiat, Land Rover, PSA, Volvo, Iveco, Cargo Bull. Новый литейный завод оснащен по последнему слову техники и, кроме того, имеет очень выгодное стратегическое расположение в центре Европы.
Компания Brembo удваивает свои мировые продажи каждые 4 года, а контроль над тормозными системами в сфере «Формулы-1» полностью принадлежит ей. В числе интересных предложений, адресованных рынку можно отметить немало заимствований из мира спорта. Например, система Easy Check, позволяющая визуально отследить степень износа тормозного диска, пришла в серию из гонок «24 часа Ле-Мана». Клиентами компании являются фактически все мировые автопроизводители.
Поставки бренда на вторичный рынок отличаются от конкурентов тем, что полностью повторяют заводские стандарты, без упрощений и компромиссов. В России компания пока не планировала строить завод или штурмовать первичный рынок. Сфера ее интересов – вторичный рынок, профессиональный тюнинг и спорт. Среди интересных особенностей бренда хочется отметить то, что, по словам представителей компании, его фактически не подделывают, в том числе и в России. Так, каждый тормозной диск имеет индивидуальную маркировку, позволяющую полностью отследить его происхождение (рис.7.).
Еще в начале семидесятых фирма Brembo являлась пионером в разработке и применении технологии дискового торможения для мотоциклов. Сегодня это фирма с огромным опытом, производящая компоненты тормозных систем для автомобилей, произведенных в Японии, США и Европе. С момента рождения фирма разработала и произвела более 900 типоразмеров тормозных дисков. Все диски производятся со строжайшим контролем качества на заводах Brembo в Европе и Северной Америке.
История развития Brembo. Компания Brembo появилась в начале 60-х годов прошлого столетия, когда автомобиль из предмета роскоши стал превращаться в средство передвижения, доступное для большинства европейцев. Компания развивалась стремительными темпами и в 1975 году глава компании Ferrari Энцо Феррари доверил Brembo производство тормозных систем для спортивных автомобилей. Очень быстро Brembo также завоевали лидерство среди производителей тормозных систем для гоночных мотоциклов. В 1975 году в Brembo работало уже 146 сотрудников, а оборот компании составлял 2,8 млрд. лир.
1980-е годы. Одним из достижений Brembo в этот период стало создание первых суппортов из алюминия. Ведущие мировые производители автомобилей, в том числе Porsche (до сих пор на 100% комплектуется тормозами Brembo), Mercedes, Lancia, BMW, Nissan, Chrysler стали использовать новые суппорты итальянского концерна. В 80-е годы Brembo начали свою экспансию на рынок грузопассажирских автомобилей. Компания стала ведущим поставщиком Iveco, Renault и Mercedes. 1983 году в компании работало 335 сотрудников. Оборот составлял 51 млрд. лир.
В 1995 году, благодаря сплоченной работе команды Brembo, компания стала котироваться на Миланской фондовой бирже. Количество сотрудников Brembo в этот период достигло 1115, а обороты составили 331 млрд. лир. 2000 год ознаменовался для Brembo рядом успешных финансовых операций и подписанием серии крупных соглашений. В Бразилии концерн приобрел 100% акций компании-производителя тормозных дисков "Alfa Real Minas".

Были созданы совместные предприятия в Бразилии с компанией Alfa Real Minas, в Южной Африке с ZF Group Сompany Lemforder и South-African Сompany Autoindustrial. Совместное предприятие в Йоханнесбурге контролирует чугунолитейный цех по изготовлению тормозных дисков, цех горячей обработки стали, а также цех механической обработки компонентов. Позже Brembo взяла под свое крыло компанию AP Racing Limited, которая базируется в Англии и занимается производством тормозных систем, сцеплений для гоночных автомобилей, а также их тюнингом.
В целях развития своего влияния в области мотоциклов, Brembo приобрела 70% компании Marchesini. Тогда же Brembo подписала соглашение с Swedish group SKF, на развитие системы Brake-by-Wire systems, предназначенной для автомобилей высшего качества. Новая система полностью заменила уже привычную гидравлическую систему. Последнее совместное предприятие было создано в Китае с Yuejin Motor Group по производству тормозных систем для автомобилей и легких грузовиков.
