

В чугунолитейном производстве ОАО «АВТОВАЗ» творческими бригадами исследователей и технологов с участием рабочего персонала проводятся перспективные работы по освоению и внедрению в производство эффективных модификаторов нового поколения для серого и высокопрочного чугунов.
Планируются, а по некоторым направлениям уже активно ведутся следующие перспективные разработки:
- сфероидизирующее ковшевое модифицирование высокопрочного чугуна: снижение содержания и замена никеля в «тяжёлой» Ni-Mg-Ce-лигатуре, апробация и внедрение технологий с использованием лёгких ферросиликомагниевых лигатур;
- внутриформенное модифицирование высокопрочного чугуна: применение РЗМ-содержащих ферросиликомагниевых лигатур для снижения металлургических дефектов, главным образом, усадки, и повышения качества микроструктуры чугуна в отливках;
- ковшевое графитизирующее модифицирование высокопрочного и серого чугунов: повышение эффективности работы и снижение расхода модификаторов на основе ферросилиция с активными добавками;
- вторичное графитизирующее модифицирование высокопрочного чугуна: использование литых и брикетированных внутриформенных вставок на основе ферросилиция с активными добавками.
Технология ковшевого модифицирования высокопрочного чугуна состоит из сфероидизирующего и первичного графитизирующего модифицирования в ковше, а также вторичного графитизирующего модифицирования в заливочной чаше формы. Для сфероидизирующего модифицирования используется «тяжёлая» Ni-Mg-Ce-лигатура (табл. 1). Особенность этой лигатуры заключается в её более высокой плотности по сравнению с плотностью расплава, что позволяет без использования специальных приспособлений и оборудования проводить модифицирование. Процесс модифицирования отличается высокой стабильностью, что позволяет гарантировать высокое качество чугуна в отливках. Однако эта лигатура является достаточно дорогим модификатором и её стоимость будет возрастать, учитывая наметившуюся тенденцию удорожания никеля.
Таблица 1. Химический состав Ni-Mg-Ce-лигатуры, % масс.
|
Ni |
Mg |
Ce |
C |
S |
Cu |
Fe |
Mn |
Σ |
|
основа |
14…17 |
0,4…0,6 |
0,5 |
макс. 0,003 |
макс. 0,4 |
макс. 1,0 |
макс. 0,04 |
макс. 1,5 |
В рамках работ по снижению затрат планируется уменьшение содержания и замена никеля, а также использование вместо чистого церия цериевого мишметалла в «тяжёлой» Ni-Mg-Ce-лигатуре. Были проведены исследования по усвоению магния и качеству модифицирования лигатурами следующих типов: Fe-Ni-Mg-РЗМ (табл. 2) и Fe-Ni-Cu-Mg-РЗМ (табл. 3) (снижение содержания никеля не менее, чем на 15%). Результаты проведённых испытаний показали, что как при исходных величинах навесок, так и при их увеличении до 20% степень сфероидизации графита не достигала 90%. Дальнейшее увеличение навесок является экономически нецелесообразными. Полученные результаты показывают нестабильность усвоения магния из опытных «тяжёлых» лигатур. Неустойчивость характера работы лигатур объясняется следующим. Ввиду того, что магний не растворим в железе, при одновременном сплавлении с ним железа и меди (никеля), он образует более насыщенные твёрдые растворы с медью (никелем). Эти сплавы с более высокой концентрацией магния, имеющего относительно низкую температуру плавления - 650°С, имеют, соответственно, более низкую температуру плавления, что отрицательно влияет на усвоение расплавом магния из лигатуры и повышает его угар. Также следует отметить высокую склонность магния к ликвации: из-за низкой плотности основное его содержание сосредотачивается в верхних слоях слитка, а нижние слои оказываются обеднёнными по магнию.
В данных «тяжёлых» лигатурах железо как составной компонент было использовано для повышения общей температуры плавления сплава за счёт образования твёрдых растворов железа с медью и железа с никелем, имеющих более высокие температуры плавления, чем у чистых меди и никеля. Однако, как показали результаты предварительных исследований, ожидаемый положительный эффект от «условной тугоплавкости» пока получен не был. Оптимальным вариантом, предлагающимся в дальнейшем для апробации и внедрения, как с экономической, так и с технической точки зрения является безникелевая лигатура типа Fe-Cu-Mg-РЗМ. Её использование даже при значительном увеличении потребления (~ в 1,5 раза) обеспечивает получение экономического эффекта из-за разницы в стоимости меди и никеля (никель ~ в 4 раза дороже меди), а также технического эффекта за счёт исключения операции доведения содержания меди в печи ожидания. Для проведения опытных работ предлагается безникелевая лигатура следующего состава (табл. 4).
