

27.01.09 премьер-министр России Владимир Путин в интервью авторитетному агентству Bloomberg ответил на вопросы по проблемам экономики. Глава правительства сделал прогноз по поводу сроков окончания кризиса. По его словам, в конце текущего года - в начале 2010-го можно будет реально ощущать элементы, связанные с позитивными тенденциями в развитии. По некоторым же отраслям "свет в конце тоннеля будет виден уже в середине этого года". В.Путин отметил, что финансовый и экономический кризис в известной степени даже немного помогает российской экономике, поскольку заставляет действовать более рационально, заставляет применять новые технологии, оптимизировать производство, повышать качество персонала, заниматься переподготовкой кадров. "Все это настраивает нас на то, чтобы выйти из кризисного периода более зрелыми, имеющими лучшие перспективы развития", - отметил глава правительства.
Десять лет в литейном производстве - цикл с характерными вехами (от дефолта августа 1998 года до финансового кризиса 2008). Промышленное производство в периоды замедления экономики падает первым, и падает скачкообразно. Заводы ускоренно сокращают капитальные затраты, а потребители предпочитают снизить покупки, но не ограничить себя, например, в питании. И конечно, ситуация только усугубилась в связи с трудностями получения кредитов. Но и подъем промышленного производства происходит достаточно быстро за счет смешения центра внимания из зоны «мыльных пузырей» в пользу реального сектора экономики. Перед дефолтом при поддержке курса рубля тоже отмечался активный рост стоимости жилья, металлопродукции, зарплаты, доходности по ГКО (сегодня такие «мыльные пузыри» лопнули и на фондовом рынке) и т.д. Можно провести параллели и аналогию подъема машиностроения сразу после дефолта с актуальными положительными тенденциями. Например, металлургические предприятия Украины в январе 2009г. продолжили наращивать объемы производства после резкого спада осенью 2008г. В том числе выпуск чугуна в Украине в январе 2009г. возрос по сравнению с декабрем 2008г. на 12% - до 1,864 млн. тн, стали - на 6% - до 2,123 млн. тн, проката - на 8% - до 2,035 млн. тн. Это всего лишь за один месяц – отличный индикатор конца паники и пессимизма. В результате только дефолт 1998 года с его жестким падением курса рубля дал импульс быстрому подъему сектору реального производства. Правительство Китая со стороны США в период фантастического роста экономики тоже постоянно обвиняли в низком курсе национальной валюты, а Китай стал основным производителем мировой продукции и главным экспортером.
В интервью 02.02.09 с Михаилом Смирновым, директором Кировского завода по производству литых чугунных ванн методом вакуумно-пленочной формовки, получен еще более позитивный прогноз устойчивости и подъема литейного производства. Благодаря «кризису» завод получил сразу несколько экономических преимуществ. Доллар США вырос к рублю на 34,5% (15.07.08-02.02.09), и все импортные ванны (испанские, турецкие) сразу стали гораздо менее конкурентоспособны, а значит в целом спрос на импортозамещающую продукцию существенно вырос, даже на фоне общего падения. Кроме этого, сами покупатели стали экономнее при выборе. При этом качество отечественных ванн благодаря своевременно организованной модернизации литейного производства уже не уступает импортным аналогам, а часто даже превосходит уровень французских фирм Porcher и Delafon, так как еще в 2004 году завод был оснащен самым современным литейным оборудованием. Сегодня чугун как сырье и основная, наряду с заработной платой, статья затрат стал в три раза дешевле. Число сотрудников (а как следствие и расходы на заработную плату) сокращено путем автоматизации на базе новой формовочной линии. Кроме того, уменьшение толщины стенки отливки и веса ванн, ставшие возможными благодаря внедрению новых технологий, позволило дополнительно снизить затраты производства. А в целом повысилась эффективность производства благодаря комплексу аналогичных факторов оптимизации. Таким образом, в условиях кризиса вопросы повышения конкурентоспособности за счет модернизации литейного производства путем внедрения автоматических опочных и безопочных линий становятся еще более актуальными, чем в условиях предшествующего стабильного ажиотажного роста спроса на отливки.