В системах High Performance (HP) воплощено несколько ноу-хау Brembo:
-литые тормозные диски изготавливаются из высокоуглеродистого чугуна, что делает их максимально надежными и продлевает срок службы;
-для защиты от коррозии диски покрываются слоем цинка;
-диски отливаются с перфорацией (отверстиями) либо насечками, что обеспечивает рассеивание высокой температуры и газов, которые выделяются в процессе торможения при соприкосновении колодок и ротора тормозного диска, а также помогает чистить и освежать поверхность колодок (рис.8.);

«Кто решился действовать, тому обычно сопутствует удача.
А кто только и делает, что рассуждает обо всем и медлит,
вряд ли окажется победителем», Геродот.
В 2000 году на заводе Mercedes концерна DaimlerChrysler AG устанавливается формовочная линия фирмы HWS-Sinto по Сейатцу-процессу ZFA-SD6 с размером опок 1120x1080x250/250 мм и производительностью 180 комплектных форм в час [8]. И в ноябре 2003 года Brembo подписала контракт с компанией DaimlerChrysler AG в целях создания совместного предприятия по производству тормозных дисков. Компания Brembo имеет развитую сеть производств и заводов.
"Brembo Group" в настоящее время представляет собой интернациональную компанию с главным офисом в г. Карно (Италия) и филиалами в Великобритании, Испании, Швеции, США, Мексике, Японии, Бразилии. Компания располагает четырьмя крупными центрами, ведущими исследования в области основной деятельности компании.
"Brembo Group" ведет свою деятельность по трем основным направлениям:
выпуск комплектующих для поставки на конвейер заводов-производителей автомобилей, обеспечение рынка запчастей своей продукцией и совершенствование литейного производства для автомобилестроения.
В январе 2005 Brembo стал поставщиком Harley Davidson с площадкой 2006 VRSCR-Streetrod. Сотрудничество с легендарной компанией позволило Brembo укрепить свои позиции на американском рынке. В июле 2005 Brembo и SIMEST заключили соглашение о создании нового совместного предприятия в Китае. 60% акций принадлежит Brembo, 40% - компании SIMEST. Специализация предприятия, находящегося рядом с Пекином - производство компонентов тормозных систем для крупнейших автопроизводителей Евразии. Ожидаемый доход - 20 млн. евро в год. Такое производство можно создать и в России, особенно если на первом этапе выбрать только производство отливок для тормозных систем, а только затем перейти к полномасштабному производству систем в сборе.
Компания Brembo, выпускающая тормозные системы, является поставщиком оригинальных деталей на сборочные конвейеры ведущих производителей автомобилей (рис.9.). Основное направление деятельности компании - это разработка и поставка эксклюзивных тормозных систем для таких автомобилей, как Porsche и Ferrari, где нужны неординарные решения и новейшие технологии. BMW оснащает свои мотоциклы тормозными системами Brembo. Отличительная черта фирмы - полный комплекс производства, от собственного литья заготовок до тестовых испытаний готовой продукции, что позволяет строго контролировать все необходимые параметры изделий.

Но не стоит считать опыт Brembo единственным положительным примером, ведь есть большое число литейных производств в мире, где адекватно относятся к производству качественных автомобильных отливок и в частности рассматриваемых тормозных дисков. И соответственно все литейные заводы мирового автопрома имеют богатый технологический опыт и его нужно перенимать отечественным предприятиям для скорейшего выхода на мировые стандарты качества отливок.