Таблица 2. Химический состав Fe-Ni-Mg-РЗМ-лигатуры, % масс.
|
Fe |
Ni |
Mg |
РЗМ |
C |
Cu |
Mn |
|
18…22 |
62…65 |
14…17 |
0,4…0,6 |
макс. 1,0 |
макс. 0,4 |
макс. 0,1 |
Таблица 3. Химический состав Fe-Ni-Cu-Mg-РЗМ-лигатуры, % масс.
|
Fe |
Ni |
Cu |
Mg |
РЗМ |
C |
Mn |
|
18…22 |
52…56 |
8…12 |
14…17 |
0,4…0,6 |
макс. 1,0 |
макс. 0,1 |
Таблица 4. Предпочтительный химический состав Fe-Cu-Mg-РЗМ-лигатуры, % масс.
|
Fe |
Mg |
РЗМ |
Cu |
|
> 20 |
14…17 |
~1 |
остальное |
На данный момент практически все зарубежные и российские чугунолитейные производства уже освоили или осваивают новые технологии модифицирования высокопрочного чугуна: заливка сверху, «сэндвич»-процесс и его разновидность - ковш с крышкой, конвертер, проволока с наполнителем и другие.
В качестве альтернативного «тяжёлой» лигатуре модификатора для сфероидизирующей обработки высокопрочного чугуна используются «лёгкие» ферросиликомагниевые лигатуры. Для опытных работ в чугунолитейном производстве ОАО «АВТОВАЗ» планируется к использованию материал LametÒ5836 (ф. Элкем, Норвегия) фракции 4…32 мм, представляющий собой 45%-й ферросилиций с содержанием магния около 6%, отличающийся от своих аналогов наличием вместо смеси РЗМ чистого лантана (табл. 5). Этот модификатор по сравнению с «тяжёлой» лигатурой отличает более низкая стоимость, отсутствие необходимости в первичном графитизирующем модифицировании и более низкий удельный вес по сравнению с плотностью расплава чугуна. Из-за последней особенности ферросиликомагний при простом размещении на дне ковша модификатор всплывает и сгорает в контакте с кислородом воздуха. Таким образом, для успешного проведения модифицирования «лёгкой» лигатурой необходимо использование специальных способов её ввода в ковш. Одной из технологий ввода таких модификаторов в расплав является «сэндвич»-процесс. Каждое предприятие самостоятельно трансформирует или усовершенствует эту базовую технологию, а также использует оригинальные способы модифицирования собственной разработки, исходя из особенностей своего производства. Так в чугунолитейном производстве ОАО «АВТОВАЗ» проходят опытную апробацию две технологии сфероидизирующего модифицирования высокопрочного чугуна с применением «лёгкой» лигатуры: усовершенствованный «сэндвич»-процесс с карманом и контейнерное модифицирование.
Таблица 5. Химический состав модификатора LametÒ5836, % масс.