Как больному в реанимации нужно оперативное хирургическое и медикаментозное лечение, так и литейным заводам, которые уже с 80-х годов находятся в плачевном состоянии (техника попросту устарела морально и физически), нужны срочные антикризисные меры по замене формовочного и стержневого оборудования, тем более в современных условиях острой необходимости оптимизации текущих затрат производства. Плюс к этому, новые требования экологии и энергосбережения не оставляют выбора процессу активного внедрения литейных инноваций, и главное для заводов выбрать самые современные литейные технологии и оборудование для получения разовых песчано-глинистых форм. После окончания периода нехватки даже неквалифицированного технического персонала освободились и другие ресурсы, которые наиболее целесообразно использовать для более рационального размещения оборудования в литейных цехах, ремонта и создания соответствующей мировому уровню базы литейного производства - основы отечественного машиностроения.
Наиболее широко известны и распространенны в мире традиционные опочные автоматические формовочные линии, например, по Сейатцу-процессу фирмы HWS-Sinto (с 1983г. поставлено около 500 линий). Кроме опочных линий по ПГС-процессу фирма HWS-Sinto активно поставляет опочные линии вакуумно-пленочной формовки. Тем не менее, в настоящее время в литейном производстве все чаше и чаше применяют экономически эффективные линии на базе технологии безопочной горизонтальной формовки FBO фирмы HWS-Sinto, Германия (рис. 1). В мире уже работают более 250 таких линий серии FBO по Сейатцу-процессу. Конечно, ведь гораздо более рациональный подход – на крупном литейном заводе кроме нескольких опочных автоматических линий для разных размеров форм для оптимизации производства дополнительно иметь линию горизонтальных безопочных форм [1]. Но для средних и малых литейных производств часто бывает достаточно всего одной формовочной линии, и тогда возникает альтернатива выбора процесса формовки – опочной или безопочной.
Однако следует особо отметить, что выбор эффективных альтернативных вариантов возможных технических решений актуален только среди горизонтальных, а никак не вертикальных форм. Преимущества горизонтальных форм бесспорны, особенно в современных условиях перехода к процессу быстрого освоения большой номенклатуры отливок для самых различных отраслей промышленности с минимальными затратами их производства. Но даже в условиях массового выпуска единичных отливок в 70-х годах прошлого века линии вертикальных форм часто были незагружены из-за невозможности производства многих наименований, прежде всего, стержневых отливок. Кроме массовости производства и создания узкоспециализированных литейных производств, главное, что в прошлом сдерживало внедрение линий горизонтальной безопочной формовки, было то, что в 70-80-е годы еще не были изобретены и, соответственно, реализованы современные технические решения и технологические способы уплотнения для получения качественных горизонтальных безопочных форм. Активное производство линий серии FBO начато концерном Sinto только в 90-х годах. Хотя были и более ранние, но менее успешные попытки других производителей разработать конкурентоспособные по сравнению с опочной формовкой машины для горизонтальных безопочных форм.

Предварительный анализ широкой типовой номенклатуры отливок машиностроительного назначения, изготавливаемых в песчаных формах, показывает, что лишь в 2-3% случаев технология допускает обоснованное изготовление в вертикальных формах. Многие литейщики понимают, что использование линий вертикальных «сырых» форм в настоящее время в условиях жесткой конкурентной борьбы за потребителя и необходимости гибкости производства по отношении к номенклатуре отливок, вообще крайне неэффективно. Так, например, очень странно, что кто-то по-прежнему продолжает производить даже осесимметричные отливки автомобильных вентилируемых тормозных дисков в вертикальных формах – брак гарантирован уже на стадии выбора технологии расположения отливки при заливке. Видимо, это происходит по инерции из-за необходимости загрузки когда-то давно закупленных линий вертикальной формовки.
В качестве дополнительных аргументов в пользу современных тенденций активного применения линий горизонтальных безопочных форм можно привести следующее: после значительного числа продаж в прошлом сегодня есть лишь редкие примеры поставок линий вертикальных форм; даже традиционные производители линий вертикальных форм тоже вынуждены в последние годы осваивать производство линий горизонтальных форм; многочисленные смонтированные до «перестройки» линии вертикальных форм долгие годы остаются без загрузки; многие заводы меняют вертикальную «безопочку» на опочную формовку - например, некоторые российские автозаводы вообще заменили (практически новые) мало эксплуатируемые линии вертикальных крупных безопочных форм на автоматические опочные линии по Сейатцу-процессу.