Вентилируемые тормозные диски, а также тормозные барабаны - выпускаются на линиях фирмы HWS-Sinto по Сейатцу-процессу на многих других заводах мира, например:
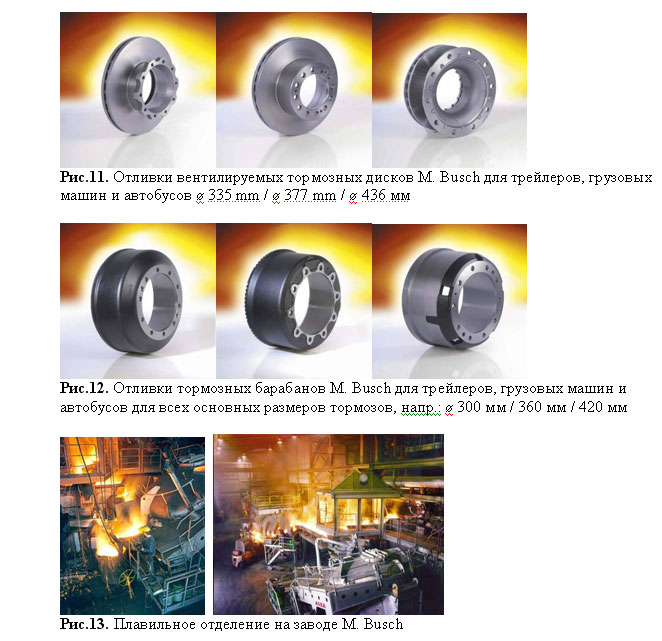
- M. Busch GmbH, г. Мешеде, Германия. Опока 1300x800x250/450 мм (120 ф/ч) и 2 линии. с опокой 1120х1080х350/250 мм (300 ф/ч)- 3 линии фирмы HWS-Sinto
- VOLVO Powertrain Corporation, г. Скёвде, Швеция. Опока 870x870x250/250 мм, 200 ф/ч, линия HWS-Sinto
- ПО «ЗИЛ», Москва, Россия. Опока 1150x900x350/350 мм, 40 ф/ч., формовочный автомат HWS-Sinto
- DaimlerChrysler AG, г. Унтертюркхайм, Германия. Опока 1120x1080x250/250 мм, 180 ф/ч, 3 линии по Сейатцу-процессу фирмы HWS-Sinto [8]
- КамАЗ, Набережные Челны, Татарстан. Опока 1500x1100x400/400 мм, 70 ф/ч и 1100x750x300/300 мм, 100 ф/ч, 2 линии HWS-Sinto [6]
- PSA Peugeot Citroën, г.Домпьер-сюр-Бебр, Франция. Опока 800x700x220/220 мм, 260 ф/ч, 2 линии HWS-Sinto
- Fritz Winter, Стадталлендорф, Германия. Опока 1120x1080x350/250 мм, 250 ф/ч, 3 линии HWS-Sinto [9]
- Weifang Haoxin ConMet Mechanical Products Co., Шандонг, Китай. Опока 1200x800x350/350 мм, 120 ф/ч, запуск линии HWS-Sinto – 2008 год.
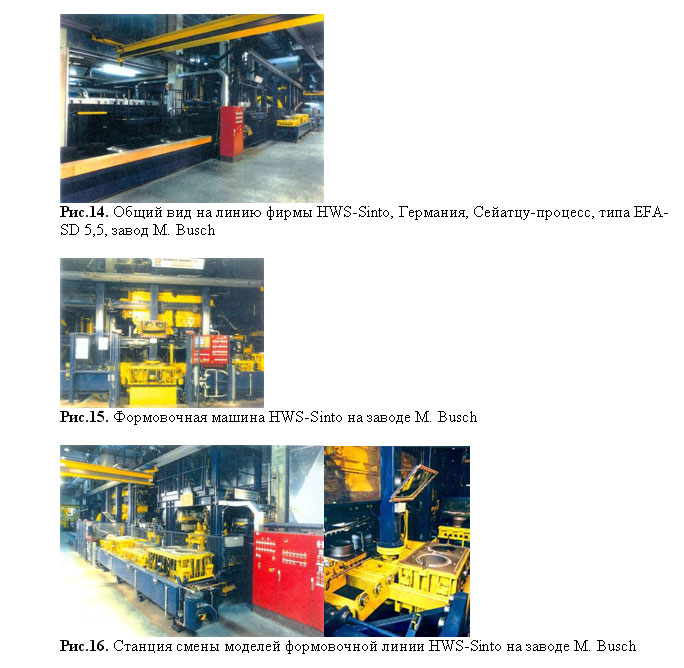
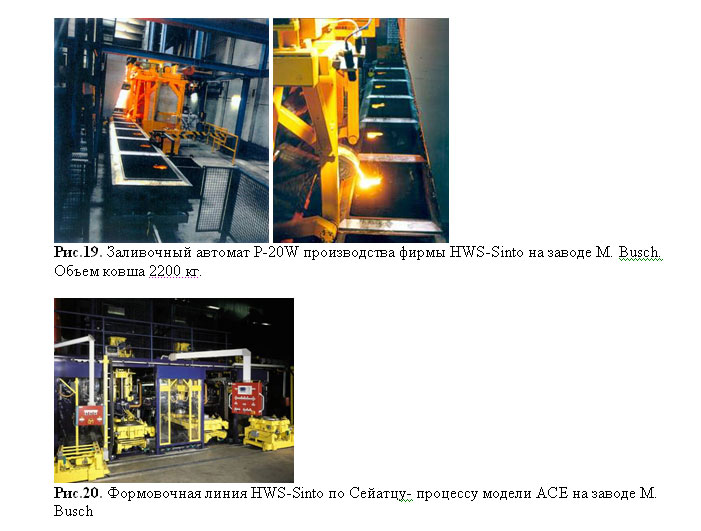
Завод M. Busch, Германия (рис.11-12.). Работает несколько формовочных линий по Сейатцу-процессу- одна с размером опок 1300x800x250x450 при производительности 120 ф/ч (рис.14-15.) и 2 линии с размером опок 600x600x225/225 мм и производительностью 300 форм в час (рис.20.). M. Busch- очень динамично развивающаяся компания, ее оборот в

Литейная линия №1 на заводе M. Busch.
Формовочная линия EFA фирмы HWS-Sinto. Время цикла 30 с = 120 форм/ч. Оптимальный вес заливки
Мин. толщина стенки
Линии №2-№3 на заводе M. Busch.
Формовочная линия ACE фирмы HWS-Sinto. Время цикла 12 с = 300 форм/ч. Оптимальный вес заливки

