

Российские железные дороги являются второй по величине транспортной системой мира, уступая по общей длине эксплуатационных путей лишь США (табл. 1). Реализация Стратегии развития железнодорожного транспорта в РФ будет способствовать превращению железнодорожного транспорта РФ из фактора возможного риска ограничения роста российской экономики в источник ее устойчивого развития. В основе принятой Стратегии развития лежат, например, следующие принципы - эффективно функционирующий железнодорожный транспорт является обязательным элементом обеспечения конкурентоспособности страны; опережающее развитие и модернизация железнодорожной сети являются инфраструктурной основой социально-экономического роста России; повышение уровня безопасности функционирования железнодорожного транспорта является важнейшим государственным приоритетом развития и модернизации отрасли, научных исследований и текущей эксплуатационной работы. Актуальность задач литейщиков РФ гарантировать качество и рост производства Ж.Д. отливок не может вызывать сомнений.
По минимальному варианту прогноза развития России к 2030 году прогнозируется увеличить объем грузовых перевозок в 1,46 раз до 1970 млн. тонн от уровня 2007 года [1]. При реализации намеченных планов по этому варианту грузооборот прогнозируется в объеме 3050 млрд. тонно-км, пассажирооборот вырастет в 1,16 раза и превысит 202 млрд. пасс.-км. Мощный импульс получит развитие скоростного пассажирского сообщения (со скоростью до
В период до 2030 года будет организовано производство подвижного состава нового поколения с увеличением нагрузки на ось, а соответственно с повышенными требованиями к основным отливкам для Ж.Д. тележек грузового вагона и стрелочным рельсовым переводам.
Целевые параметры грузовых вагонов включают: осевые нагрузки 27 - 30 тонно-сил; скорости до 140 км/час; применение платформ с раздвижными колесными парами для контейнерных перевозок; создание специализированных вагонов для маршрутных поездов с нагрузками 27 - 30 тонно-сил/ось и 8,5 - 9,5 т/м; увеличение наработки грузового вагона на отказ на 30 - 40 процентов; создание платформы для скоростной перевозки контейнеров; ресурс бандажей не менее 600 тыс. км; использование вагонов с кузовом из алюминиевых сплавов. В соответствии с минимальным вариантом прогноза развития к 2030 году необходимо построить
Высшими приоритетами обладают реконструкция действующих и строительство технологических линий, обеспечивающих растущие потребности экономики в перевозках и не допускающих инфраструктурные ограничения экономического развития Российской Федерации и регионов. Приоритет в очередности строительства грузообразующих линий определяется сроками промышленного освоения новых месторождений полезных ископаемых и развития промышленных зон. В сфере производства грузовых вагонов - в необходимости снижения стоимости жизненного цикла продукции за счет увеличения надежности узлов и совершенствования конструкции вагонов - поэтапное увеличение межремонтного пробега грузового вагона до 500 тыс. км (на первом этапе) и до 1 млн. км.

Стрелочные литые переводы (рис.1), являющиеся неотъемлемой частью железнодорожной инфраструктуры, представляют также один из слабых компонентов пути. Они сложны, подвержены отклонениям геометрических параметров и повреждениям в эксплуатации, поскольку их конструкция включает движущиеся части и крестовину, на которые воздействуют высокие динамические нагрузки. Это удорожает их техническое обслуживание и ремонт, обусловливает высокие расходы на текущее содержание пути. С отказами стрелочных переводов связаны частые нарушения движения поездов, наиболее характерными проблемами являются неправильное положение остряка и замыкание рельсовых цепей. Так, в прошлом году неисправный стрелочный перевод стал причиной крушения скоростного пассажирского поезда со 180 пассажирами на северо-западе Англии (рис.2). На скорости около

В условиях России, с ее протяженностью железных дорог, развитие литейного производства эти ответственных высоконагруженных отливок является крайне актуальным. Для информации: Россия занимает первое место в мире по протяженности электрифицированных железных дорог - более 44 тыс. километров (общая протяженность железнодорожных путей - более 85 тыс. километров). Второе и третье места по этому показателю занимают Китай и Германия, имеющие более 24 тыс. и 21 тыс. километров электрифицированных дорог соответственно. Огромный потенциал для производства отливок стрелочных переводов для литейных заводов налицо, тем более что железнодорожный сегмент будет одним из приоритетных для инвестиций в российское машиностроение.
