

Введение
Разумное и эффективное использование всех ресурсов при одновременном сохранении (и даже повышении) качества выпускаемой продукции – это, наверное, мечта любого руководителя предприятия. Реализация мечты обеспечивает не только снижение себестоимости выпускаемой продукции, но и повышение спроса, рост конкурентоспособности. В наше рыночное время каждая бракованная деталь, каждый килограмм впустую истраченного материала ведут к падению прибыли предприятия, заработной платы работников, потере квалифицированных кадров, остановке производства. Абсолютно очевидна необходимость повышения качества продукции при одновременном снижении расхода всех ресурсов: металла, газа, воды, электроэнергии.
На протяжении многих лет одной из самых эффективных мер для достижения этих целей остается замена дорогостоящих и ресурсоемких опытных работ практически бесплатными компьютерными экспериментами. Вы экономите материалы, энергоносители, рабочее время, бережете оборудование, а взамен получаете массу уникальной информации о технологическом процессе. Только компьютерное моделирование технологии позволяет «заглянуть» внутрь изделия, увидеть характер протекающих в нем процессов, понять причины возникновения дефектов. Именно полнота получаемой информации делает моделирование самым быстрым способом достижения желаемого результата. Напротив, натурный эксперимент – это всегда работа «с закрытыми глазами», когда даже самый опытный технолог видит только конечный результат, по которому и пытается предугадать весь ход процесса.
Системы анализа (Computer Aided Engineering – CAE или, по-русски, – СКМ) литейных процессов (ЛП) уже давно используются литейщиками всего мира как «виртуальный литейный цех», где можно реализовать и проверить любые фантазии, возникающие в голове конструктора и технолога. Мировой рынок СКМ ЛП можно считать сложившимся. Из десятка представленных на нем систем больше половины (в их числе две отечественных) с большим или меньшим успехом продвигаются на российском рынке.
От этого изобилия специалисты предприятий часто испытывают затруднения при выборе системы: без соответствующего опыта трудно разобраться в особенностях тех или иных математических моделей, а производители и дилеры, конечно, стремятся показать сильные стороны своего товара и не заострять внимание на слабых. В результате при принятии решения о покупке той или иной СКМ ЛП основными аргументами нередко оказываются ее цена и «простота использования», а вовсе не соответствие потребностям конкретного литейного производства.
Другое затруднение связано с внедрением купленной программы в производственный процесс. Отношения между цехами и службами предприятия, как правило, регламентируются соответствующими нормативными документами (СТП, должностными инструкциями и т.п.), в которых не содержится никаких указаний на то, кем и как должен реализовываться новый подход к разработке технологического процесса. В итоге система часто попадает «не в те руки» и благое начинание заканчивается ничем. Производители СКМ ЛП приводят на своих сайтах внушительные списки предприятий, купивших лицензии на использование системы, но значительная часть этих лицензий на самом деле не используется.
В этой статье делается попытка обозначить некоторые важные моменты, которые следует учитывать при выборе системы моделирования литейных процессов и при ее внедрении на предприятии. Предлагаются проверенные схемы эффективного взаимодействия различных подразделений и служб. Автор надеется, что статья поможет всем, кто решился вступить на путь внедрения современных методов разработки и оптимизации технологических процессов в литейном производстве.
Как правильно выбрать?
Итак, вы желаете шагнуть на более высокий уровень создания технологий получения отливок – приобрести систему компьютерного моделирования литейных процессов. Прежде всего, следует понять, что это будет система анализа технологии, а не ее синтеза. Кратко покажем разницу.
Под системами синтеза обычно понимают программное обеспечение (ПО) для определения оптимальных параметров технологии, в том числе и геометрических (температура заливки, время выбивки, величины припусков на заданные поверхности, размеры элементов литниково-питающей системы (ЛПС) заранее заданной конфигурации, размеры прибылей заранее заданного типа и т.п.). Это направление довольно активно развивалось в СССР, но полноценные, универсальные коммерческие продукты на российском рынке так и не появились.