СЕЙАТЦУ – способ уплотнения воздушным потоком с последующим прессованием. Пространство модельной оснастки, состоящее из подмодельной плиты, опоки и наполнительной рамы, заполняется необходимым количеством формовочной смеси путем открывания жалюзийных затворов бункера-дозатора. Затем бункер-дозатор передвигается под ленточный питатель запасного бункера смеси, а прессовая головка одновременно встает над пространством формы.
Стол машины поднимается и давит держатель подмодельной плиты с опокой и наполнительной рамой к прессовой головке таким образом, что все пространство формы становится герметично закрытым. Затем на короткое время открывается клапан воздушного потока. Воздушный поток проходит формовочную смесь от контрлада в сторону модели и уходит через венты в держателе подмодельных плит или в самой подмодельной плите. Дополнительное прессование сверху многоплунжерной головкой совершает окончательное уплотнение формы. Во время процесса уплотнения бункер-дозатор снова заполняется смесью. Протяжка модели из формы происходит путем опускания стола машины, в то время как бункер-дозатор смеси и прессовая головка передвигаются в исходное положение.
«Кому не хватает решительной воли – не хватает ума»,
«Не думать надобно, а делать дело», У.Шекспир
Преимущества Сейатцу-процесса – уплотнение форм воздушным потоком с последующим прессованием на заводах M. Busch GmbH, Германия; VOLVO Powertrain Corporation, Швеция; ПО «ЗИЛ», Россия; DaimlerChrysler AG, Германия; КамАЗ, Татарстан; PSA Peugeot Citroën, Франция; Fritz Winter, Германия; Weifang Haoxin ConMet Mechanical Products Co., Китай :
· Равномерно высокая твердость формы является предпосылкой для изготовления отливок высокой размерной точности. Сравнение между встряхиванием с подпрессовкой и Сейатцу наглядно показывает более равномерную по объему твердость формы.