Использовать самые крупные безопочные формы изначально было ошибкой 70-х годов и они, конечно, никогда не могли и не смогут конкурировать с опочными формами – есть граничный предел размера безопочных форм. И этот предел можно обосновать теоретически, либо же взять из опыта действующих литейных заводов. Тут сработал наш старый подход соцреализма – «самый большой компьютер или самый тяжелый трактор» и т.д. – важно, чтобы был самым-самым, как будто специально для книги рекордов Гиннеса. Это дополнительно вытекало и из желаний производителей безопочных линий занять ниши оптимальные для опочных линий, так как ранее машиностроительный завод имел узкую направленность производства – или только опочные или только безопочные линии. Многие производители опочных формовочных линий до настоящего времени так и не освоили производство безопочных машин. Задача специалистов литейных производств при выборе оборудования абсолютно противоположна – найти обоснованное разграничение по размеру формы, производительности и эффективной целесообразности применения для конкретной номенклатуры в условиях конкретного завода опочных или, соответственно, безопочных горизонтальных формовочных линий.
В странах СНГ актуально 4 завода также приступили к активному внедрению в литейное производство технологии безопочной горизонтальной формовки по Сейатцу-процессу на базе автоматических линий фирмы HWS-Sinto:
- ОАО «Ритм», г. Тверь, Россия (автоматическая формовочная линия FBO-III, размер формы 610x508x130-200/130-
- ЗАО «Руслич», г. Верхняя Салда, Россия (автоматическая формовочная линия FBO-IV, размер формы 700x600x180-
- ТОО «СНН», г. Павлодар, Казахстан (FBO-III, размер формы 610x508x130-200/130-
- ЗАО «Днепропромлит», г. Днепропетровск, Украина (FBO-II, размер формы 500х400x130–200мм мм, производительность 120 ф/ч)
Изготовление «сырых» песчано-глинистых форм (связующее бентонит) является самым распространенным процессом изготовления разовых песчаных форм в мире. Процесс изготовления таких форм характеризуется прежде всего высокими объемами производства, низкими производственными затратами, а также легкостью в управлении процессом. Так как снижение цен и в дальнейшем будет оставаться важной тенденцией, например, в автомобильной промышленности, процесс изготовления сырых песчаных форм и далее останется основным в области литейного производства.
В настоящее время литейные предприятия используют множество старых и новых вариантов технических решений формовочных машин и способов уплотнения форм по ПГС-процессу (песчано-глинистых форм). Выбор оборудования зависит от вида отливок, объемов производства, экологических норм и т.д. Формовочные машины, как уже говорилось, подразделяются на две крупные группы: опочные и безопочные. Бесспорным лидером основного объема производства стальных и чугунных отливок является опочная формовка. Фирма HWS-Sinto, Германия изготавливает оба эти типа опочных и безопочных формовочных машин и линий по ПГС-процессу, а также автоматические формовочные линии вакуумно-пленочной формовки.
Безопочные формовочные машины по ПГС-процессу известны в течение многих десятков лет. Полностью автоматизированная, безопочная формовочная система с вертикальным разъемом была разработана в Европе. Эта машина изготавливает формы с большей скоростью, но в то же время имеет ограничения по сплаву, размеру и конфигурации отливки и, соответственно, модели. Это связано с плоскостью вертикального разъема: требуется более продолжительный подготовительный срок освоения модельной оснастки, специальные новые модели, спроектированные для условий вертикальной формы, особые технологии и специализированная формовочная машина с узким спектром применения.
С другой стороны, машины с горизонтальным разъемом позволяют литейным предприятиям использовать имеющиеся у них разнообразные модели отливок, т.к. отливки с горизонтальным разъемом являлись стандартом с момента появления литейного производства (более 2000 лет назад). В различных других типах формовочных машинах с горизонтальным разъемом (не FBO), как правило, применяется механизм обычного прессования или прессования воздушным потоком. Некоторые другие безопочные формовочные машины (разных производителей) с горизонтальным и вертикальным разъемом имеют механизмы бокового (к полуформе) воздушного импульса, в которых любой профиль модели может создать эффект затемнения, что приведет к неравномерному заполнению и неравномерной плотности и твердости формы. В общем и целом, основной проблемой других производителей безопочных формовочных машин является весьма ограниченный ассортимент отливок, больший расход песка для поддержания прочности формы, а также неплотные формы. В машинах безопочной горизонтальной формовки FBO фирмы HWS-Sinto, Германия решены все эти проблемы. Серия линий FBO объединяет все преимущества безопочной и горизонтальной формовки без недостатков прошлых поколений морально устаревших конструкций безопочных машин, используя только самые передовые литейные технологии XXI века.
