


Скандинавский концерн "SIBELCO NORDIC OY АВ" является одним из крупнейших поставщиков исходных материалов и изделий для литейного производства.
 Основным направлением деятельности является поставка современных, экологически безопасных материалов для литейного производства.
Основным направлением деятельности является поставка современных, экологически безопасных материалов для литейного производства.
Прежде всего, это следующие продукты:
- ХРОМИТОВЫЙ ПЕСОК
- ОЛИВИНОВЫЙ ПЕСОК
- ЦИРКОНОВЫЙ ПЕСОК
- ПЛАКИРОВАННЫЕ СМЕСИ
- КВАРЦЕВЫЙ ПЕСОК
- СПЕЦИАЛЬНЫЕ ПЕСКИ
- АНТИПРИГАРНЫЕ ПОКРЫТИЯ НА ВОДНОЙ ОСНОВЕ
- АНТИПРИГАРНЫЕ ПОКРЫТИЯ НА СПИРТОВОЙ ОСНОВЕ (САМОВЫСЫХАЮЩИЕ, ПОДЖИГАЕМЫЕ)
- ФИЛЬТРЫ ДЛЯ РАСПЛАВА
- СМОЛЫ КИСЛОТНОГО ОТВЕРЖДЕНИЯ
- ЩЕЛОЧНЫЕ СМОЛЫ
- НАБИВНЫЕ ФУТЕРОВОЧНЫЕ МАССЫ ДЛЯ ИНДУКЦИОННЫХ ПЕЧЕЙ
- ОГНЕУПОРНЫЕ МАССЫ РАЗЛИЧНОГО НАЗНАЧЕНИЯ
- ЭКЗОТЕРМИЧЕСКИЕ ОБОЛОЧКИ ДЛЯ ПРИБЫЛЕЙ
В настоящее время, в связи с решением задач, направленных на повышение конкурентоспособности продукции отечественной литейной индустрии, на первое место выходит необходимость обеспечения качества отливок.
В этой связи интересен опыт сотрудничества российской компании «Родонит» со скандинавской фирмой "SIBELCO NORDIC OY АВ" (ранее "SP-Minerals OY AB"), которое решает проблему улучшения качества отливок и снижения трудозатрат на ряде российских предприятий путем комплексного обеспечения литейных цехов прогрессивными исходными материалами и передовым оборудованием.
В качестве главного методологического принципа выбора и внедрения того или иного компонента технологического решения принят системный анализ производственного процесса. Особое внимание уделяется формовочным материалам. Это обусловлено тем, что они оказывают существенное влияние на точность отливки и шероховатость ее поверхности, структуру и свойства литейных сплавов, вероятность развития многих дефектов.
Несомненна взаимосвязь между качеством формовочных материалов и металлоемкостью, а также трудоемкостью тяжелых финишных операций. Комплекс операций по изготовлению формы и стержней определяет около 60% трудозатрат на получение отливок.
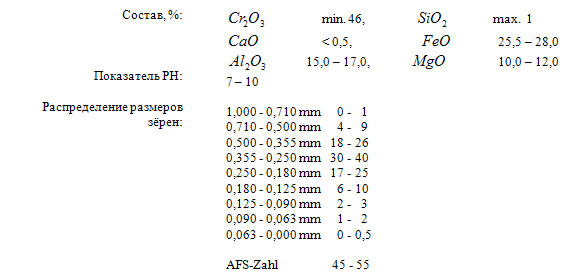
Хромитовый песок.
Хромитовый песок используется при изготовлении стальных отливок в стержневых и облицовочных смесях. При относительно высокой температуре плавления, он имеет низкую температуру спекания (1100 гр. С), а смеси на его основе обладают высокой прочностью при термическом ударе.
Зона конденсации влаги в сырой форме на основе хромита образуется на значительно большей глубине, чем в смесях на кварцевом песке. Хромит инертен к оксидам железа при высоких температурах в любой газовой атмосфере, плохо смачивается жидким металлом.
Все эти факторы при изготовлении крупных стальных отливок способствуют предотвращению образования химического и механического пригара, ужимин, улучшают условия кристаллизации металла. Благодаря высокой теплопроводности и теплоаккумулирующей способности хромита возможно осуществлять направленность затвердевания отливки.