|
Si |
Mg |
La |
Ca |
Al |
Fe |
|
44…48 |
5,55…6,15 |
0,35…0,55 |
0,8…1,2 |
0,4…1,0 |
ост. |
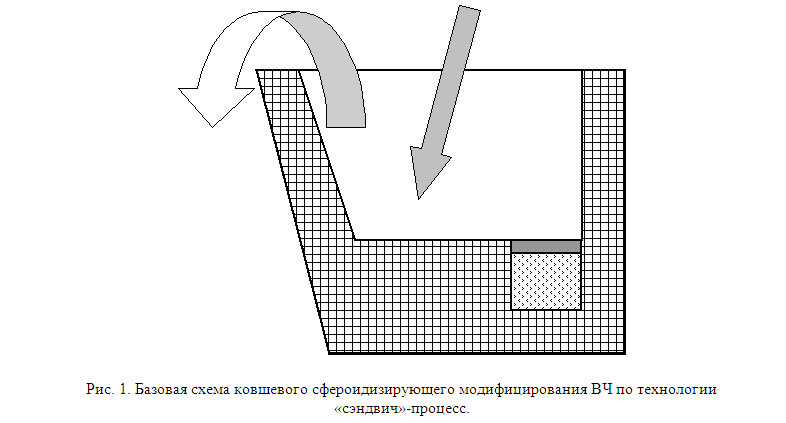
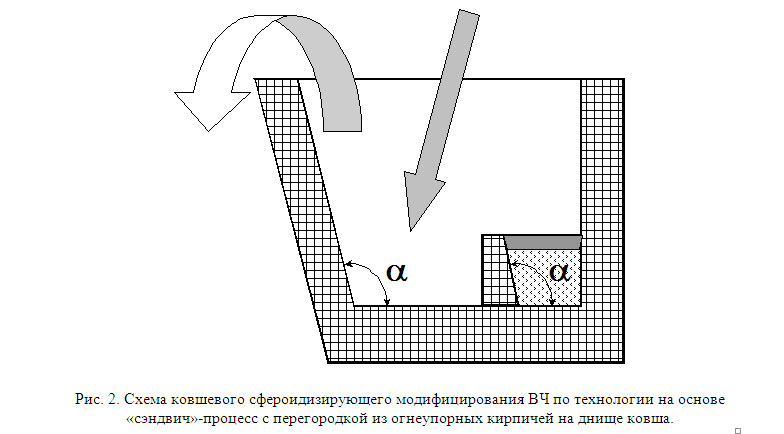
По первой технологии в классическом варианте модификатор размещается в ковше в специальном реакционном кармане (рис. 1). Перед сливом металла из печи ожидания в заливочный ковш навеска модификатора вводится через специальную трубу в карман и присыпается сверху покровным материалом, который задерживает всплывание модификатора и препятствует его быстрой реакции с расплавом. Покровным материалом может быть мелкая стальная нелегированная высечка, чугунная стружка или дробь. При заполнении ковша металлом струя расплава подаётся ближе к носку ковша во избежание размывания слоя присыпки и преждевременной реакции модификатора с расплавом чугуна. Ввиду того, что реакция с модификатором протекает очень бурно, для предотвращения выплеска металла после заполнения ковша на половину его объёма даётся выдержка для завершения пироэффекта. После визуальной оценки окончания реакции ковш полностью заполняется металлом (рис 2). Данная технология обеспечивает высокое качество чугуна в отливках при эффективном вторичном графитизирующем модифицировании расплава. Таким образом, главное достоинство этой технологии - стабильность структуры и свойств чугуна в отливках, а главный недостаток - трудоёмкость ввода модифицирующего и покровного материалов.
При использовании данной технологии в классическом исполнении были получены положительные результаты при проведении опытной работы по изготовлению отливок деталей «Кулак поворотный» моделей 1118 и 2116 и «Корпус подшипника ступицы заднего колеса» модели 2116 из чугуна ферритного класса марки ВЧ40.
С учётом того, что внедрение «сэндвич»-процесса предусматривается с использованием базовых заливочных ковшей металлоёмкостью 1200 кг, в условиях действующего чугунолитейного производства он не может быть применён в классическом виде из-за большой толщины донной части футеровки, не занятой реакционным карманом. Это вызывает существенное снижение металлоёмкости ковша и в результате - падение производительности. При проведения данной работы было осуществлено последовательное усовершенствование технологии «сэндвич»-процесс.
На финальном этапе работ реакционный карман в днище ковша был изготовлен с использованием огнеупорных кирпичей (рис. 2). Главные требования, предъявляемые к перегородке из огнеупорных кирпичей - одинаковый угол наклона (a) внутренней стенки перегородки и сифона носка ковша (у базовых заливочных ковшей, подлежащих модернизации под «сэндвич»-процесс, a=135°) и масса вытесняемого чугуна - не более 100 кг. Первое требование продиктовано необходимостью полного слива остатков металла из ковша при завершении заливки: при величине угла меньше регламентируемой в кармане для модификатора будет оставаться металл. Второе требование необходимо соблюдать во избежание наступления порога ощутимого снижения производительности технологического процесса.
