

HWS-Sinto – символ современного литейного формовочного оборудования и надежного сервиса по всему миру. А способ уплотнения форм Сейатцу-процесс в настоящее время признан многими заводами мира как современный стандарт для песчано-глинистых литейных форм. Около 500 формовочных машин и линий по Сейатцу-процессу, запущенных за последние 25 лет, наглядно это доказывают. Однако далеко не всегда необходимо менять формовочную линию полностью, иногда замена только имеющегося формовочного агрегата на современную формовочную машину по Сейатцу-процессу (рис.1) позволяет вывести формовочную линию на самый современный технический уровень.
Часто формовочные линии различных производителей благодаря надлежащему техобслуживанию находятся в хорошем состоянии, но сама формовочная система устаревает, становясь технологически более не конкурентоспособной. В таких случаях HWS-Sinto предлагает услуги по замене формовочной машины. Всего за несколько недель старая формовочная машина демонтируется, встраивается новая - и формовочная линия может снова начинать работу. Есть варианты установки новой машины без демонтажа старой. HWS-Sinto имеет обширный опыт модернизации уже действующих формовочных линий и замены на них устаревших узлов оборудования на технологически и технически более современные. На ряде актуальных примеров наиболее наглядно можно показать простоту и эффективность данного варианта модернизации действующих АФЛ литейного производства, а также общий уровень организации современного литейного производства.

ОАО «АЗ «Урал», г. Миасс, Россия
Автомобильный завод «Урал» преобразован в 2001 году в результате реструктуризации производственного комплекса «УралАЗ». Предприятие входит в состав «Группы ГАЗ» и является основным активом в структуре дивизиона «Грузовые автомобили».

В настоящее время Автомобильный завод «Урал» выпускает: полноприводные грузовые автомобили с колесными формулами 4х4, 6х6, 8х8 грузоподъемностью от 4 до 15 тн (рис. 2); грузовые автомобили для эксплуатации на дорогах с твердым покрытием (дорожные грузовики) с колесными формулами 4х2, 6х4, 8х4 грузоподъемностью от 9 до 25 тн; вахтовые автобусы на базе полноприводных автомобилей «Урал» с колесными формулами 4х4 и 6х6 (на 22-30 пассажиров), грузопассажирские автомобили на их базе, в т.ч. оснащенные гидроманипулятором. В сегменте полноприводных автомобилей Автомобильный завод «Урал» является лидером, удерживающим более 65 % рынка (по данным 2007 года). Высокая проходимость, большая грузоподъемность, надежность, простота технического обслуживания сделали автомобили «Урал» незаменимой техникой для различных отраслей промышленности, сельского хозяйства, силовых структур. Главной отличительной особенностью автомобилей семейства «Урал» является высокий уровень проходимости. Способность двигаться по бездорожью обеспечивается мощным двигателем, специальной конструкцией ведущих мостов, централизованной системой регулирования воздуха в шинах и рядом других конструктивных особенностей. Миасские грузовики способны эффективно работать при температурах окружающего воздуха от –50 до +50° С.
Литейное производство ОАО «АЗ «Урал». С 1998 года в Литейном производстве находилась в эксплуатации автоматическая формовочная линия фирмы Georg Fischer (+GF+) с импульсным способом уплотнения форм производительностью 90 форм/час (габарит опок – 1400х800х400/400 мм).
В 2006 году возникла аварийная ситуация на формовочном автомате с гидравлическим цилиндром подъема стола с модельной плитой. Из-за длительной интенсивной эксплуатации, «усталости» конструктивных материалов подвижных частей (цилиндр-поршень) и строительных материалов фундамента, воспринимающих импульсную ударную нагрузку в динамическом режиме, возникла непараллельность плоскостей и т.д., что и привело к трещине корпуса цилиндра. Кроме этого, современные отливки базируются на новом качестве литейных форм, что также аргументировало целесообразность модернизации технологии уплотнения.