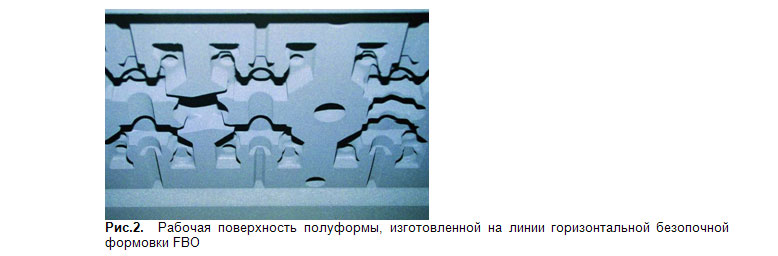
Тенденции развития горизонтальной безопочной формовки FBO по технологии "воздушный поток с последующим гидравлическим прессованием" вытекают из ее бесспорных преимуществ. Машины типа FBO идеальны для замены пар встряхивающих формовочных машин, так как используют существующие конвейеры опочной формовки. Такие формовочные машины компактны — горизонтальная форма выдается в сборе со стержнями, готовая к заливке. Монтируются без фундамента. Работают на обычной формовочной смеси с бетонитом без специальных дополнительных требований, в отличие от машин для вертикальных безопочных форм. Горизонтальная формовка существенно расширяет номенклатуру отливок, в отличие от вертикальной. Высокое качество формовки (рис. 2), скорость, легкость в управлении, разнообразие моделей и меньшая стоимость безопочных горизонтальных машин и линий позволяет эффективно дополнить гамму формовочного оборудования любого завода (опочных линий по Сейатцу-процессу и V-процессу). В мире работает более 250 машин типа FBO, в том числе в Украине, Польше, Болгарии, Турции и Чехословакии. Если в цехе уже работает формовочная линия со средним размером опок, то для увеличения металлоемкости форм для мелких отливок можно использовать машины и линии горизонтальной безопочной формовки.

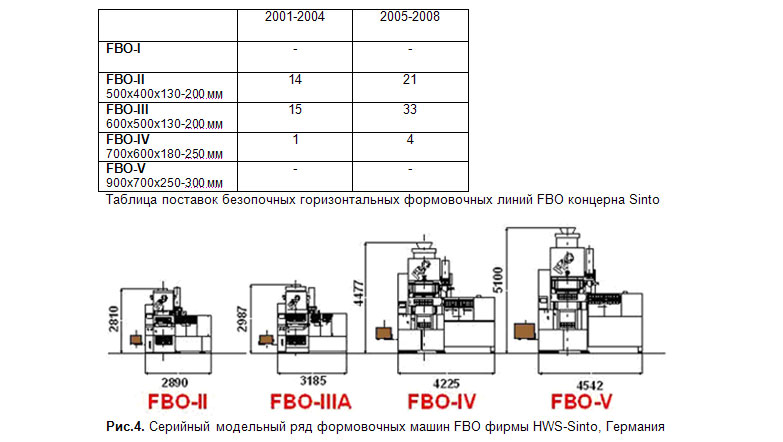
С развитием и модернизацией производства формовочных линий в условиях активного обмена информацией с пользователями практически оптимизирован размер безопочных форм, производительность или, точнее говоря, подобраны идеальные технические решения с точки зрения соотношения «цена-качество-размер-производительность» (рис. 4).
Так на смену ранее самой востребованной машины FBO-II постепенно приходит машина серии FBO-III с большим размером формы и производительностью. В 2008 году линий серии FBO-III поставлено в 4 раза больше, чем линий FBO-II. Последние 4 года увеличиваются поставки машин серии FBO-IV (размер форм FBO-IV больше, а производительность меньше, чем у FBO-III), а с самым большим размером форм серии FBO-V поставки наоборот уменьшились. Перестали продаваться машины FBO-I с самым минимальным размером форм. Таким образом, литейные заводы сами и регулируют путем обратной связи рост производства тех или иных типов формовочных линий (таблица). Согласно кривой распределения Гаусса формовочные линии с минимальным и максимальным размером формы (FBO-I и FBO-V) имеют минимальный затухающий спрос, а в центре максимальной востребованности на рынке литейного оборудования позиционируются в первую очередь серия машин и линий FBO-III, им немного уступают FBO-II, а затем следуют линии серии FBO-IV (для более крупных отливок).