Стрелочный перевод (рис. 3) — это устройство, установленное в пути рельсового, а в общем случае и других видов направленного транспорта, служащее для разветвления путей таким образом, что в зависимости от положения обеспечивается пропуск подвижного состава между некоторыми двумя из неразветвлённых участков пути с противоположных сторон, которые присоединены к стрелочному переводу. Для правильного ведения стрелочного хозяйства вопросы о сроках службы элементов стрелочных переводов, о создании долговечных, износоустойчивых и экономичных конструкций отливок стрелок и крестовин приобретают огромное значение.
Крестовины. Отливки крестовин — это элементы пути, предназначенные для пересечения рельсовых нитей под некоторым углом. Различают крестовины без подвижных частей, по которым движение подвижного состава возможно по любой из рельсовых колей в любое время, и крестовины с подвижными элементами, которые должны переводиться одновременно со стрелками, и движение по которым возможно только по той колее, на которую переведена крестовина. Крестовины с подвижными элементами вместе с приводами в целом дороже как в изготовлении, так и в эксплуатации, зато позволяют обходиться без контррельсов и без разрыва рельсовой колеи, который неизбежен в неподвижных крестовинах в тех местах, где траектория гребня колёс пересекает рельсовую нить другого направления. За счёт этого крестовины с подвижными элементами позволяют достигать гораздо большей плавности прохождения подвижного состава и уменьшать ударные нагрузки, а значит — и повышать допустимые скорости
Срок службы отливок стрелок и крестовин до последнего времени был недопустимо мал. На некоторых грузонапряженных участках отдельные углеродистые крестовины служили не больше месяца и в среднем по сети не больше года. В настоящий момент внедрение высокомарганцовистых крестовин уже дало свои положительные результаты.
Срок службы высокомарганцовистых отливок крестовин в настоящий момент увеличился во много раз. Однако он значительно меньше срока службы рельсов в пути. Износ стрелок и крестовин представляет собой сложный физико-химический процесс, протекающий на поверхностях их контакта с колесами подвижного состава, и зависит от очень многих факторов, которые можно свести к трем основным группам.
К первой группе относятся факторы, зависящие от качества металла, его износоустойчивости. Износоустойчивость металла определяется его химическим составом и механическими свойствами (пределом текучести, пределом прочности, твердостью, способностью воспринимать наклеп и др.).
Вторая группа факторов определяется конструкцией и типом стрелок и крестовин. Решающее значение в этой группе факторов имеет монолитность и устойчивость конструкций стрелок и крестовин, очертание изнашиваемых частей, качество изготовления и сборки на заводе.
Третья группа факторов определяется условиями эксплуатации. Основными из них являются: качество укладки и содержания стрелочных переводов в период эксплуатации, качество основания (земляного полотна, балласта, переводных брусьев), скорость движения, обращающиеся нагрузки и др.
Производство отливок стрелочных переводов
для железных дорог США, Японии и Китая
Уже на протяжении многих лет крестовины и стрелочные переводы производят методом вакуумно-пленочной технологии на литейных формовочных линиях, например, на 4-х крупных предприятиях различных стран мира:
1. Daido castings
- Railproducts Seattle, США (сегодня принадлежит железнодорожной компании Nortrak), 1 формовочная линия по V-процессу
- Frog Switch, США (с
- Shang Hai Guan Bridge & Beam Factory, Китай (с
Стоит заметить, что эти изготовители работают для нужд рынков с очень разветвленной сетью железных дорог. При этом, к примеру, скорость движения поездов в Японии самая высокая в мире, а в США развес вагонов вероятно самый большой.