Системы анализа (то есть СКМ ЛП) в общем случае не предназначены для генерации технологических параметров. Их назначение – показать, к чему приведет использование заданных технологических параметров. Другими словами, показать ход процессов, от которых зависит появление дефектов, процесс образования самих дефектов, их расположение, характер и т.п. Системы анализа ничего не говорят о том, какие технологические параметры нужно задать, но показывают, что произойдет, если те или иные технологические параметры будут заданы. Варьируя эти параметры (геометрические, технологические, физические), можно подобрать такое их сочетание, которое обеспечит устойчивую, бездефектную и экономически выгодную технологию.
Выбирая систему анализа, первое, что надо сделать, это проанализировать литейное производство, в рамках которого система будет использоваться. Цена системы, дружелюбность интерфейса, скорость расчета и красота оформления – вот примерный перечень параметров, на которые следует обращать внимание в последнюю очередь. Попробуем представить процесс выбора СКМ в виде нескольких этапов или стадий.
1. Прежде всего, следует определиться, какие литейные технологии вы собираетесь моделировать (то есть проектировать или оптимизировать). Например, все предлагаемые сегодня СКМ могут моделировать литье в песчано-глинистые формы (ПГС) или кокиль, но не все моделируют литье в оболочковые формы в вакууме, а желающие моделировать центробежное литье вообще лишены возможности выбирать. Если слишком широкий перечень технологий не оставляет вам выбора из нескольких систем (а это очень важно!), можно попробовать временно не рассматривать некоторые экзотические виды литья.
2. Ограничив, таким образом, перечень СКМ, можно приступить к их более подробному рассмотрению с точки зрения применяемых в них математических моделей. Речь идет не о пресловутой войне методов решений системы дифференциальных уравнений (МКР-МКО-МКЭ), а о моделях, которые реализуют требуемые физические явления. На этом этапе важно определиться, какие физические явления, протекающие в ходе получения отливки, вы хотите моделировать. Для этого необходимо составить полное представление о проблемах, которые возникают в процессе производства отливок. Например, если значительная доля брака приходится на непроливы, холодные спаи или засоры, следует обратить большее внимание на модель заполнения формы расплавом.
Раковины и усадочная пористость – самые распространенные дефекты отливки. Поэтому возможности моделей расчета температурного поля и усадочной пористости должны максимально соответствовать моделируемым технологиям и уровню контроля отливок. Это означает, что если в цехе наряду с литьем «в землю» используется технология литья в оболочковые формы (без опорного наполнителя), то модель расчета температурных полей должна учитывать радиационный теплообмен между элементами литейного блока (в случае отливки типа «куст») и элементами плавильной установки (подогреваемый муфель, обечайка и т.п.). В случае заливки многотонных отливок и слитков, вероятно, потребуется учитывать конвекцию расплава в форме при его остывании. Если идет речь о производстве отливок ответственного назначения или отливок с чувствительными методами контроля (рентген, люминесцентная и цветная дефектоскопия), скорее всего понадобится более чувствительная модель усадочной пористости (микропористости). Для производства отливок из сплавов на основе алюминия может быть актуальным расчет газовой пористости.
3. В рамках одной статьи дать рекомендации на все случаи жизни не представляется возможным, поэтому, если вы затрудняетесь самостоятельно сделать выводы о пригодности системы для вашего предприятия, – обратитесь к профессионалам. Если мнение производителей СКМ кажется вам слишком субъективным, обратитесь в компании, распространяющие несколько различных систем. Как правило, в этом случае вы получите более взвешенную информацию. Выбирайте компании, имеющие квалифицированных специалистов, способных провести тестовые расчеты на разных системах и сравнить результаты. Наиболее понравившуюся систему можно попросить на 1-3 месяца в опытную эксплуатацию. Перед опытной эксплуатацией целесообразно провести обучение специалистов предприятия, иначе использование СКМ может оказаться крайне неэффективным.