На ряде заводах СНГ уже принята стратегия модернизации с целью повышения конкурентоспособности путем освоения современного формовочного оборудовании по Сейатцу-процессу. Модернизируется весь комплекс литейного производства завода РИТМ, Тверь – будут поставлены стержневые автоматы фирмы Laempe, Германия, а также индукционные печи Inductotherm, США. Следует отметить, что заводы СНГ приступили к модернизации производства в условиях пика финансового кризиса. Это соответствует выводам многих ведущих экономистов мира, что период спада производства является идеальным временем для повышения конкурентоспособности путем замены устаревшего технологического оборудования. Есть свободные ресурсы и их важно своевременно использовать. Пример завода «Ритм» не единичен, аналогично поступило и руководство завода «Руслич» - оба проекта модернизации (и соответственно финансирования) и контракты поставок современного литейного оборудования реализуются в конце 2008 начале 2009 года.
ЗАО Верхнесалдинский чугунолитейный завод "Руслич"
«Руслич» входит в число лидеров по качеству производимой продукции среди российских литейных предприятий на рынке отливок деталей для автомобильной промышленности, коммунального хозяйства, железнодорожного транспорта и бытовой техники благодаря использованию накопленного производственного опыта и применению современных технологий и формовочного и стержневого оборудования (рис. 5).
Ежемесячная номенклатура сегодня изменилась. Освоено около 500 наименований отливок. Сегодня объём выпуска продукции достигает 1867 тонн в месяц. Габаритные размеры отливок, от 35 до

Сейчас завод имеет почти тридцатилетний опыт массового производства отливок ответственного назначения для автомобилей АвтоВАЗа, АЗЛК, ИЖмаша, КамАЗа, ЗИЛа, ГАЗа, УАЗа, УралАЗа, заготовок для сельскохозяйственных машин, коммунального хозяйства и бытовой техники. «Руслич» обладает уникальным комплексом необходимого технологического оборудования производства.
Актуально для ЗАО «Руслич» на заводе HWS-Sinto в Германии изготавливается комплексная линия безопочной формовки FBO-IV производительностью 100 готовых форм в час (размер формы 700x600x180-
Во втором квартале 2007 года был введен в эксплуатацию новый автоматизированный стержневой комплекс Laempe, Германия, в котором применена технология холодно-твердеющей смеси (Cold-Box-амин-процесс). Это позволило выпускать стержни сложной конфигурации (уже начат промышленный выпуск вентилируемых дисков переднего тормоза ПТ2110, ПТ2112, Газель, Chevrolet Lanos). Стержни для этих дисков производятся на стержневом автомате Laempe типа LL20H (рис. 6). Производственный центр поставлен вместе с газогенератором, смесителем, ванной для противопригарной краски и скруббером. Средняя производительность центра – 180 стержней/час.

Завод ОАО ТПТА «Ритм», Тверь
Сегодня ОАО "Ритм" является одним из основных в России производителей тормозной арматуры для подвижного состава железнодорожного транспорта и метрополитена. Предприятие было создано в 1991 году на базе арендного предприятия по производству тормозной арматуры Тверского производственного объединения вагоностроения.
Идя в ногу со временем, ОАО "Ритм" использует в производстве своей продукции новейшие материалы и технологии, отвечающие высоким требованиям безопасности на железнодорожном транспорте. Так, завод Ритм разместил на фирме HWS-Sinto заказ на комплексную линию безопочной формовки FBO-III с размером формы 610x508x130-200/130-
В настоящее время компания обладает мощной материально-технической базой, позволяющей выпускать продукцию, отвечающую самым высоким требованиям. На предприятии разработана и функционирует система управления качеством выпускаемой продукции, что позволило ОАО "Ритм" получить лицензию на разрешение применения знака соответствия системы сертификации ГОСТ Р., разработанной на основании ISO 9000. Техническими службами ОАО "Ритм" ведется постоянная работа по модернизации выпускаемой продукции с учетом всех последних достижений научно-технического прогресса.