Поставляемый хромитовый песок отвечает следующим показателям:
Оливиновые пески
Оливиновые пески в мировой практике широко используются при изготовлении отливок из чугуна (серый, высокопрочный и ковкий) и сталей всех типов, особенно марганцовистых.
По минеральному составу оливин представляет собой изоморфную смесь форстерита 2MgO-Si02 (в виде соединения Mg2SiO4) - 93 % и фаялита 2FeO-SiO2 ( в виде химического соединения Fe2SiO4) - 7 %.
Химический состав:
МgО 49 %
SiO2 41 %
Fe2O3 7 %
Cr2O3 0,3 %
AI2O3 0,5 %
NiO 0,3 %
MnO 0,1 %
CaO 0,05 %
Потери при прокаливании 0,3-0,7 %.
По зерновому составу оливиновые пески близки к естественным кварцевым пескам марок 0315, 02, 016.
Благодаря своей основной химической природе, в отличие от кварцевого песка, оливиновый песок не взаимодействует с марганцем. Основные характеристики делают оливиновый песок идеальным при производстве марганцовистых сталей с аустенитной структурой.
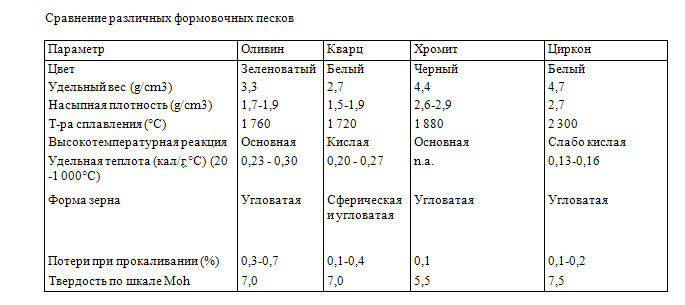
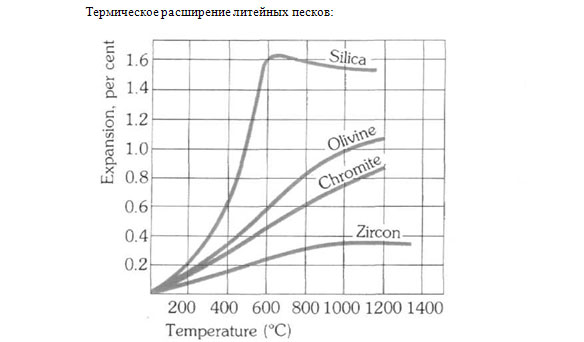
Особенное преимущество для тяжелых отливок, когда требуется сопротивление высокому ферростатическому давлению, обусловлено медленным и линейным характером объемных изменений, (в отличие от кварцевого песка, который имеет структурное превращение при 575 °C). Оливин не имеет аллотропических превращений, стоек к ошлакованию оксидами железа. Температура спекания 1450 С, начинает сплавляться при температуре свыше 1760 С и точка плавления между 1800 и 1850 С.
Оливиновый песок, также как цирконовый и хромитовый, используется в качестве облицовочной смеси. Его удельная теплоемкость в температурном интервале 20-1000 °C составляет 0,95 КДж/кг °C. За счет более высокой теплоаккумулирующей способности он обладает более высокой скоростью теплоотвода, обеспечивая локальное увеличение скорости затвердевания. Это важно учитывать, когда в отливке присутствуют тепловые узлы и температурный градиент достигает нежелательного пика.
Оливиновый песок может использоваться в смеси с хромитовым (прим. 50/50). Смесь также может быть использована для увеличения скорости затвердевания в тепловых узлах.
Мелкозернистый оливиновый песок обладает характеристиками не смачивания и угловатой формы зерна, которая обеспечивает плотную поверхность с низкой проницаемостью металла. По этой причине он также используется при изготовлении форм и стержней и для отливок из цветных сплавов (латуни, бронзы и алюминия), в случаях, когда необходимо получение качественной поверхности с минимальной зачисткой. Угловатая форма зерен позволяет даже для мелкозернистого песка при усиленной набивке сохранять газопроницаемость, что наиболее важно для исключения газовых дефектов в отливке.
