

Описан способ получения высококачественных заготовок типа фланец методом центробежного электрошлакового литья с модифицированием металла дисперсными частицами карбонитрида титана. Приведены результаты сравнительного анализа литого металла и показаны преимущества способа.
центробежное электрошлаковое литье;
модифицирование;
структура;
механические свойства;
фланцевые заготовки.
В настоящее время на предприятиях нефтегазоперерабатывающей и химической промышленности для соединения различных трубопроводов широкое применение получили изделия в виде кольцевых заготовок типа фланец. Они изготавливаются по ГОСТ 12820-80, ГОСТ 12821-80 из сталей 20, 09Г2С, 10Г2, 2X13, 08X18Н10Т и др. и работают в области высоких давлений и жестких климатических условиях, при резких перепадах температур транспортируемых сред и поэтому являются деталями ответственного назначения, подведомственными Госгортехнадзору Российской Федерации.
Данная продукция может изготавливаться различными технологическими процессами. Наиболее широко используются ковка, штамповка, литье традиционными способами (открытыми методами плавки) с последующей механической обработкой заготовок. Эти штатные технологии имеют и преимущества, и недостатки.
Достоинствами традиционной технологии литья являются высокая точность заготовок с минимальными припусками на механическую обработку и большой коэффициент использования металла. К ее недостаткам следует отнести невысокое качество металла и трудность получения плотных заготовок, поскольку при плавке и разливке расплав насыщается газами, неметаллическими включениями, вредными примесями и склонен к структурной и химической неоднородности. По этим причинам иные заготовки для изготовления деталей ответственного назначения практически не применяются.
Изделия, полученные ковкой, имеют более высокое качество металла, хотя и могут наследовать дефекты литых заготовок и слитков, используемых при этом. Серьезные недостатки этой технологии — высокая стоимость заготовок, обусловленная применением большого количества промежуточных операций (ковка слитков на биллеты, разрезка их на заготовки, прошивка заготовок, раздача), низкий коэффициент использования металла и необходимость наличия дорогостоящего кузнечного и прокатного оборудования. Таким образом, горячая деформация при производстве фланцевых заготовок — это вынужденное решение, к которому прибегают из-за низкого качества литья.
Перспективным направлением решения этой проблемы является замена кованых заготовок отливками высокого качества с минимальными припусками на механическую обработку. Поскольку эти детали имеют центральные сквозные отверстия, для их изготовления целесообразно использовать новую прогрессивную технологию — центробежное электрошлаковое литье (ЦЭШЛ), которое в силу своих технологических особенностей лишено многих из вышеперечисленных недостатков [1].
Сущность технологии заключается в электрошлаковом переплаве электрода в плавильной емкости, обеспечивающей накопление жидкого металла и шлака в нужных количествах, и последующей его заливке во вращающуюся форму. В качестве переплавляемого металла могут применяться расходуемые электроды любой формы и сечения. Такая технология и была использована для изготовления фланцевых заготовок ответственного назначения.
Переплав расходуемого электрода осуществляли под флюсом, представляющим собой смесь фтористого кальция, электрокорунда, магнезита и кремнезема. Такой флюс обеспечивает рафинирование жидкого металла и плавильной емкости от серы и фосфора, защиту от вредного воздействия окружающей среды, а также отличается значительной текучестью при высокой скорости охлаждения [2].
Метод электрошлакового литья прост и производителен. Оборудование для реализации этой технологии включает в себя серийные установки типа А-550У или ЭШП-0,25, гарнисажную плавильную емкость специальной конструкции, центробежную машину с вертикальной осью вращения и литейную форму.