Данный вариант конструкции реакционного кармана является наиболее предпочтительным и может быть рекомендован для промышленного применения. В данном случае потеря металлоёмкости ковша - не более 100 кг. Оптимизированные величины навесок модификатора и покровного материала (дробь, высечка, стружка, скрап) составляют 1,2% и ~0,5% соответственно от массы обрабатываемого расплава.
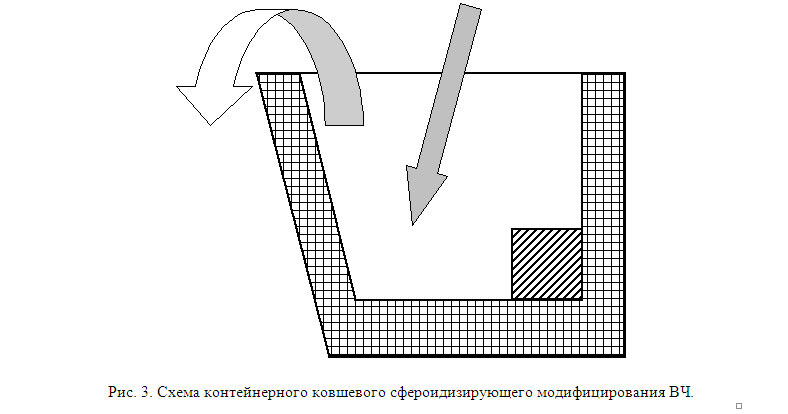
По второй, альтернативной «сэндвич»-процессу, технологии навеска модификатора делится на две, три части, каждая из которых помещается в стальной сварной контейнер с крышкой (рис. 3) (толщина стенки металла - 1,5…2,0 мм). Перед выдачей металла из печи ожидания, для размещения контейнеров с модификатором на днище, ковш наклоняется на ~30…45° в сторону, противоположную носку, после чего контейнеры скатываются по задней стенке футеровки в заднюю часть пода. Ввиду малой толщины стенки контейнеров реакция модификатора с расплавом начинается гораздо раньше, чем при «сэндвич»-процессе. Соответственно, длительность пироэффекта в данном случае существенно меньше, чем при модифицировании по «сэндвич»-процессу. При этом часть модификатора выносится на поверхность металла и, не растворившись в объёме расплава, сгорает на воздухе. Это было учтено при расчёте общего количества навески, в результате её вес составил 1,5% от массы расплава. Струя металла с печи ожидания направляется в его носковую часть ковша во избежание попадания струи расплава в контейнеры. При этом обеспечивается более стабильное растворение модификатора и усвоение магния.
«Лёгкая» лигатура LametÒ5836 планируется к использованию на всей номенклатуре деталей из высокопрочного чугуна марок Gh56-40-05 и ВЧ50, получаемых ковшевым модифицированием. С началом проведения в чугунолитейном производстве ОАО «АВТОВАЗ» работ по замене «тяжёлой» Ni-Mg-Ce лигатуры на «лёгкую» типа ФСМг и расширенных испытаний модификатора LametÒ5836 ведутся переговоры о проведении сравнительных испытаний отечественного аналога - модификатора ФСМг6 (ОАО «НИИМ», Челябинск) фракции 4…25 мм в 2-х вариантах с различиями по химическому составу в части:
- кальция (до 2,5…3,0% при 0,8…1,2% РЗМ);
- РЗМ (до 1,5…2,0% при 0,8…1,2% кальция).
Для обеспечения требуемых механических свойств чугуна в отливках разработаны рекомендации по доведению расплава чугуна по легирующим элементам в печах ожидания: для отливок из чугуна ВЧ50 содержание марганца и суммы никеля с медью - 0,45…0,50%, для отливок из чугуна Gh56-40-05, в которых определяется только твёрдость по Бринеллю сумма никеля с медью остаётся 0,45…0,50, а содержание марганца увеличивается до 0,60…0,65%, и, наконец, для отливок из чугуна Gh56-40-05, в которых регламентируется определение временного сопротивления на разрыв и относительного удлинения содержание марганца остаётся 0,45…0,50%, а сумма никеля с медью увеличивается до 0,55…0,60%.