По законам экономической безопасности с целью исключения риска остановки старой автоматической формовочной линии производителя Georg Fischer и всего автомобильного завода было принято срочное решение о модернизации линии с заменой способа формовки на «воздушный поток и прессование» путем установки автоматической формовочной машины фирмы HWS-Sinto, Германия по Сейатцу-процессу (тип автомата EFA-SD 6,5) – рис.3, 4. Производительность новой формовочной машины фирмы HWS-Sinto составляет также 90 ф/ч при том же размере опок 1400x800x400/400 мм. Для повышения уровня качества отливок в рамках модернизации литейного цеха также поставлены стержневые автоматы фирмы Laempe, Германия: LB50- комплект с газогенератором Сoldboх/Betaset и смесителем LVM5; L20-40 - комплект с газогенератором Сoldboх/Betaset и смесителем LVM2.
Контракт с фирмой HWS-Sinto на приобретение автоматической формовочной машины был заключен в декабре 2007 года, а в октябре 2008 года была осуществлена ее поставка на завод. 24 октября начался демонтаж оборудования рабочими Литейного производства.
До начала демонтажных работ Литейное производство обеспечило создание в течение 2 месяцев задел отливок, изготавливаемых на старой АФЛ Georg Fischer.
В декабре 2008 года приступили к строительно-монтажным работам (установка закладных и рамы под формовочную машину). В этом же месяце координатором монтажных работ фирмы HWS-Sinto был принят фундамент и при нем начался монтаж основных узлов формовочной машины. К 8 января 2009 года формовочная машина была установлена. После этого началась прокладка и подключение трубопроводов гидросистемы, электрических кабелей, пуск в действие под руководством опытных специалистов HWS-Sinto. А уже 13 февраля 2009 года был подписан протокол сдачи–приемки.
В настоящее время новая автоматическая формовочная машина выведена в рабочий режим, достигнута производительность 55 форм/час (сдерживает плавка и заливка). Формовочная машина была проверена в тактовом режиме на полную производительность и на след этапе достигнет плановой производственной мощности.

В течение ряда лет сотрудники автомобильного завода «Урал» неоднократно посещали литейные заводы мира, где проведена аналогичная модернизация действующих формовочных линий путем замены формовочного автомата и других узлов оборудования. Многим отечественным заводам будет интересно ознакомиться с опытом модернизации таких заводов как Walter Hundhausen (Германия) и Erkunt (Турция), т.к. их опыт был взят за основу при проекте модернизации литейного производства Уралаз.
Завод Walter Hundhausen GmbH, Германия
Walter Hundhausen (WH) в г. Шверте - предприятие среднего бизнеса из Германии, является ведущим производителем литых деталей из высокопрочного чугуна весом 2…200 кг для таких отраслей промышленности, как автомобилестроение, сельскохозяйственная и строительная техника, общее машиностроение и железнодорожная техника. Завод ежегодно выпускает 70.000 тн литья. Производство сертифицировано DIN EN ISO 9001, ISO/TS 16949.