Компания Daido Castings, Япония
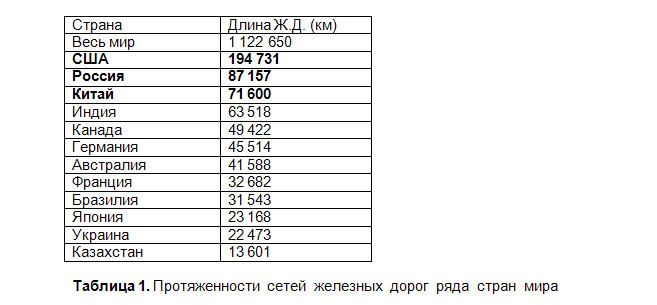
Компания Daido Steel Co., Ltd. была основана в 1916 году под именем Electric Steel Manufacturing Co., Ltd. и первоначально занималась производством легированной и инструментальной стали [2]. Сейчас основным направлением деятельности является производство высококачественных отливок из марганцовистой и др. типов сталей (в том числе для нужд железных дорог) при использовании самого современного оборудования (рис. 4). В компании занято 3.634 сотрудников, ее ценные бумаги выставлены на Токийской и Нагойской фондовых биржах. Основными заказчиками Daido являются NISSAN MOTOR CO., LTD., HONDA MOTOR CO., LTD., DENSO CORPORATION, Mitsubishi Heavy Industries, Ltd., IHI Corporation.
Производство деталей для железных дорог Японии. Железнодорожные переводы из марганцовистой стали обеспечивают безопасность движения сверхскоростных пассажирских экспрессов в Японии. 90% всех стрелок и стрелочных переводов на железных дорогах страны восходящего солнца были произведены компанией Daido, что говорит о высшей степени доверия и надежности выпускаемой продукции. Высокоскоростные стрелочные переводы дают потенциал современным поездам двигаться еще быстрее благодаря существенно сниженному уровню вибрации и шума.
Производство отливок из специальных стальных сплавов в песчаных формах.
Для производства высокоточных стальных отливок используются два формовочных процесса:
- Формовочный процесс на базе органических самотвердеющих смол для малых серий
- Вакуумно-пленочная технология концерна Sinto для массового производства (формовочная линия была установлена еще в 1977 году, формы имеют размер опок 6700х780х310/350 мм)
Для производства стальных отливок высочайшего качества на заводе также установлено самое современное плавильное оборудование – вакуумные индукционные печи и др.
Подразделения Daido Steel Co., Ltd., занимающиеся стальным литьем- Daido Special Castings Co., Ltd. и Daido Precision Parts Co., Ltd. в апреле 2002 года были объединены под именем Daido Castings Co., Ltd., которая на сегодняшний день является синонимом качества компонентов железнодорожного тематики. Общий объем производства на одном из заводов (Chita Plant) с момента его открытия составил уже 50 млн. тн!
Сферы деятельности. Специальная сталь – отливки для ж/д строительства, автомобилестроительной промышленности, электрооборудования и др.
Высокоточные отливки отличного качества поставляются на заводы во многие страны мира в основном через международную сеть торговых компаний, в том числе и за океаном - сначала в 1965 году было открыто отделение в Нью-Йорке, США. Это подразделение стремительно развивалось и в 1983 году получило название Daido Steel (America), Inc. В 1981 году было также основано 5 отделений в Сингапуре и Тайване, которые играют значительную роль на рынке юго-восточной Азии. Благодаря представительствам удается постоянно расширять экспорт за океан различной продукции, включающей в себя не только детали из стали, но также специально спроектированные станки, промышленные установки, изделия после металлообработки, изделия из цветных металлов.