Низкое и постоянное линейное термическое расширение, прим. 1,1% до 1200 °C,
позволяет избегать линейных дефектов в отливках, а также засоров вызванных разрушением формы при заливке из-за неравномерного прогрева (в отличие от форм из кварцевого песка), уменьшает количества добавок компенсационных материалов, призванных уменьшить влияние теплового расширения (органические добавки), и как следствие сокращение размерных дефектов.
Высокий уровень оливина подлежит повторному использованию после регенерации. Благодаря меньшему механическому и термическому разрушению песчинок, регенерация оливинового песка может быть осуществлена более эффективно.
Удельный вес оливина примерно такой же, как и у кварца, однако при изготовлении стальных отливок оливиновый песок не должен смешиваться кварцевыми песками, поскольку при нагревании они вступают в химическую реакцию, образуя легкоплавкие соединения.
Индекс огнеупорности оливина составляет 1,63-1,69.
Благодаря своей основности (РH 8,9-9,5), оливин идеально может быть использован в комбинации с нейтральными и основными органическими системами, такими как фенольные смолы Alpha-set и Beta-set, с полиизоцианатами, например Pep-set (cold box) .
Он может быть использован с неорганическими связующими, например жидкое стекло, бентонитами, глинами, цементами и т.д. Повышаются связующие характеристики бентонита.
Не используется с кислыми связующими, такими как фурановые, Hot box, Epoxy - SO2.
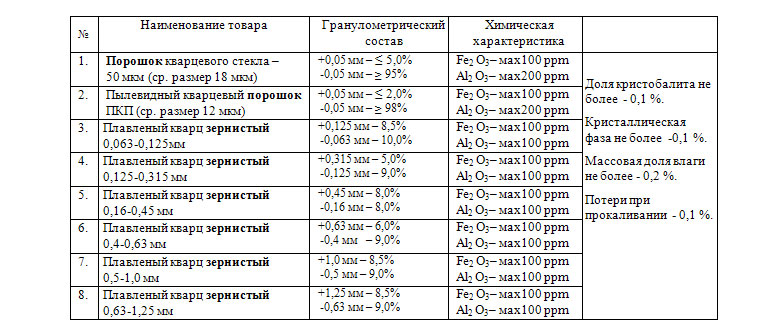
Плавленый кварц
Свыше 10 лет ООО «Родонит» поставляет разнообразные зернистые и порошкообразные материалы из плавленого кварца различных марок и фракций, которые широко используются для литейной промышленности на предприятиях России и за рубежом.
Цена продукции за один килограмм на 30-50 % ниже, чем стоимость аналогичного материала из электрокорунда, а с учетом разницы в объемной плотности материалов – экономия может составить до 70 %.
Противопригарные покрытия
Для получения отливки с повышенными требованиями к качеству поверхности, используются цирконовые, графитовые и другие противопригарные покрытия на спиртовой и водной основе. Покрытия разработаны и производятся на предприятии “PV-SAND A/S” расположенном в Дании. Производимые покрытия под торговой маркой “PV-COATING” являются эффективными и простыми в использовании для всех традиционных типов формовочных материалов, как для стержней, так и для форм, обеспечивают надежное соединение с формовочным материалом и смачивание.
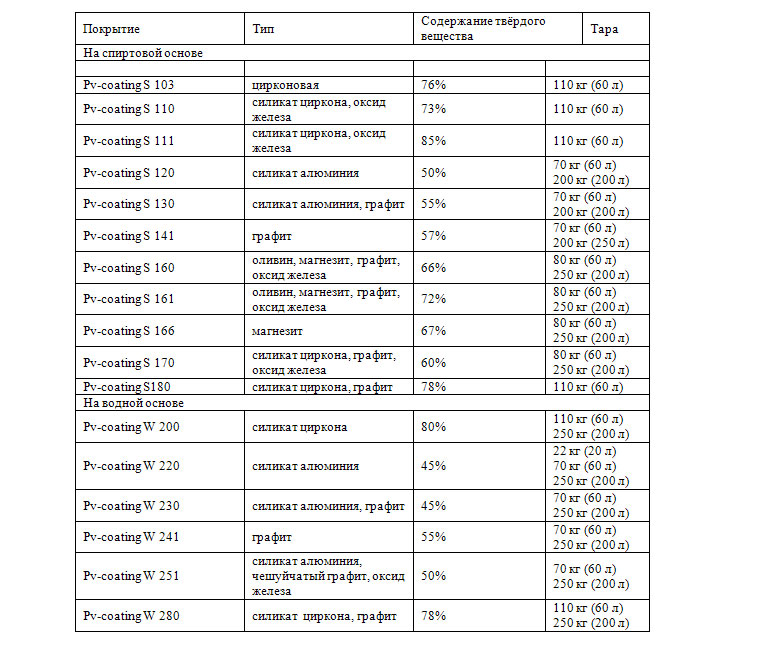
На Российском рынке хорошо зарекомендовали себя краски PV-COATING S1O3 и PV-COATING S141. Цирконовые покрытия рекомендуются для отливок из чугуна и стали, а также особенно целесообразно его использование, когда необходима высокая термозащита.