4. Итак, вы почти у цели. Если на этом завершающем шаге список СКМ, претендующих на внедрение, состоит более чем из одной позиции, значит пришло время сравнивать их стоимость и всевозможные «внешние данные». Здесь обычно советовать нечего, выбор может быть сколь угодно субъективным, поскольку все принципиальные решения уже приняты. Одна из распространенных ошибок – начинать анализ рынка СКМ ЛП с их стоимости. На самом деле многократно проверено и доказано, что любая СКМ окупается достаточно быстро при выполнении одного важного условия: предприятие нормально функционирует и производит продукцию.
Как правильно использовать?
После приобретения СКМ ЛП на предприятии должна пройти процедура внедрения системы. Иногда (к сожалению, довольно часто) эта процедура игнорируется, а ПО передается в подразделение, которое инициировало его покупку. Что будет происходить дальше, зависит исключительно от инициативы отдельных людей. Как правило, даже если систему поначалу пытаются использовать, дело двигается вяло: начальство не интересуется, «текучка» занимает все рабочее время, отсутствует понимание со стороны цеха и других служб. В конце концов, обученный работе с СКМ увольняется, и дело глохнет окончательно. Все возвращается на круги своя, а руководство предприятия во всем винит производителя системы, заявляя, что деньги вложены, «программа» куплена, а толку нет.
С другой стороны, есть предприятия, где грамотное внедрение СКМ ЛП обеспечило эффективность ее использования. Для многих стал примером опыт московского ФГУП «ММПП «Салют», где используются две системы («ПолигонСофт» и ProCAST) [1, 2 и др.]. Несмотря на то что ФГУП «ММПП «Салют» – крупное предприятие, принцип, по которому налажено взаимодействие между литейными цехами, КБ и другими службами, может быть использован на предприятии любого масштаба. Рассмотрим три схемы организации производственного процесса: традиционную (без использования СКМ ЛП) и две «прогрессивных», подразумевающих внедрение современного метода разработки и оптимизации технологических процессов.
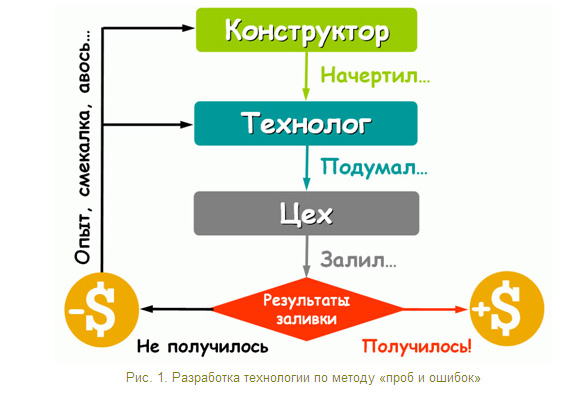
1. Традиционный подход (метод «проб и ошибок»)
На рис. 1 показана часто встречающаяся схема взаимодействия конструктора (КБ) и подразделений литейного цеха. Слабое место этой схемы в том, что если технолог не уверен в «технологичности» отливки, предложенной конструктором, доказать необходимость внесения изменений чаще всего удается только после множества неудачных пробных заливок. Конструкторы, напротив, в этих неудачах до последнего склонны видеть непрофессионализм технологов. Финансовые потери, которые при этом несет предприятие, – хорошая основа для разговоров об убыточности литейного производства.
2. Разработка нового технологического процесса с применением СКМ ЛП
Схема, описывающая разработку технологии для получения новой отливки, показана на рис. 2. В структуре предприятия она предполагает наличие подразделения (назовем его отдел САПР ЛП), которое эксплуатирует СКМ ЛП. Принципиально важно, что проведение расчетов является непосредственной обязанностью специалистов отдела, закрепленной в их должностных инструкциях. Все взаимодействия с другими подразделениями, службами и цехами (стрелки на схеме) зафиксированы в соответствующих инструкциях по проектированию технологий и являются обязательными.