Завод «Днепропромлит», Днепропетровск, Украина
ЗАО «Днепропромлит» - промышленное предприятие, основная деятельность которого – производство литья широкого спектра сплавов и различной сложности. Предприятие является одним из лидеров на рынке Украины по производству высокопрочного чугуна с шаровидным графитом, что позволило успешно выйти на европейский рынок. Основная номенклатура литья – заготовки деталей для машиностроения и металлургической промышленности. Освоено производство более 100 наименований отливок из чугуна (серый, высокопрочный, легированный) и стали (углеродистая, легированная, жаростойкая) весом 1…700 кг. Производственная политика предприятия направлена на получение литых заготовок с высокой точностью поверхности, размерной точностью и конкурентоспособным товарным видом.
В настоящее время на Днепропромлит прекрасно работает машина горизонтальной безопочной формовки FBO-II (рис. 7). Уже создан высокопроизводительный участок оборотного песка и участка литья, необходимые для обеспечения проектной мощности линии на базе FBO-II. Весь технологический процесс автоматизирован, включая подготовку формовочной смеси, формовку, установку и снятие грузов, выбивку литья.
Характеристика автоматической линии безопочной формовки FBO-II (рис. 8): производительность без простановки стержней – 120 форм в час; размер формы – 500х400 мм, регулируемая высота полуформы – 130–200 мм. Технологический процесс формовки полностью автоматизирован, оператор производит вручную только установку стержней.

Исследования качества металла и отливок – неотъемлемое составляющее процесса выпуска продукции. Лабораторией предприятия проводятся химический и металлографический анализы, а также, анализ механических свойств. Характеристики отливок заносятся в сертификат качества, который выдается заказчику при отгрузке продукции. Финишные операции, включающие, в частности, дробеметную очистку и термическую обработку, дают возможность заказчику получать отливки с необходимыми свойствами и товарным видом. В
Завод СНН, Павлодар, Казахстан
Машина безопочной горизонтальной формовки FBO-III для завода СНН в г. Павлодар, Казахстан находится в стадии монтажа (рис. 9).

Линии FBO уже много лет эффективно работают на многих заводах Европы, Азии и США, но заводы России и СНГ только начинают осваивать эту передовую технологию изготовления форм, поэтому целесообразно более подробно проанализировать некоторые дополнительные аргументы по устройству ее работы, преимуществам, планировке, типовым отливкам и т.д. Уникальная запатентованная система регуляции давления воздушного потока открывает широкие возможности для формовки сложных деталей с глубокими или обширными полостями. Высокое качество формовки, скорость, легкость в управлении, разнообразие моделей и более низкая стоимость – все это повышает конкурентоспособность небольших и крупных литейных предприятий, а также обеспечивает гибкое высокоэффективное производство средних и мелких отливок из чугуна, стали, алюминия.
Отличительной особенностью машины является ее высокая уплотняющая способность, которая обеспечивает равномерную плотность смеси даже в наиболее удаленных от вдувного канала и труднодоступных участках формы. Этого было бы очень сложно добиться, используя обычные методы формообразования. Формовочные машины серии FBO концерна Sinto отлично зарекомендовали себя с момента их первого появления на рынке в 1991 году. Они нашли широкое применение на литейных предприятиях не только в Японии, но и на других международных рынках, например, только в США внедрено более 100 линий на базе безопочных формовочных машин FBO.