Точность получаемой отливки определяется литейной формой. Поэтому использовали составной кокиль, изготовленный методом токарной обработки кольцевых заготовок, каждая из которых повторяет часть наружной конфигурации отливаемой детали. При сливе шлакометаллической струи в кокиль под действием центробежных сил происходит ее разделение. Шлак препятствует прилипанию отливки к стенкам литейной формы, располагаясь тонким и ровным слоем на ее поверхности. Значительная часть шлака вытесняется внутрь и вверх отливки, где является тепловой надставкой и не позволяет образовываться усадочным полостям и раковинам. По мере общего снижения температуры металла и шлака на поверхности отливки образуется гарнисаж, отделяемый от заготовки только после ее извлечения из формы. Для примера на рис. 1 показан общий вид разобранного кокиля с отливкой.
Важным преимуществом такой технологии является возможность упрочнения металла заготовок за счет его модифицирования.
Выбор модификатора осуществляли согласно методике, изложенной в работе [3].
Установлено, что наиболее эффективным является комплексное модифицирование синтетическими ультрадисперсными частицами карбонитрида титана и титана в количестве 0,3… 0,5% от массы расплава. Модификатор получали смешиванием порошковых компонентов с последующим холодным прессованием в таблетки диаметром 25… 30 мм и толщиной 8… 15 мм.
Размеры таблеток были выбраны из условия их растворения в модифицируемом расплаве в течение 20… 30 с. Модификатор вводили при температуре 1650°С за 2 мин до слива, что обеспечивало равномерное распределение дисперсных частиц-инокуляторов по всему объему жидкого металла в плавильной емкости. Заливку металла в металлическую литейную форму кокиль проводили при температуре 1600°С.
Заготовки фланцев, полученные центробежным электрошлаковым литьем с модифицированием (ЦЭШЛM), удовлетворяют всем предъявляемым требованиям к выпускаемой продукции: это и геометрическая точность отливки, и высокие свойства металла. Так, припуск под механическую обработку по наружной поверхности составляет 2… 2,5 мм, по высоте до 1 мм, по внутреннему диаметру 8… 5 мм. Коэффициент использования металла при этом достигает 0,6—0,8. Это существенно снижает металлоемкость изделия и энергозатраты на его изготовление.
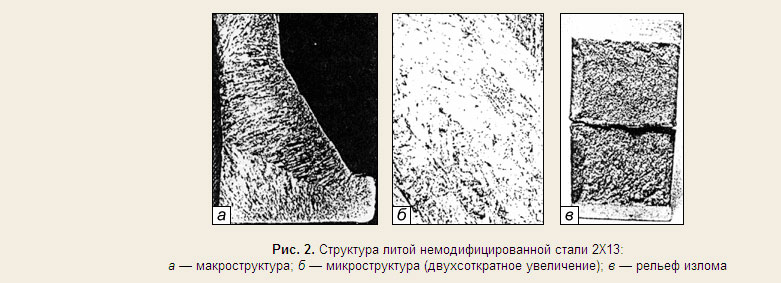
Электрошлаковый модифицированный металл отличается от металла, полученного открытой плавкой, мелкозернистой структурой, большей химической однородностью, отсутствием инородных окисных включений, воздушных пузырей, пор, раковин, трещин, низким содержанием вредных примесей серы и фосфора, равномерной плотностью металла по всему объему, а, следовательно, и изотропностью физико-механических свойств по всем направлениям. Так, например, анализ структуры полученных отливок из стали 2X13 свидетельствует о том, что немодифицированный металл имеет направленную транскристаллитную структуру с большой протяженностью первичных осей дендритов. Металлографический анализ показал, что в этом случае происходит огрубление структуры мартенсита, сопровождающееся значительным повышением твердости с межкристаллитной формой разрушения металла (рис. 2).
Введение в металл 0,4% модификатора приводит к существенному изменению структуры и свойств литого металла. Устраняются зоны транскристаллизации в кольцевых отливках, резко уменьшаются размеры дендритов, которые к тому же приобретают благоприятную форму по всему объему закристаллизовавшегося металла. Структура отливок характеризуется наличием ферритно-мартенситной матрицы с компактными карбидами, расположенными большей частью в микрозернах, а разрушение ударных образцов носит в основном транскристаллитный характер (рис. 3).