В чугунолитейном производстве ОАО «АВТОВАЗ» отливки таких деталей из высокопрочного чугуна как коробка дифференциала моделей 2101 и 2123, направляющая колодок переднего тормоза 2108, 2110, 2112 и некоторых других получают с помощью внутриформенного модифицирования модификатором ФСМг7 (табл. 6) фракции 1…5 мм. Однако использование этого модификатора в качестве сфероидизирующей добавки при модифицировании в форме, имеет ряд недостатков, в числе которых повышение склонности к образованию усадочной пористости и образование шлаковых включений ввиду высокого содержания кальция (до 1%). Для устранения указанных недостатков был опробован и внедрён магниевый модификатор LametÒ5504 (ф. Элкем, Норвегия) фракции 1…4 мм с таким редкоземельным элементом как лантан (табл. 6). Лантан имеет самую низкую карбидообразующую способность по сравнению с другими РЗМ и влияет на образование асимметричного (или иначе - бимодального) распределения графита. Механизм такого распределения можно охарактеризовать как донорно-акцепторный. Суть его в следующем. На начальной стадии кристаллизации чугуна образуются и растут за счёт оттока атомов углерода из жидкости под влиянием паров магния глобули первичного графита. По мере понижения температуры чугуна с началом образования аустенита рядом с включением первичного графита появляются парные зародыши вторичного графита. Особенность действия лантана заключается в стимулировании роста глобулей вторичного графита за счёт диффузии атомов углерода от включений первичного графита, сдерживая их дальнейший рост
. В результате сглаживается диспропорция в размерах включений первичного и вторичного графита.
Такой поздний рост глобулей вторичного графита и их компактное распределение между глобулями первичного графита успешно компенсируют усадочные явления в отливке. Особенно это проявляется в момент прекращения функционирования прибылей, когда поздний рост количества включений графита противодействует усадке.
Результаты исследования микроструктуры отливок направляющих тормозных колодок переднего тормоза показали, что процент брака отливок по усадке при использовании модификатора с лантаном - LametÒ5504 уменьшился более чем в 3 раза, а общий процент брака отливок стал на 20% ниже чем с модификатором ФСМг7, имеющим в своём составе смесь РЗМ.
Таблица 6. Модификаторы для внутриформенного сфероидизирующего модифицирования высокопрочного чугуна.
|
Марка |
Содержание химических элементов, % | |||||
|
Mg |
Ca |
РЗМ |
Si |
Al |
Fe | |
|
ФСМг7 |
6,5…8,5 |
0,2…1,0 |
0,3…1,0 |
45…55 |
≤1,2 |
ост. |
|
LametÒ5504 |
5,0…6,0 |
0,4…0,6 |
La 0,25…0,40 |
44…48 |
0,8…1,2 |
ост. |
В рамках дальнейших работ планируется проведение испытаний отечественного аналога модификатора LametÒ5504 - модификатора ФСМг6Ла0,5 (ОАО «НИИМ», г. Челябинск). Помимо этой работы для изучения влияния РЗМ в модификаторе типа ФСМг для внутриформенного модифицирования ВЧ предполагается проведение экспериментов по испытанию опытного модификатора ФСМг6 с содержанием РЗМ ~1,5% и со строгим ограничением по кальцию - до 0,4%). Концентрации содержания РЗМ и кальция подобраны из следующих соображений.
В составе мишметалла содержится около 50% церия и 25% лантана. Церий из всего ряда РЗМ является наилучшим сфероидизатором графита и при концентрации в модификаторе ~ 0,75% будет дополнительно усиливать действие магния. Лантан имеет явное преимущество перед другими РЗМ в части влияния на позднее образование и рост большого количества парных глобулей вторичного графита. Такая тенденция имеет место при его концентрации в модификаторе 0,25…0,40%, при его содержании меньшем 0,25% эффект ослабевает, а при большем 0,40% - дополнительного усиления эффекта не происходит. При общем содержании РЗМ в модификаторе ~ 1,5% концентрация чистого лантана составляет ~ 0,38% и находится в рекомендуемом диапазоне.
Содержание кальция в магнийсодержащем модификаторе для внутриформенного модифицирования необходимо, по возможности, ограничивать ввиду его шлакообразующей способности. Несмотря на то, что кальций несколько сдерживает активность реакции магния с расплавом, в данном случае его присутствие является нежелательным. Использование вместо кальция РЗМ позволит усилить действие магния и компенсировать его более высокий угар.
Главное преимущество использования смеси РЗМ - более низкая стоимость мишметалла по сравнению со стоимостью чистых РЗМ.