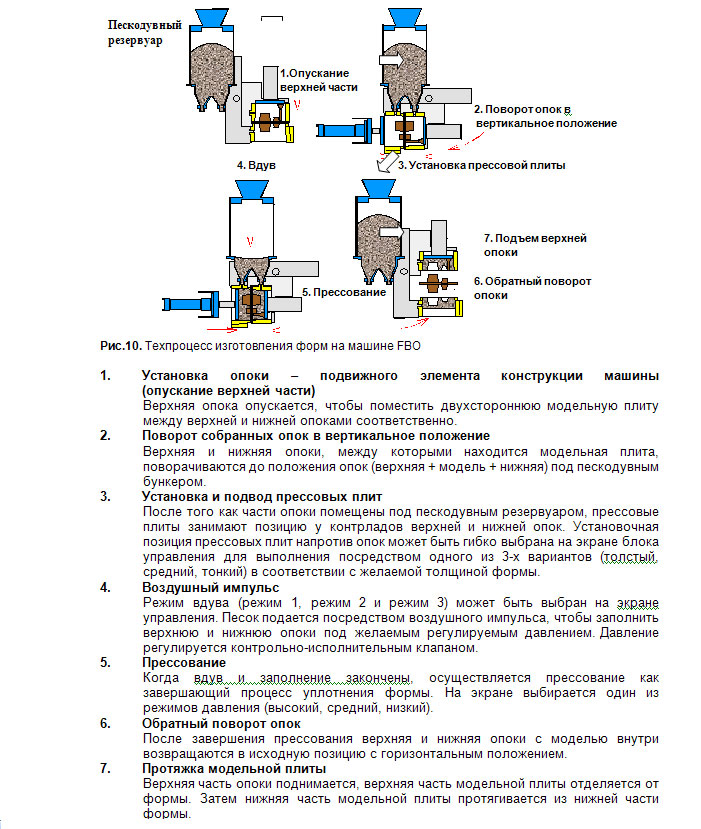
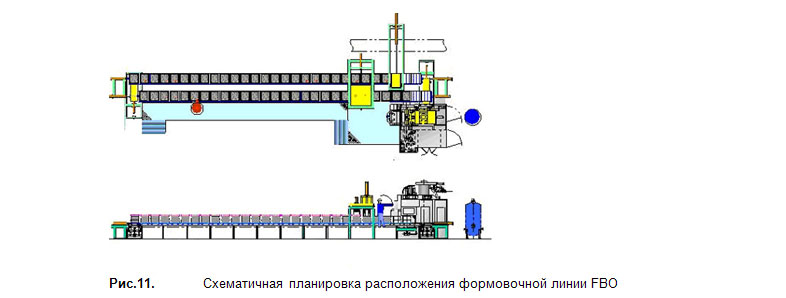
Внешне формовочная машина в одном корпусе выполняет полностью все те же функции, что и любая формовочная линия (протяжка, кантование, сборка и т.д.), и затем уже выдавая готовую к заливке форму в сборе с проставленными стержнями. Общая же площадь под машиной FBO гораздо меньше площади, занимаемой даже одной формовочной машиной традиционной опочной формовочной линии, даже с тем же размером формы (рис. 11). Кроме того, линия может комплектоваться транспортным конвейером, или же возможно использование старого существующего заливочного конвейера, на который из FBO выдается готовая форма. Линия легко монтируется; она может быть установлена даже на небольших предприятиях.
Пример использования линий горизонтальной безопочной формовки FBO фирмы HWS-Sinto, Германия на заводе Zetkama, Польша. На сегодняшний день фирма Zetkama является производственным предприятием, специализирующимся на изготовлении запорной арматуры и имеющим свое собственное литейное производство в Ścinawka Średnia. Арматура, произведенная на Zetkama, успешно продается в более чем 40 стран мира (рис. 12). Фирма производит арматуру наивысшего качества в соответствии с новейшими требованиями технологического прогресса, которая находит свое применение в энерго- и теплоснабжении и других коммуникационных сетях. В 2001 произведена основательная модернизация производства (объем инвестиций составил ок. 3 млн. долларов США). Завод производит литые компоненты из серого и высокопрочного чугуна, а также из чугуна с пластинчатым графитом, благодаря современным технологиям получения сплавов и формовки. Полученные отливки являются базовым элементом в цепочке изготовления промышленной запорной арматуры Zetkama, которая поступает в продажу уже после механообработки в виде готовых собранных вентилей и задвижек как на внутренний, так и на широкий, более кредитоспособный международный рынок.