В этом случае уровень механических свойств отливок практически не отличается от свойств кованой заготовки. Результаты механических испытаний некоторых марок сталей, применяемых для изготовления фланцев, приведены в таблице.
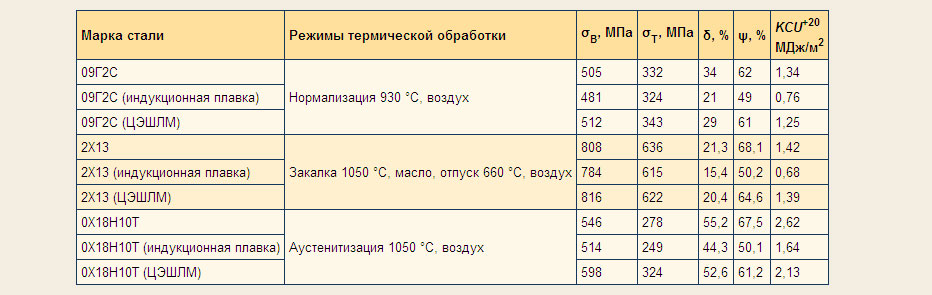
Сравнительный анализ показывает значительное превосходство электрошлакового металла над металлом открытой индукционной плавки и небольшие различия но отношению к свойствам кованого. Ультразвуковой контроль и магнитодефектоскопия показали плотную литую структуру, отсутствие микротрещин и каких-либо дефектов. После механической обработки такие фланцы успешно прошли гидроиспытания на герметичность под давлением 44 МПа. Для примера на рис. 4 приведен общий вид отливки и готового фланца Ду 200 с давлением рабочей среды Ру 10 МПа. В целом, свойства электрошлакового металла удовлетворяют требованиям ТУ26-0157-24-69, что позволяет использовать литые электрошлаковые заготовки взамен поковок. Кроме того, такая технология обеспечивает высокую оперативность выпуска различной номенклатуры и типоразмеров фланцевых заготовок.

Сравнительный анализ показывает значительное превосходство электрошлакового металла над металлом открытой индукционной плавки и небольшие различия но отношению к свойствам кованого. Ультразвуковой контроль и магнитодефектоскопия показали плотную литую структуру, отсутствие микротрещин и каких-либо дефектов. После механической обработки такие фланцы успешно прошли гидроиспытания на герметичность под давлением 44 МПа. Для примера на рис. 4 приведен общий вид отливки и готового фланца Ду 200 с давлением рабочей среды Ру 10 МПа. В целом, свойства электрошлакового металла удовлетворяют требованиям ТУ26-0157-24-69, что позволяет использовать литые электрошлаковые заготовки взамен поковок. Кроме того, такая технология обеспечивает высокую оперативность выпуска различной номенклатуры и типоразмеров фланцевых заготовок.
По разработанной технологии на ЗАО «Омский завод кольцевых заготовок» освоен выпуск литых фланцев от Ду 50 до Ду 500 с давлением рабочей среды от Ру 0,1 до Ру 20,0 МПа из сталей 20, 09Г2С, 17ГС, 10Г2, 2X13, 08X18Н10T, Х17Н13МЗТ и Х23Н18.
Литература
Медовар К.П., Шевцов В.Л., Марийский Г.С. Центробежное электрошлаковое литье. — Киев: О-во «Знание» УССР, 1983. — 48 с.
Медовар Б.И., Цыкуленко Л.К., Шевцов В.Л. Металлургия электрошлакового процесса. — Киев: Наук. думка, 1986. — 248 с.
Еремин Е.Н. Закономерности комплексного модифицирования литого электрошлакового металла // Анализ и синтез механических систем. — Омск: Изд-во ОмГТУ, 1998. — С. 131–134.