Годовой оборот компании Walter Hundhausen составляет более 100 млн. Евро, количество сотрудников- 641 чел. Заводская площадь:
Объем инвестиций только в

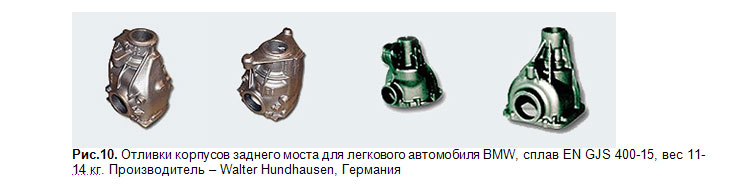
Завод производит следующие типы отливок - оси и детали трансмиссии, детали подвески, коробки дифференциала и картеры заднего моста, балки моста, ступицы колеса, детали гидравлики, компоненты подъемно-транспортного оборудования, металлические подкладки стрелок, буксовые коробки и пр. (рис.6-9) Заказчиками высококачественных литых деталей являются крупнейшие машиностроительные и автомобильные завода мира – BMW, Volkswagen, Audi, DaimlerChrysler, MAN Nutzfahrzeuge, Scania Trucks & Buses, Volvo Truck Corporation, Sauer Danfoss, Rexroth, Demag, а также ж/д сегмент – AWS, SKF France RBU, Deutsche Bahn, Vossloh. Для немецкого автогиганта BMW компания Walter Hundhausen ежегодно поставляет около 1,2-1,4 млн. литых деталей – корпуса передачи заднего моста и коробки дифференциала (рис.10). Тесное партнерство двух компаний длится уже более 30 лет и литейный завод WH внес большой вклад в усовершенствование задних мостов BMW.

В марте 2004 г на литейном заводе Walter Hundhausen GmbH был проведен тщательный анализ сильных и слабых сторон, который позволил выявить «узкое место» производства - формовочную линию Georg Fischer. В августе того же года на линии произвели замену формовочных агрегатов на современные по Сейатцу-процессу фирмы HWS-Sinto, Германия.
Возраст далеко не всегда означает опыт. В случае с оборудованием это чаще всего означает, что технология устарела, стала неэффективной и требует значительных затрат. Примером тому служит формовочная линия Georg Fischer литейного завода Walter Hundhausen. Запущенная в конце
Что такое режим A-Б? При работе в режиме A-Б используются две модельные плиты, которые формуются друг за другом, при этом в режиме A формуется только одна единственная модель – что в значительной мере упрощает логистику.
WH поручили весь объем работ по модернизации фирме HWS-Sinto, ведущему предприятию в этом сегменте на рынке. Были заказаны 2 формовочные машины EFA-S6 flex по Сейатцу-процессу (производительность 210 ф/ч, размер опок 1420x915x360/360 мм) и участок простановки стержней.
Строго по плану после отключения всех электро- и гидрокоммуникаций и удаления опок рабочие приступили к демонтажу оборудования. На полный демонтаж и вывоз старой установки (ок. 100 тн) ушло всего 3 дня. Монтаж формовочной машины и участка простановки стержней также занял у монтажников HWS-Sinto только 3 дня. После этого были проложены и подключены трубопроводы гидросистемы и электрические кабели. Систему управления сотрудники WH отрегулировали заранее и во время модернизации линии требовались лишь некоторые доработки.

Менее чем через месяц после начала работ по демонтажу старого оборудования благодаря точному планированию и реализации новые формовочная машина, участок простановки стержней с двумя простановщиками были готовы к началу производства.
Преимущества новой формовочной линии:
- Уменьшение веса отливок благодаря более твердому уплотнению форм
- Изготовление форм в режиме А (только одна затратная операция)
- Устранение наростов на отливках - сокращение объема последующей механообработки
- Высокая производительность до 210 готовых форм в час
Конечно, в первую неделю команда специалистов активно занималась оптимизацией и регулировкой работы линии. На второй неделе стал четко просматриваться потенциал модернизированных машин- высокая размерная точность форм и быстрые циклы работы. Вскоре производительность новой линии уже приблизилась к производительности старой (128 форм в час при размере опок 1420x915x360/360 мм). Но оптимизация шла дальше, ведь новое оборудование HWS-Sinto позволяет добиться лучших результатов. Конструкция формовочной машины позволяет уплотнять формы снизу благодаря специальному держателю модельных плит. При этом модельная плита примерно на
Другим «узким местом» производства после замены формовочной машины оставался участок охлаждения. Ведь уже на первом этапе модернизации, увеличив производительность АФЛ со 128 до 150 форм в час, вместимость участка охлаждения нужно было увеличить на 90 опок (по некоторым подсчетам, даже на 97). Чтобы участок не получился слишком длинным, было принято решение частично выполнить его в 4 яруса (многоэтажный охладитель форм) (рис. 12.).