Они обладают следующими физико-химическими характеристиками:
- Цвет: белый
- Содержание сухого вещества: 80%, циркон-силикат;
- Раствор: около 15-20%, изопропанол или вода;
- Связующее: около 1%;
- Плотность: 2,2 кг/литр',
- Вязкость: DIN Cup 4 мм; 25-30 сек;
- Рекомендуемая толщина влажного слоя: 0,15-0,5 мм
- Толщина сухого слоя: 0,1-0,45мм
- PV-COATING S 141- дисперсия графита в изопрапоноле, характеризуется следующими параметрами:
- Цвет: черный
- Запах: спирт
- Содержание сухого вещества: прим. 57% основных компонентов составляет графит
- Раствор: около 43% изопропанол
- Связующее: около 2%
- Добавки: около 0.4%
- Плотность: 1,2+-0.2 кг/литр
Физико-химические свойства покрытий обеспечивают хорошую адгезию и однородную гладкую поверхность формы и стержня. Эти покрытия имеют хорошие термические качества. Наряду с применением для отливок из железных сплавов, покрытия пригодны также для производства литья из не железных легких и тяжелых сплавов. Способ нанесения зависит от массы стержня или формы, а также технологических условий производства. Допускаются: погружение в емкость, облив, распыление или окраска кистью. Рекомендуется сушить краску огнем или горячим воздухом. Возможна также воздушная сушка краски при комнатной температуре, но это занимает больше времени.
 Оборудование для нанесения покрытия методом облива
Оборудование для нанесения покрытия методом облива
Установка предназначена для нанесения антипригарных покрытий на литейные формы методом облива.
Метод облива позволяет наносить на литейную форму слой антипригарного покрытия тощиной до
Применение гидропневмоавтоматики фирмы SMC (Япония) и отсутствие механичеких движущихся частей в контакте с покрытием обеспечивает высокую долговечность, надежность и простоту управления.
Установка комплектуется кантователем для залива антипригарного покрытия из бочки в приемную ванну, а также мешалкой с пневмоприводом для перемешивания покрытия в бочке.
Формованные экзотермические оболочки для прибылей стальных отливок
Использование
Оболочки VOLUMIX FX применяют при ручной формовке с целью предотвращения дефектов усадочного происхождения, получения плотного металла при кристаллизации в питаемой зоне отливки, уменьшения размеров прибылей, что в свою очередь позволяет уменьшить объем жидкого металла заливаемого в форму, экономнее расходовать формовочную смесь.
Физико-химические свойства
Физическое состояние и цвет
Формованные изделия в виде оболочек различной формы и размеров коричневого цвета
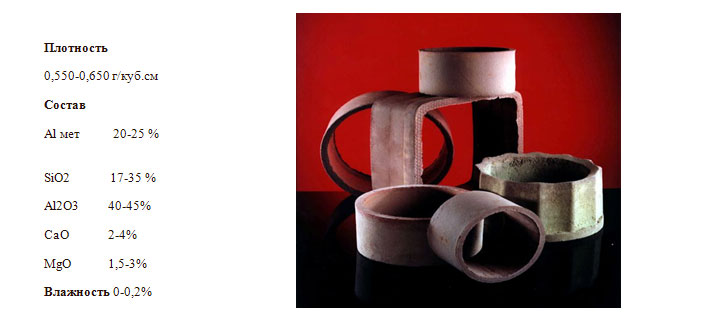
Способ применения
Оболочки VOLUMIX FX устанавливаются при формовке в места требующие питания от прибыли. Геометрический модуль эффективности прибыли, равен 1,60 – 1,41, в зависимости от диаметра и местоположения оболочки. В процессе кристаллизации, в оболочке VOLUMIX FX прибыль может отдать 45-60% собственного веса.