Для первичного графитизирующего модифицирования высокопрочного чугуна используется литейный ферросилиций ФС75л6 (табл. 7) с размером гранул от 3,2 до 10 мм.
Таблица 7. Химический состав ФС75, % масс.
|
Si |
C |
S |
P |
Al |
Mn |
Cr |
|
74…80 |
макс. 0,1 |
макс. 0,02 |
макс. 0,04 |
макс. 3,0 |
макс. 0,4 |
макс. 0,3 |
Графитизирующее модифицирование чугуна заключается в создании в жидком чугуне зародышей графитных включений и стимулировании их роста, а также в равномерном их распределении по объёму чугуна. Это обеспечивается за счёт создания в жидком чугуне концентрационных неоднородностей по кремнию. Процесс зародышеобразования графита усиливается, когда в центры областей с повышенным содержанием кремния ликвируют содержащиеся в модификаторе поверхностно-активные или зародышеобразующие элементы (или и те и другие), которые обеспечивают правильное и равномерное формирование графита.
Литейный 75%-ный ферросилиций содержит около 0,5% кальция - элемента, уменьшающего количество формирующихся карбидов и улучшающего обрабатываемость резанием чугунных отливок. Литейный ферросилиций получил мировое признание как материал, обеспечивающий экономичное модифицирование серых и высокопрочных чугунов. Хотя литейный ферросилиций уменьшает склонность к отбелу в средних и толстых сечениях, он может и не устранить отбел в отливках, имеющих тонкое сечение или в зонах, склонных к быстрому затвердеванию (углы, кромки).
Содержание в используемом ферросилиции других активных элементов как барий, стронций, цирконий, РЗМ чрезвычайно мало, в результате чего эффект модифицирования проявляется недостаточно эффективно. Поэтому для полноценного модифицирования расплава чугуна необходимо существенно увеличивать навеску модификатора.
Новые графитизирующие модификаторы уже содержат в своём составе необходимое количество активных щелочно- или редкоземельных металлов. Это позволяет получать требуемые характеристики структуры и свойств чугуна в отливках, используя меньшее количество модификатора. Для повышения инокулирующего действия является необходимым увеличение суммарной площади поверхности модификатора путём уменьшения размера его фракции. Наиболее эффективные модификаторы сводят до минимума степень переохлаждения в процессе затвердевания отливок как в тонких сечениях, так и в сечениях средней толщины. В настоящее время в чугунолитейном производстве ОАО «АВТОВАЗ» готовятся к проведению опытные работы по освоению и внедрению таких эффективных модификаторов для ковшевой графитизирующей обработки как Barinok (табл. 8) (ф. Элкем, Норвегия) и ФС65Ба4 (табл. 9) (ОАО «НИИМ», г. Челябинск) фракцией 1…5 мм на всей номенклатуре деталей из серого и высокопрочного чугунов. Параллельно запланированы испытания модификатора-аналога производства NPP Company, г. Челябинск - SibarÒ4 (табл. 10) фракции 1…5 мм.
Для дальнейшего изучения эффективности влияния бария как активной добавки в модификаторе на основе ферросилиция планируется проведение испытаний модификатора SibarÒ22 (NPP Company, г. Челябинск) (табл. 11) по следующим схемам:
- при использовании крупки SibarÒ22 фракции 1…5 мм совместно с ФС75л6 фракции 3,2…10 мм для первичной графитизирующей ковшевой обработки расплава чугуна ожидается существенное снижение расхода ферросилиция и полное исключение вторичного модифицирования;
- при использовании куска SibarÒ22 массой 200 г для вторичного модифицирования в литниковой чаше формы и повышении содержания кремния в печи ожидания является возможным значительное снижение расхода графитизирующего модификатора для первичной графитизирующей ковшевой обработки расплава чугуна или даже её исключение; в данном случае введение активного элемента из модификатора в расплав происходит при температурах, близких к солидусу, что до минимума снижает его окисляемость и возможную ликвацию.