Сравнение старого и нового процессов уплотнения. При формовке старым методом газового импульса резкий мгновенный «взрыв» гонит формовочную смесь к модельной плите, ударяясь о которую смесь уплотняется. Ударная волна достигается при помощи смеси газа и воздуха, которая поджигается в камере с помощью двух свечей зажигания. Такой тип уплотнения приводит к хорошей прочности полуформы со стороны модели при меньшей прочности на контрладе.
«Взрывной метод» уступил место импульсному уплотнению сжатым воздухом. При этом методе уплотнения давление образуется в ресивере (2…5 МПа) и подается к формовочной смеси в виде воздушного импульса путем резкого открытия клапана. В комбинации с многоплунжерным прессованием (прессовая головка разделена на много цилинддров-плунжеров - это позволяет дополнительно оптимизировать формовку контуров модели) эта технология на сегодняшний день представляет наиболее передовой способ уплотнения.
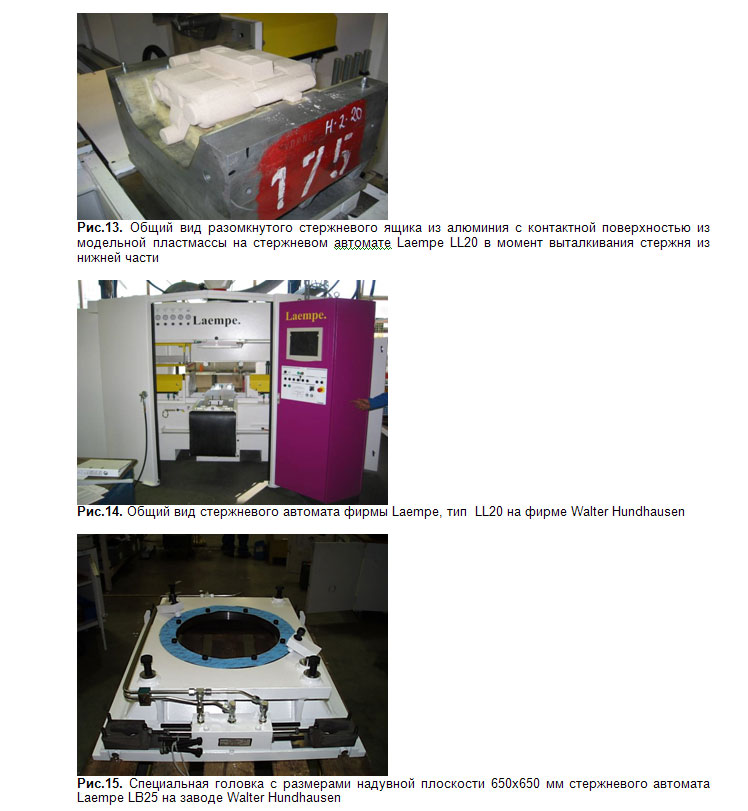
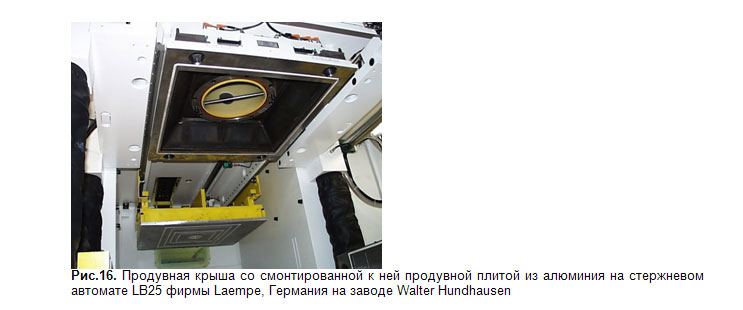
Для получения отливок необходимо огромное количество мелких и средних по весу и размеру стержней. Все стержни на заводе изготавливаются на 13 стержневых автоматах немецкой фирмы Laempe (рис. 13-16). В
Завод Erkunt, Турция
Подобная модернизация была осуществлена и на заводе компании Erkunt в г. Анкара - одном из большого числа литейных и машиностроительных предприятий Турции. Завод выпускает 40.000 тн высококачественного литья в год (более ¾ идет на экспорт – в основном в США, страны Западной Европы, Индию). Заказчиками являются такие именитые компании, как Mercedes Benz, Daimler, Volvo, Ford, Fiat, MAN, IVECO, Mack Trucks, Deutz и Cummins. Оборот за