Процесс начинается с передачи 3D-модели и чертежа детали в технологическое бюро цеха и отдел САПР ЛП. Технологи литейного цеха согласуют с цехом механической обработки конфигурацию будущей отливки – определяют припуски на механическую обработку. Результаты согласования (в виде эскиза) и свои соображения относительно технологии производства отливки (ЛПС, технологические параметры) технологи литейного цеха передают в отдел САПР ЛП для моделирования и разработки технологии.
Разработанная в отделе САПР ЛП технология передается в литейный цех. Цех проводит опытные плавки. Полученные отливки проходят контроль и, если есть необходимость, передаются на исследование в центральную заводскую лабораторию (ЦЗЛ). В случае брака результаты контроля в литейном цехе и результаты исследований в ЦЗЛ передаются в отдел САПР ЛП. На основании результатов натурного эксперимента (опытных отливок и результатов их исследования) выполняется дополнительная настройка параметров моделей до получения результатов расчета, удовлетворительно совпадающих с этими результатами. Далее проводится корректировка ЛПС, параметров технологического процесса, делаются дополнительные расчеты, в ходе которых добиваются получения годной отливки «на экране». Откорректированная технология передается в литейный цех для проведения еще одной опытной плавки.
Эта последовательность действий повторяется до тех пор, пока в результате опытных плавок не будут получены годные отливки. После этого технология считается отработанной и цех приступает к серийному выпуску отливок.

3. Методика моделирования при повышении выхода годного серийных отливок
Мероприятия по повышению выхода годного для отливок серийного производства тоже обязательно включают этап моделирования (рис. 3). Отличие методики снижения брака от разработки новой технологии состоит прежде всего в том, что сама технология уже существует. То есть существуют литниковая система, оснастка для ее изготовления, оснастка для изготовления модели отливки и набор параметров, задающих технологический процесс. Литейный цех, который выступает заказчиком работ по увеличению выхода годного, заинтересован в сохранении оснастки или, по крайней мере, в том, чтобы ее доработка была минимальной. Относительно свободно можно варьировать технологические параметры (температура формы, заливки, схема утепления блока и т.п.).
Корректировка технологии серийной отливки начинается с передачи в отдел САПР ЛП технологии производства отливки, схемы ЛПС, 3D-модели и результатов контроля (рентгеновские снимки, бракованные отливки), дающих представление о дефектах, которые следует устранить.
Полученные из цеха отливки при необходимости передаются на исследование в ЦЗЛ. На основании имеющихся данных отдел САПР ЛП проводит расчеты, добиваясь результатов, удовлетворительно совпадающих с реальностью. Цель этих действий – воспроизвести в расчете серийную технологию и подтвердить получение брака. После этого проводится корректировка технологии, чаще всего – параметров технологического процесса (температура формы, заливки, схема утепления блока и т.п.). Конструкция ЛПС изменяется только в крайнем случае. Корректировка технологии подтверждается расчетами. Новая технология и эскизы новой ЛПС передаются в литейный цех для изготовления опытной партии отливок. Дальше в зависимости от результатов контроля этой партии принимается решение или о доработке технологии, или о ее запуске в серийное производство.

Литература
1. Поклад В.А., Оспенникова О.Г., Рудницкий С.В., Щербина С.А. Литейное производство ФГУП «ММПП «Салют» // Литейное производство, 2007, №8. С. 2-6.
2. Поклад В.А., Оспенникова О.Г., Рудницкий С.В., Алферов А.И., Родионов В.И., Монастырский В.П. Применение CALS-технологий в литейном производстве ФГУП «ММПП «Салют» // Литейное производство, 2007, №8. С. 6-9