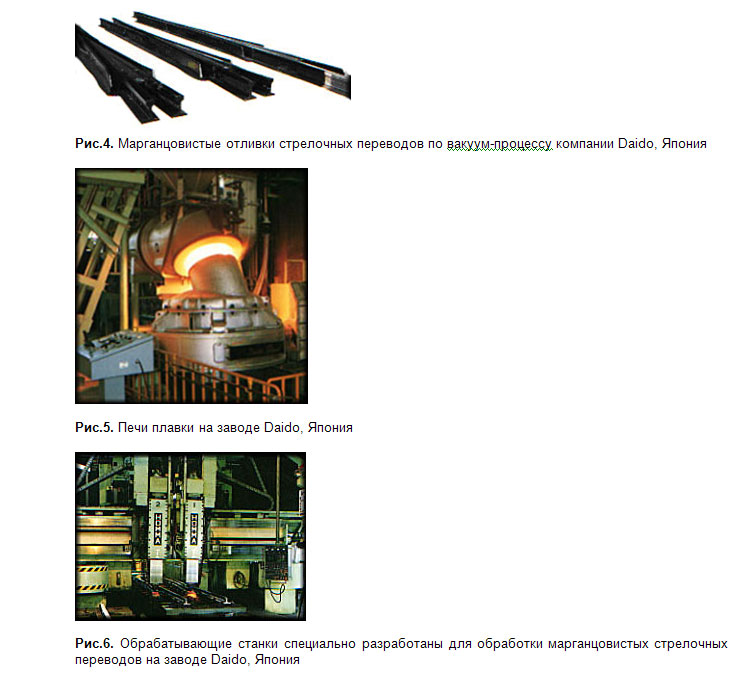
Современные плавильные системы для производства высококачественной нержавеющей стали фирмы Daido гарантируют признание его лидером в производстве высококачественной нержавеющей стали благодаря недавно разработанным печам плавки по методу AOD в сочетании с системой вакуумной дегазации, что в итоге позволяет соответствовать самым высоким стандартам техники (рис.5-6). Система обеспечения качества гарантирует высокую надежность конечной продукции у клиента. Для Daido обязательным является обеспечение наивысшего качества сырья, что позволяет конечной продукции заказчика соответствовать всем требованиям, предъявляемым к ним. Такая политика заставила ввести систему неразрушающего контроля, а также систему измерения отливок и другие параметры контроля.
Благодаря превосходной прочности и антикоррозийным свойствам при высоких температурах, специальные сплавы от Daido широко используются как основной конструкционный материал в производстве литых деталей реактивных двигателей (рис.7). В итоге инженерам Daido удалось сократить размер зерна сплавов, используя технику изотермической штамповки для производства еще более надежного сырья для таких компонентов реактивных двигателей, как вращающийся вал, лопатки двигателя, кольцевые уплотнители – деталей, которые должны обладать высоким пределом усталости.
Сверхпрочные стальные сплавы для аэрокосмической промышленности. На Daido в сотрудничестве с Nissan Motor Co. Ltd. были разработаны сверхпрочные стальные сплавы NT150-4, для использования в твердотопливных ускорителях для ракет H2. Эта сталь известна своими превосходными свойствами, высокой ударной прочностью и надежностью, которые явились результатом тщательного приготовления и последующего улучшения свойств сплава.
Компания NORTRAK, США
Nortrak может с гордостью назвать себя ведущим производителем и поставщиком для всех рельсовых дорог Северной Америки, а также всех компонентов к ним. Являясь технологическим лидером в производстве железных дорог, Nortrak имеет возможность предлагать технологии, которые не может предложить никакой другой поставщик или производитель в Северной Америке. Nortrak является частью группы VAE, самого крупного в мире производителя деталей для железных дорог и компании Voest Alpine Railway Systems. Вся продукция сертифицирована по стандартам ISO 9001.