Как поставщик литых деталей для тракторов, легковых и грузовых автомобилей и моторостроительных заводов Erkunt играет важную роль в индустриализации Турции. Уже на протяжении 20 лет часть его продукции идет на экспорт в страны Европы. В настоящее время завод имеет сертификаты ISO/TS 16949, ISO 14001 и OHSAS 18001. Целью завода в 2007 году был экспорт 80% всей продукции в развитые страны и одновременно движение в сторону технологического совершенствования продукции. И эта цель была достигнута.
Завод был основан в 1953 году как небольшая литейная и модельная мастерская, а уже двумя годами позже она стала чугунолитейной фабрикой с возможностью обработки готовых деталей. Вскоре завод обеспечил себе позицию одного из ведущих предприятий Турции в области литья серого и высокопрочного чугуна и обработки отливок. С запуском второго завода (в
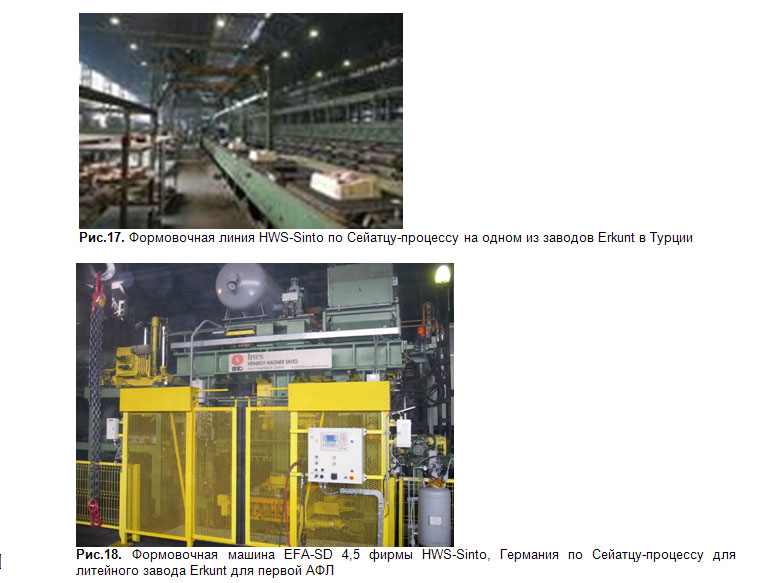
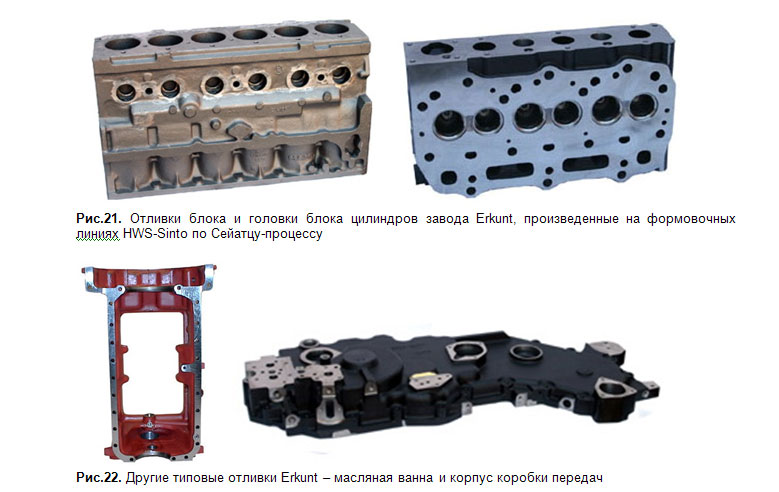
Компания Erkunt имеет два литейных завода. Один из них, специализирующийся большей частью на производстве блоков и головок блоков цилиндров, был оборудован формовочной линией HWS-Sinto по Сейатцу-процессу еще в 1991 году (производительность 100 форм в час, размер опок: 900x700x350/350 мм) – рис..17 Стержневой участок на этом заводе оборудован современным стержневым оборудованием немецкой фирмы Laempe- 2 машины объемом 25/40 л, 2 объемом