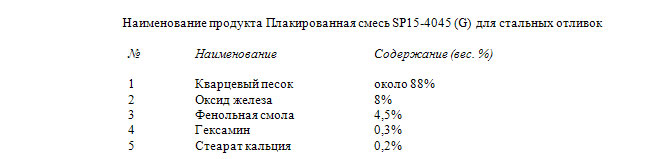
Плакированные смеси для оболочкового литья
В настоящее время для оболочковых форм по горячей оснастке литейные цеха европейских стран и в единичных случаях России (при необходимости получения высококачественных отливок), используют готовые к применению плакированные смеси на базе термореактивных смол, произведенных на специализированных предприятиях концерна «Cибелко» в Швеции и Дании. Эти заводы оснащены передовым оборудованием для изготовления и пооперационного контроля.
В качестве наполнителя используется высококачественный кварцевый песок, приготовленный фирмой Сибелко, который по гранулометрическим и конфигурационным характеристикам обеспечивает хорошее качество поверхности, предотвращение образования трещин и газовых раковин.
Качество смесей постоянно совершенствуется как в технологическом плане, так и в плане безопасности окружающей среды. Разработана и предлагается для использования целая гамма стержневых и формовочных плакированных смесей, которые оптимальны для применения при литье различных сплавов.
Смолы для химически твердеющих смесей
Поставляемые этим концерном, в качестве связующего, синтетические смолы различного класса, в зависимости от варианта исполнения и модификации могут применяться для любого вида литья. Использование смоляных связующих значительно упрощает процесс формовки, обеспечивает легкое извлечение модели, повышенную, по сравнению с другими смесями, выбиваемость. В сталелитейных цехах, применяющих щелочные смолы, отмечается снижение дефектности отливок по трещинам и короблению за счет повышенной податливости формы, отсутствие проблем с насыщением азотом поверхности отливок, что очень важно для ряда высоколегированных сплавов. Регенерации подлежит около 70% песка.
Поставляемые концерном синтетические смолы различного класса, в зависимости от варианта исполнения и модификации они могут применяться в качестве связующего для любого вида литья.
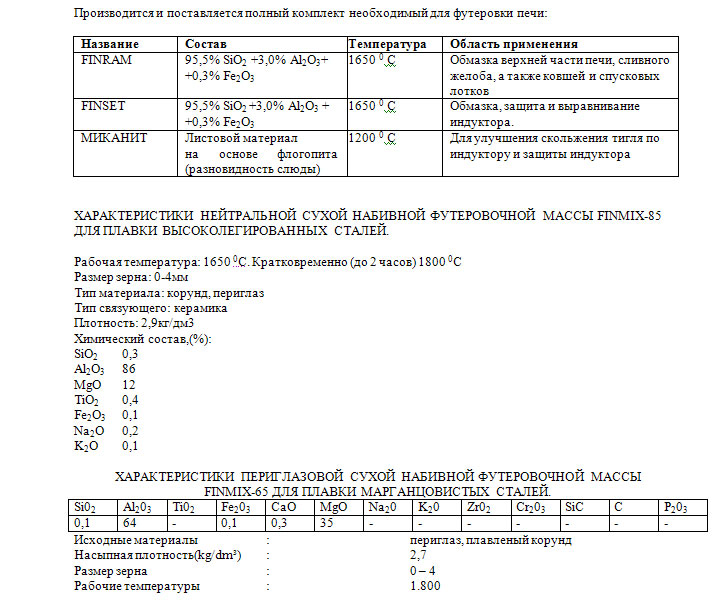
Огнеупорные материалы для литейного производства
Для футеровки индукционных плавильных печей предлагается высококачественный, материал ФИНМИКС. Материал имеет повышенную стойкость и обеспечивает более продолжительный период работы футеровки печи.