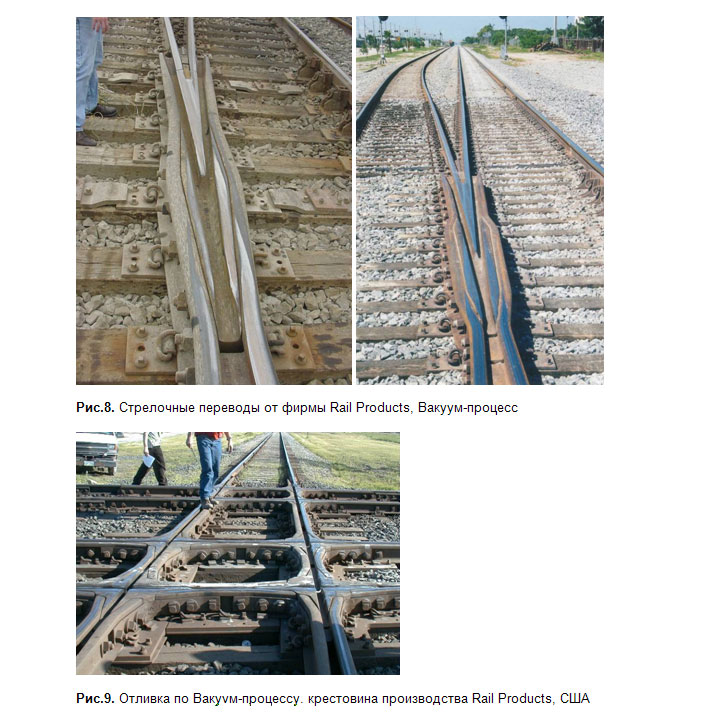
На заводах Nortrak поставляет железнодорожные рельсы и стрелочные переводы от самых маленьких до особенно крупных, а также устройства для крепления, стыковые накладки, рельсовые прокладки и др. (рис.8-9)
Производство деталей для железных дорог ведется на восьми различных заводах, что дает возможность компании производить больше, чем другие поставщики подобной продукции в Северной Америке. Nortrak занимает первое место на рынке по снабжению железных дорог Северной Америки, завоевав эту позицию благодаря преданности и самоотверженности в обеспечении продукцией превосходного качества, превосходству в инжиниринге и высококлассному сервису. Имея 8 промышленных предприятий в Северной Америке и 28 заводов в составе группы Voest-Alpine Railway Systems в разных уголках мира, Nortrak отвечает высоким требованиям заводов-заказчиков по всему миру.
Компания начала свою работу в октябре 1981 году под именем Nortrak Railway Supply Ltd. как промышленный поставщик железнодорожных путей - как новых, так и уже ранее использовавшихся. В ноябре 1983 было открыто производство в г. Ричмонд в Канаде. А в 1990 году компания Voest-Alpine Eisenbahnsysteme of Austria, работавшая в этом сегменте бизнеса уже более 140 лет, приняла стратегическое решение перейти на рынок железнодорожного строительства в Северной Америке, образовав совместное предприятие с Nortrak Ltd. Новая компания стала известна как VAE Nortrak Ltd.
Строительство второго завода в Бирмингеме (Алабама) было завершено в 1992 году; третий завод, в г. Шайенн (Вайоминг), был открыт в 1995 году. В январе
Nortrak является лидером в области технологий, а также занимает ведущее место на рынке по объему производства и реализации продукции. Это объясняется правильной политикой во всех областях управления, и в первую очередь использованием самого технологичного оборудования. Например, в литейном цехе нового завода компании Rail Products установлено и на протяжении многих лет успешно работает формовочное оборудование по V-процессу фирмы концерна Sinto.
Nortrak производит стрелочные переводы, крестовины, стрелки для AREMA- Американской ассоциации по инжинирингу и эксплуатации железных дорог, а также по индивидуальным спецификациям заказчиков. Собственная команда специалистов в области инжиниринга в состоянии выполнить даже самые специфические пожелания Заказчика.