На другом литейном заводе было две формовочные линии – встряхивающе-прессовая Gustav Zimmermann и Vacupress фирмы Künkel Wagner. Обе формовочные линии находились в хорошем состоянии благодаря обслуживанию и своевременному ремонту, и также были оснащены новыми элементами управления. Однако сами системы формовки утратили функциональность и конкурентоспособность.
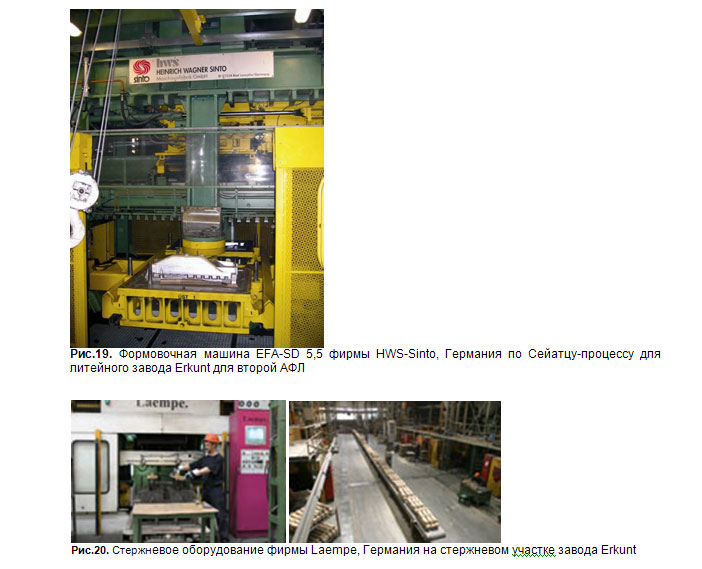
Поэтому перед фирмой HWS-Sinto была поставлена задача по замене только формовочных машин на двух старых АФЛ. После окончания работ по проектированию, изготовлению и привязки на месте всего за 4 недели двухсменной работы старые машины были демонтированы и установлены новые формовочные машины по Сейатцу-процессу типа EFA-SD для двух АФЛ с размером опок 1200x900x350/350 мм и 800x600x300/300 мм, каждая производительностью 100 форм в час (рис. 18, 19).
Благодаря тщательному предварительному планированию и анализу сопряжений после оговоренного четырехнедельного срока обе формовочные линии смогли возобновить производство.
Фирма HWS-Sinto спроектировала для формовочных машин вариант технического решения по принципу самостоятельных участков формовки в составе формовочных линий. Для каждой линии были поставлены:
- Формовочная машина EFA-SD
- Держатель модельной плиты
- Рольганг формовочной машины
- Устройство управления Siemens S7 для формовочной машины, а также система обмена сигналов и данных с имеющимся устройством управления
- Гидростанция для формовочной машины
Результат говорит сам за себя. Вот фрагмент из отзыва компании Erkunt:
«…Новая формовочная машина значительно повышает качество и производительность литейного производства.