· Меньше стержней. Во многих местах форм возможна формовка сложных контуров моделей и крайних болванов из-за равномерной твердости формы.
· Уменьшение формовочного уклона. Расход металла и затраты на механическую обработку отливок уменьшаются по причине уменьшения формовочных уклонов на 0,5 о и меньше (иногда без уклонов).
· Лучшее использование плоскости разъема отливками. Возможно более плотное расположение моделей на подмодельной плите, т.к. допускаются меньшие расстояния между моделями и опокой- больше отливок в одной форме.
· Уменьшение затрат на очистку и окончательную обработку отливок. Это обусловлено тем, что способом Сейатцу производятся высококачественные отливки с равномерным качеством в серии, с прекрасной поверхностью, точные по размерам и почти без брака поверхности, заусенцев и т.д.
· Сейатцу- гуманная технология. Воздушный поток полностью заменяет встряхивание, поэтому уровень шума снижается ниже отметки 85дБ(А). Способ Сейатцу работает без динамических нагрузок на фундамент. Это значит: снижение затрат на фундамент, уменьшение повреждений и снижение затрат на техобслуживание.
· Нет износа моделей, так как воздушный поток по поверхности модели создает эффект "псевдосмазки"
«Читать не размышляя – все равно,
что есть не переваривая», Э.БЕРК
Литература:
- Буданов Е.Н. Стратегический рынок – подъем и обновление российского автопрома. // Литейщик России. – 2007. – №9
- Буданов Е.Н Модернизация литейного производства на бразильском заводе- пример для автопрома России. // Литейное производство. – 2008. - № 1
- Буданов Е., Мельников И. Опыт освоения автоматических линий HWS-Sinto для блоков цилиндров на заводе Luitpoldhütte, Германия. // Литейное производство . – 2007. - №10
- Буданов Е.Н. Сотрудничество фирмы Laempe с литейными заводами концерна Georg Fischer AG // Литейщик России. – 2007. - №5
- Буданов Е. Возможности литейного машиностроения Германии для модернизации предприятий России // Литейное производство. – 2006. – №1
- Абрамов В.И., Хальфин Ф.Б. Современные формовочные линии по Сейатцу- процессу на ОАО «КАМАЗ-Металлургия». // Литейное производство . – 2007. - №10
- Афонаскин А.В. Самая крупная опочная линия в Европе и эффективное
- Голенков Ю.В. Три проекта по Seiatsu-процессу для Mercedes-Benz концерна DaimlerChrysler. // Литейщик России. – 2007. – №9
- Буданов Е. Опыт модернизации ведущего литейного производства Германии – завода Fritz Winter // Литейное производство. – 2005. - №5. – С.26-30.
- Попов А., Модернизация литейного производства автомобильной промышленности Японии. // Литейное производство. – 2007. – №4
- Попов А., Стержневые центры фирмы Laempe на автомобильных концернах Японии// Литейное производство. – 2007. – №3
- Доценко П., Попов А. Модернизация литейного производства японского концерна Mazda Motor Co. // Литейное производство. – 2006. – №9
- Шеремет А.Н. Самая производительная линия на заводах СНГ за последние 30 лет поставляется на Луганский литейно-механический завод. // Литейщик России. – 2007. – №9
- Буданов Е. Тенденции и перспективы развития производства автомобильных отливок в России. // Литейное производство . – 2007. - №10
- Голенков Ю. Производство тракторных отливок на Минском тракторном заводе. // Литейное производство . – 2007. - №10
- Интернет-сайт фирмы Brembo www.brembo.com
- Интернет-сайт фирмы M. Busch www.m-busch.de
- Интернет-сайт фирмы Laempe GmbH: www.laempe.com
- Интернет-сайт фирмы Heinrich Wagner Sinto Maschinenfabrik GmbH (HWS): www.wagner-sinto.de