Таблица 8. Химический состав модификатора BarinokÒ, % масс.
|
Si |
Ba |
Ca |
Al |
Fe |
|
72…78 |
2,0…3,0 |
1,0…2,0 |
макс.1,0 |
ост. |
Таблица 9. Химический состав модификатора ФС65Ба4, % масс.
|
Si |
Ba |
Mn |
Al |
Fe |
|
62…70 |
2,0…4,0 |
макс. 0,4 |
макс. 3,0 |
ост. |
Таблица 10. Химический состав модификатора SibarÒ4, % масс.
|
Si |
Ba |
Ca |
Al |
Fe |
|
65…75 |
3,5…5,0 |
макс. 1,5 |
макс. 2,0 |
ост. |
Таблица 11. Химический состав модификатора SibarÒ22, % масс.
|
Si |
Ba |
Ca |
Al |
Fe |
|
45…60 |
20…25 |
макс. 3,0 |
макс. 3,0 |
ост. |
Вторичное графитизирующее модифицирование высокопрочного чугуна производится в заливочной чаше формы куском ФС75л3 массой 150…200 г или брикетом из ФС65Ба1 массой 170…220 г из фракции -1 мм. Следует отметить, что технология изготовления брикетов из ферросилиция с добавками активных элементов является как ресурсосберегающей, так как при этом используются отходы основного производства, так и энергосберегающей - в результате ухода от переплава и связанных с этим потерь активных элементов, а также угара и спекания пылевидной фракции. Получение брикетов осуществляется прессованием в специально подготовленную форму, в результате чего они имеют фиксированную массу и постоянное сечение. Основной сложностью является получение кускового ферросилиция постоянной массы и одинакового сечения, а для брикетов - их стабильное растворение из-за сложности чёткого дозирования наполнителей, вступающих в экзотермическую реакцию - жидкого стекла и плавикового шпата (CaF2), связывающих пылевидный ферросилиций. В связи с тем, что технология вторичного модифицирования брикетированными графитизирующими модификаторами признаётся более эффективной как с технической, так и с экономической точек зрения, вышеуказанные недостатки устраняются при строгом нормировании и дозированном вводе составляющих компонентов.
Усовершенствованной технологией вторичного графитизирующего модифицирования является использование литых или брикетированных внутриформенных вставок, изготовленных на основе ферросилиция с добавками щелочно- или редкоземельных элементов с применением растворяющегося связующего или без него. Такие вставки сохраняют преимущества брикетов для модифицирования в чаше - имеют фиксированную массу и постоянное сечение. При правильном размещении вставки модификатора внутри литейной формы обеспечивается его полное растворение без всплывания. Для исключения попадания нерастворившихся остатков модификатора внутрь формы и, тем самым, засорения тела отливки, вставка размещается перед пенокерамическим фильтром. При введении в состав вставки помимо кремния других эффективных, стимулирующих графитообразование, элементов становится возможным снижение веса модифицирующей вставки. На снижение веса также влияет то обстоятельство, что модификатор расходуется только на модифицирование части элементов литниковой системы - пространства, занимаемого полостью отливок, прибылями и питателями, а стояк и литниковая чаша остаются немодифицированными. Применение вставок на основе ферросилиция для графитизирующего модифицирования в форме высокопрочного чугуна позволяет значительно улучшать форму шаровидного графита при постепенном снижении содержании магния в расплаве, то есть при старении эффекта модифицирования, уменьшать размер и обеспечивать равномерное распределение сфероидов графита по объёму металлической матрицы, предупреждать появление цементита и повышать механические свойства чугуна в литом состоянии.
Планируется проведение испытаний внутриформенных стержнеобразных прессованных вставок производства ОАО «Белтехнолит» (табл. 12, рис. 4) и литых вставок ElcastÒD (ф. Элкем, Норвегия) (табл. 13, рис. 5).
Таблица 12. Химический состав вставок ОАО «Белтехнолит», % масс, не более.
|
Si |
Al |
Ca |
C |
Fe |
Sr |
Zr |
РЗМ |
Ba |
Mg |
Ta, Nb, W, Co, Ti |
|
75 |
2 |
3 |
10 |
30 |
2 |
10 |
15 |
5 |
8 |
10 |
|
Si |
Ca |
Al |
Fe |
|
70…78 |
0,5…1,2 |
2,5…3,5 |
ост. |
Таким образом, главная цель, преследуемая при проведении опытных работ по внепечной обработке чугуна - внедрение эффективных технологий модифицирования и модифицирующих материалов для повышения качества чугуна в отливках при параллельном снижении затрат.