Ассортимент продукции охватывает рельсы, крановые рельсы, контррельсы, стрелки, стрелочные переводные механизмы, крестовины, пустотелые стальные тяги, стыковые накладки, путевые костыли, стрелочные остряки, стыковые болты, анкерные болты, специальные детали для железных дорог, путевой инструмент и др.
Компания Frog Switch, США
Являясь мировым лидером по производству отливок из марганцовистой стали, концерн The Frog, Switch & Manufacturing Company специализируется на производстве стрелочных переводов, а также запасных частей для горнодобывающей, агрегатной и дробильной техники. Компания поставляет полный ассортимент отливок из марганцовистой стали с увеличенным сроком пользования для всех типов и производителей дробилок.
Компетентность и профессионализм The Frog, Switch & Manufacturing вобрали в себя весь 118-летний опыт производства. Этот опыт и позволил компании стать мировым лидером в производстве деталей из марганцовистой стали, которые сегодня экспортируются по всему миру.
Программа качества компании Frog, Switch & Manufacturing Co. была удостоена ISO 9001.
Компания, первоначально носившая название Carlisle Manufacturing Company, была основана в 1881 году предпринимателем Джоном Хэйсом и скоро стала лидером в производстве стальных деталей для железных дорог. В ответ на увеличивающийся объем импорта, компания занялась агрессивным экспортом, что в конечном итоге привело к мировому признанию компании. Дальнейшая длительная модернизация завода Frog Switch позволила компании стать одним из мировых лидеров в этой области промышленности.
Приобретя в
V –процесс имеет много преимуществ. Вот некоторые из них:
- Отличная повторяемость от отливки к отливке
Точное соответствие спецификациям клиента по крупному литью.
- Безопасность для окружающей среды
Нет химических добавок, низкий уровень шума, отсутствие необходимости в связующем.
- Превосходное качество отливок
Идеальная размерная точность и гладкая, чистая поверхность отливок.
- Нулевой износ модели
Благодаря отсутствию контакта модели с песком.
Почему заводы Японии, США и Китая используют технологию вакуумно-пленочной формовки концерна Sinto [3]?
- Качество стального литья
Заливка происходит в охлажденную (эффект быстрого охлаждения как при литье в кокиль) сухую (нет водорода, который дает пористость) форму с исключением кислорода (нет окисления и шлакообразования).
Охлаждение происходит в чистом песке без связующего - нет сопротивления усадке отливок со стороны формы, нет изгибании литья, соблюдается параллельность.
- Низкая себестоимость литья
Сравнение формы 6000х1200х700 мм по различным методикам формообразования:
ХТС по процессу Фуран или Альфа-Сет: стоимость формы более 200 $ (примерно 230…250 $)
Вакуумно-пленочная форма: стоимость формы ок. 30 $. При этом стоимость можно еще более сократить, используя например пленку производства России или Украины.
При производстве 1 формы в час при 3-сменной работе разница по себестоимости только по причине покупки формовочных материалов приближается к одному миллиону долларов! При этом мы даже не учитывали такие важные факторы, как отопление цеха (вакуумно-пленочную формовку можно использовать и при низких температурах в цехе), разница затрат по ремонту литья и др.
- Экологическая чистота процесса
При способе вакуумно-пленочной формовки для изготовления формы используется чистый кварцевой песок (возможно применение оливиного песка).
Песок не нуждается в регенерации, ни в механической, ни в термической - достаточно только просеять и охладить песок теплообменником, подключив к системе обеспыливания (потери песка в пыль составляют ок. 1%).
Большая часть пленки в форме «улетучивается» в систему вакуумирования перед фронтом металла при заливке. Поэтому не может быть речи о науглероживании отливок, что встречается, например, при использовании Фуран- процесса. Остатки пленки можно собрать, перемешать с пылью и производить из них изделия типа плит и черепицы.
Если при литье железнодорожных стрелочных переводов и крестовин по вакуум-процессу проекты модернизации отечественного литейного производства находятся в начальной стадии, то для производства отливок для грузовых железнодорожных отливок «рама боковая» и «балка надрессорная» многие заводы активно модернизируются с использованием современных литейных технологий [4].