Во время пуска в эксплуатацию мы установили, что такие литейные дефекты как деформация и сдвиг формы, которые изначально считались неизбежными, более не проявлялись. В результате нам удалось отказаться от припусков на обработку, таким образом сэкономив значительные средства на инструментальную оснастку и механообработку.
Новая формовочная линия изготавливает 100 ф/ч, ее коэффициент использования 99%. Таким образом, производительность увеличена на 57%...».
Этот пример показывает, как благодаря умеренным инвестициям за малый промежуток времени можно модернизировать имеющуюся исправную формовочную линию, вернув производству конкурентоспособность.
С учетом двух новых формовочных машин немецкая фирма HWS-Sinto имеет в Турции в общей сложности уже более 30 (34) ранее поставленных опочных формовочных машин и линий по Сейатцу-процессу (не считая линих горизонтальной безопочной формовки FBO).
Всего фирма HWS-Sinto осуществила более 130 проектов модернизации существующих формовочных линий других фирм- производителей, из них 46 проектов – с заменой устаревших формовочных машин (заменено 13 машин фирмы BMD, 7 формовочных агрегатов Georg Fischer, 5 - Künkel Wagner, 5 - Gustav Zimmermann, а также формовочное оборудование других фирм).
Другие проекты по замене устаревших формовочных машин на современный стандарт отрасли- Сейатцу-процесс: Gießerei Erzenberg, Швейцария; Jernstøberiet, Дания; ITT Flygt, Швеция; Niemeyer Söhne, Германия; Componenta, Нидерланды; ACO Guss, Германия; Furnes-Hamjern NCC, Норвегия; Furnes - Hamjern NCC, Норвегия; MAN Nutzfahrzeuge, Германия; Eisengießerei Monforts EGM Automotive, Германия; Dieckerhoff Guss, Германия; Buderus, Германия; Linde, Германия; Tractorul, Румыния; Eisenwerk Hasenclever & Sohn, Германия; Akdöküm Sanayi, Турция; Componenta Karkkila Oy, Финляндия; Euro Castings, Италия; Jura-Guss, Германия; SLR, Австрия; Gießerei St. Leon-Rot, Германия; Volvo Powertrain Corporation, Швеция; Luitpoldhütte, Германия; MWK Metallwerke Kloß, Германия; Rademakers Gieterij, Нидерланды; Grohmann Aluminium-Technik, Германия; Georg Röth Eisengießerei, Германия; Alzmetall, Германия; Trompetter Guss, Германия; Fonderie del Montello, Италия; Fonderia Corrà, Италия; Fundiciones Urbina, Испания; PSA Peugeot Citroën, Франция; SBFM / Group Teksid, Франция; AGVS Aluminium Werke, Германия; WSK PZL-Rzeszow, Польша; Mahle Ventiltrieb, Германия; Heunisch, Чехия; Турция; DaimlerChrysler, Германия; Eurocast, Словакия; Hawle Armaturen, Германия (рис.23 ); Benninger Guss, Швейцария.

Фирма HWS-Sinto предлагает своим клиентам и другие услуги по модернизации имеющихся формовочных линий (также других производителей):
- Модернизация системы управления с Siemens S5 на S7, а также различные приложения (A.L.S. 2010, P.D.C.
- Повышение производительности
- Увеличение времени охлаждения
- Замена различных агрегатов (гидравлика, клапанная техника), а также установка дополнительного оборудования
- Переоснащение участка перемещения опок (CLI)
- Установка новых опок
- Заливочные машины с соответствующим программным обеспечением (G.L.S. 2010)
- и др.
Список литературы:
- Интернет-сайт фирмы HWS-Sinto: www.wagner-sinto.de
- Интернет-сайт фирмы УралАЗ: www.uralaz.ru
- Интернет-сайт фирмы Walter Hundhausen: www.walter-hundhausen.de
- Интернет-сайт фирмы Erkunt: www.erkunt.com.tr