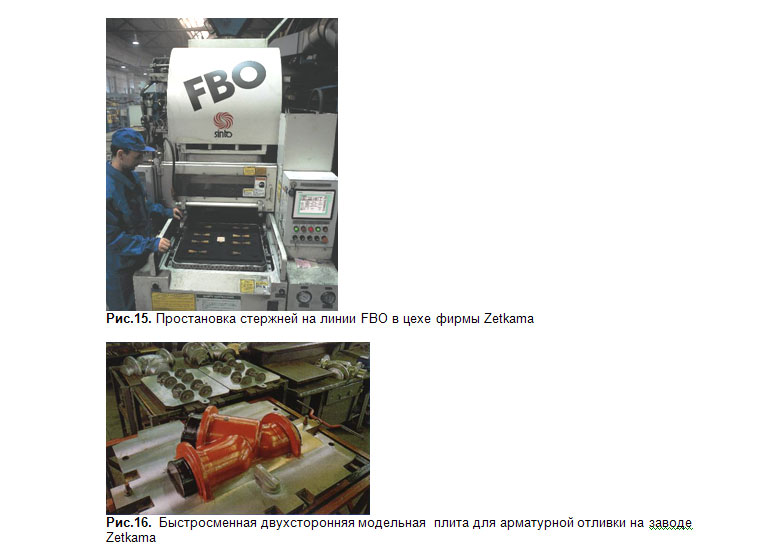
В 1998 году на фирму Zetkama была поставлена первая формовочная машина FBO-IIIL производительностью 120 стержневых форм/час производства концерна Sinto (рис. 13-15). Максимальная скорость изготовления одной формы без простановки стрежней составляла 30 секунд. Машина оснащена устройством управления Siemens. Расход песка в час составил макс. 23 т/ч. В 2001 дополнительно установлена автоматическая опочная формовочная линия HWS-Sinto с формовочный автоматом HSP-3D по Сейатцу-процессу, опока 1000х800х350/300 мм, с заливочным устройством. Кроме того, в
Ay Dökum, Турция
Всего в Турцию на различные заводы уже поставлено 14 линий безопочной горизонтальной формовки FBO.
Завод Ay Dökum Machine Industry and Trade Inc.– одна из ведущих литейных компаний в Турции, имеет два отдельных литейных производства и один цех механообработки. Ежегодно завод выпускает 20.000 тн отливок из серого и высокопрочного чугуна – в первую очередь это тракторное, промышленное, сельскохозяйственное литье, литые детали для двигателей, корпуса коробок передач и др.
Один из литейных цехов оснащен тремя индукционными печами, двумя формовочными машинами старого образца, а также современной автоматической горизонтальной формовочной линией FBO-III (рис. 17, 18). В цехе выпускаются отливки весом 5…150 кг, а основной вид продукции составляют корпуса коробки передач, маховики двигателя и генератора, корпуса маховиков двигателя и различные детали трансмиссии (рис. 19).


Новое поколение безопочных формовочных машин фирмы HWS-Sinto серии FBO, которое отлично зарекомендовало себя по всему миру, отличается, прежде всего, бесспорными преимуществами на базе новых технологий и технических решений. Так, обратите внимание на следующие главные преимущества, благодаря которым безопочная горизонтальная формовочная машина FBO немецкой фирмы HWS-Sinto становится вне конкуренции. Можно всегда сравнить, удовлетворяет ли известное Вам любое другое формовочное оборудование всем 14 требованиям литейного оборудования серии FBO, необходимым для производства высококачественных, точных отливок с минимальными припусками:
- Работает на обычной формовочной смеси с обычным бентонитом без дополнительных требований к смеси (в отличие от аналогов)
- Компактна: 3185х3830 мм (форма 600х500)
- Выдает форму в сборе со стержнями, готовую к заливке
- Монтаж без фундамента (напольный вариант, поставка в сборе)
- Горизонтальная форма существенно расширяет номенклатуру отливок
- Простота простановки любых стержней в горизонтальную форму
- Низкие начальные инвестиции (при полной комплектности)
- Пескодувное заполнение и гидравлическое встречное прессование дают возможность производить тонкостенные отливки с глубокими карманами по самой современной технологии
- Высокая производительность (до 180 ф/ч), идеально точная форма (никакого "расширения" формы), более чистые отливки
- Возможность регулировать высоту верхней и нижней полуформ (минимальный расход смеси, универсальность, гибкость)
- Быстрая смена модельной оснастки. Нет никаких болтовых соединений, простая установка модельной плиты с автоматической фиксацией
- Нижняя половина формы доступна оператору во время рабочего цикла машины для быстрой, безопасной и легкой установки стержней
- Легкость в настройке и управлении. Все машины оснащены сенсорными экранами (простота программирования, память всех моделей и т.д.)
- Минимальное время обучения операторов
Список литературы:
- Буданов Е.Н. О новых тенденциях развития литейных технологий в
- Интернет-сайт фирмы HWS-Sinto www.wagner-sinto.de