Приводим опыт внедрения современных технологий литейных вакуум-процесс и амин-процесс при изготовлении стальных отливок весом ок. 0,5 тн для грузовых вагонов:
ТИАНРУИ, Китай (Tianrui) 1 линия – вакуум-процесс. Ограничение производительности линии в настоящее время было из-за недостатка стержней - много разношерстного стержневого оборудования по старым технологиям. Поставка железнодорожных отливок для рынка Китая и США. Тианруй - основной поставщик отливок для железных дорог Китая, мощностью стального ж/д литья ок. 130.000 тонн за 2007 год (85% произведено по вакуум-процессу на линиях HWS-Sinto).
НИША ВАШИНО, Япония (Nissha Wasino) 1 линия – вакуум-процесс. Брак менее 1%. Поставка отливок для железных дорог стран Азии. Опыт производства более 25 лет.
Промлит, Чебоксары 2 линии HWS-Sinto + 8 стержневых машин фирмы Laempe (2003-2007г). Были ограничения производительности линии из-за отсутствия стержней и только летом 2008 года запустили еще машины Laempe. Еще остались проблемы производительности из-за несвоевременной подачи жидкого металла. Поставка отливок для рынка железных дорог России и США. На отливки по вакуум-процессу у Промлит есть сертификат качества железных дорог США.
СУМСКОЙ ЦЕНТРОЛИТ 2 линии HWS-Sinto по вакуум-процессу + 6 стержневых машин фирмы Laempe. Одна линия работает в две смены для производства отливок «рам», вторая находиться в стадии монтажа. Получены соответствующие сертификаты качества отливок
ВОСТОКМАШ, Казахстан 2 линии HWS-Sinto по вакуум-процессу + 3 машины фирмы Laempe. Оборудование немецких фирм поставлено в полном комплекте, согласно контрактам.
УК РКТМ, ВКМ-Сталь, Саранск 2 линии HWS-Sinto по вакуум-процессу + 5 машин фирмы Laempe. В декабре 2008 года получены первые отливки по вакуум-процессу – «рама», «балка», «автосцепка», «букса» на первой линии. Вторая линия отгружена из Германии.
ТИХВИНСКИЙ ВАГОНОСТРОИТЕЛЬНЫЙ ЗАВОД - 2 линии HWS-Sinto по вакуум-процессу. Контракт на изготовление формовочных линий выполняется строго в соответствии с указанными сроками.
Другие заводы пока продолжают работать по старым технологиям изготовления форм для железнодорожных отливок, но постепенно тоже внедряют новое стержневое оборудование, например, БЕЖИЦКИЙ СТАЛЬЗАВОД получил 6 новых современных стержневых машин фирмы Laempe, а КРЕМЕНЧУГСКИЙ СТАЛЬЗАВОД успешно использует в работе 8 машин фирмы Laempe (2003-2008г).
Таким образом, вакуум-процесс массово внедряется для производства стальных железнодорожных отливок, что позволит в дальнейшем существенно улучшить качество изделий железнодорожного машиностроения и транспортных путей, строго в соответствии со стратегий развития железнодорожного транспорта в Российской Федерации до 2030 года, согласно решению Правительство Российской Федерации № 877-р от 17.06.2008.
Список литературы
- Интернет-сайт ОАО «РЖД» www.rzd.ru
- Интернет-сайт компании Daido Castings www.daido.co.jp
- Буданов Е.Н. Стратегия развития производства отливок для крупных монополий России и на экспорт// Литейное производство. – 2004. - №12. – С.9-15.
- Буданов Е.Н. Выбор технологии изготовления стальных отливок для железнодорожного вагонного парка// Литейное производство. – 2004. - №10. – С.15-21.
- Интернет-сайт фирмы HWS-Sinto www.wagner-sinto.de