Он представляет собой смесь из огнеупорного кварцита и соединения бора. Гранулометрический состав кварцита, обеспечивает максимизацию насыпной плотности и оптимизацию параметров процесса уплотнения. За счет высокой степени чистоты (Al2O3-0,7%, Fe2О3-0,07%), обеспечиваемой очисткой флотацией, достигается огнеупорность, близкая к теоретической величине кварца. Количество добавляемого оксида бора или борной кислоты соответствует рабочей температуре печи.
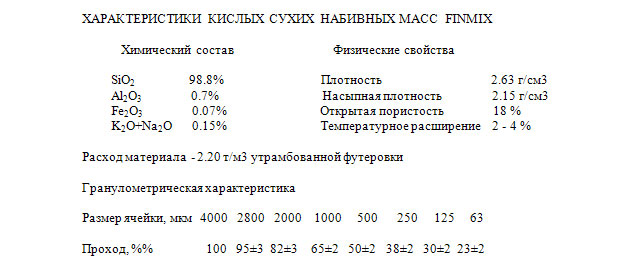
Гранулометрический состав специально подобран для получения футеровки с максимальной плотностью
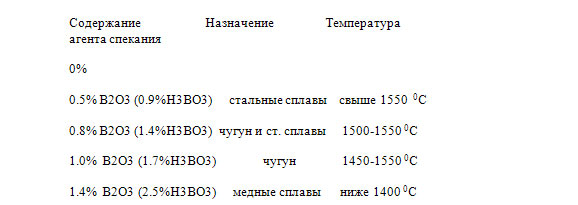
Требуемые огнеупорные свойства достигаются путем добавления необходимого количества агента спекания - В2О3 или H3BO3.
ФИНМИКС ФФ30 – наряду с кварцитом, содержит также плавленый кварц. Это обеспечивает высокую степень долговечности, даже в условиях частых термических ударов при частых сменах циклов нагрева и охлаждения печи. Данный материал применяется также и для устранения дефектов при ремонте футеровки.
Наряду с вышеперечисленными материалами концерн разработал и поставляет – распыляемую массу для обслуживания (профилактики) литейных ковшей, вагранок, промежуточных разливочных ковшей под общим названием «СИЛГАН».
Хорошо зарекомендовали себя и огнеупорные растворы – для кладки шамотных, бокситных и корундовых кирпичей. Растворы пригодны и для заделывания щелей.
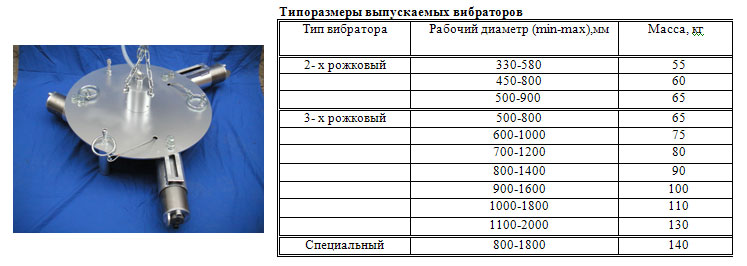
Оборудование для набивки футеровки
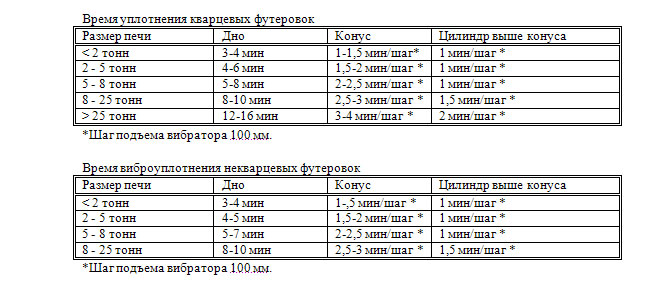
Срок службы футеровки бесстержневой индукционной печи зависит от плотности набивки сухого виброуплотняемого огнеупора. Очень важно, чтобы материал был правильно и равномерно уплотнен для достижения максимальной плотности. Система виброуплотнения Klein разработана для достижения максимальной плотности огнеупора по всей высоте футеровки.
Вибраторы оснащены автоматическим регулированием, что позволяет производить вибрацию и конической, и цилиндрической части шаблона без перенастройки вибратора.
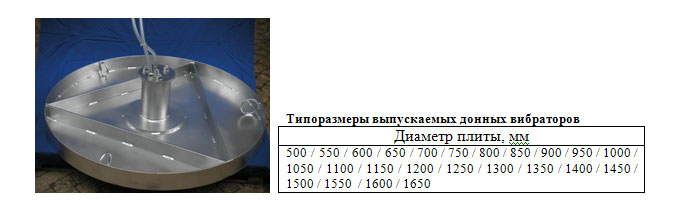
Представляют собой плоский диск с пневмоцилиндром. Время виброуплотнения днища составляет 8-10 мин/слой.
Специализированные модификаторы
Применение и действие:
- Alcast - группа высокоэффективных и легко растворимых модификаторов для высокопрочного чугуна.
- Комбинация алюминия и кальция подавляет образование карбидов в тонких стенках и улучшает распределение и форму сферического графита.
- Biscast - способствует образованию ферритной структуры без карбидов в чугуне с шаровидным графитом за счет увеличения количества зародышей.
- Barcast - универсальная и длительно работающая группа модификаторов на основе ферросилиция для серого и высокопрочного чугуна. Элементы барий, алюминий и кальций дают сплаву превосходный модифицирующий эффект для широкого спектра применений.
- Barcast Mn – модификатор серого чугуна с низкой точкой плавления, подходящий для позднего или методом «в струю» модифицирования.
- Bargraph – универсальный и длительно работающий модификатор для серого чугуна, которые может быть использован для подавления образования отбелов и повышения количества зародышей кристаллов.
- Castron - Используется в модифицированном сером чугуне, способствует превосходному уменьшению отбелов в тонких сечениях и усиливает образование графита типа А. Также используют для избежания получения карбидов.
- Castron LC - применяют при пониженном уровне кальция для усиленного уменьшения отбела.
- Castron 50 - имеет низкую точку плавления, подходит для применения при низкой температуре.
- Ferrocast - подходит для широкого спектра применений для серого и высокопрочного чугуна. ZrO2 обеспечивает очень стабильные и долго живущие кристаллические зародыши с плотностью 5.6 г/см² и с точкой плавления 2667°С.
- Inomet - высокоэффективные модификаторы для серого и высокопрочного чугуна с превосходной растворимостью и повышенной чистотой. Эти уникальные свойства делают Inomet подходящим для ввода «в струю» и низкотемпературных применений
- Ln50 - модификаторы, основанные на лантане, которые могут использоваться для производства высокопрочного чугуна, чтобы уменьшать тенденцию к усадке и дефекты связанные с карбидизацией.
- Recast 4 - Универсальный, неослабевающий модификатор для серого и высокопрочного чугуна, уменьшает риск возникновения отбелов и осаждения графита
- Supanoc - Комбинация кальция и алюминия обеспечивает эффективную модификацию серого и высокопорочного чугуна.
"SIBELCO NORDIC OY АВ" использует собственную сырьевую базу, имеет современные лаборатории для исследования и развития своих материалов. Выбор характеристик продукции, как правило, обоснован собственными инженерными решениями и ноу-хау.
Научно-исследовательские разработки, продукция и производство "SIBELCO NORDIC OY АВ" сертифицированы по стандарту SFS-EN ISO 9001.
Философия, которая безоговорочно исповедуется фирмой, отвечает следующим основным принципам:
- безопасность использования продукта, как для работников литейного цеха, так и для окружающей среды (санитарно-гигиенические характеристики материалов, при условии правильного их применения, отвечают всем Европейским требованиям по безопасному проведению работ 88/379/EEC и 91/155/ЕЕС);
- обеспечение высокого качества отливок;
- экономическая выгода.
Поставку российским предприятиям вышеперечисленных и других компонентов технологических процессов изготовления отливок, фирма "SIBELCO NORDIC OY АВ" осуществляет через фирму ООО «РОДОНИТ», которая осуществляет дилерские функции. Поставка материалов осуществляется в максимально удобной для потребителя форме.
Разработаны и передаются новые технологические приемы и оборудование, которые позволяют успешно и с максимальной эффективностью применять перечисленные материалы.
Совместное сотрудничество "SIBELCO NORDIC OY АВ" и ООО «РОДОНИТ» позволяет осуществлять все поставки, сопровождая их консалтинговым и необходимым инжиниринговым обеспечением.
Подробно с информацией о продуктах компании Вы можете ознакомиться на сайте: www.sibelconordic.com