

Расширение областей применения неформованных огнеупорных материалов, в частности для изготовления монолитных футеровок металлургических агрегатов работающих непосредственно в контакте с расплавленным металлом и шлаками требует повышенного внимания, как к качеству самих материалов, так и к стабильности свойств этих материалов. Несмотря на известные проблемы в Российской металлургии, необходимость повышения эффективности производства стали, обеспечения ее конкурентоспособности во многом зависит от производителей огнеупоров. Соотношение цены и качества огнеупорных материалов, наконец-то начало определяться из расчета эффективности, которая выражается в затратах на огнеупоры на тонну стали.
Сферы применения бетонов нового поколения постоянно расширяются, что связано с рядом существенных преимуществ и возможностей:
- более высокой прочностью, как при низких, так и высоких температурах;
- повышенной коррозионной стойкостью;
- более высокой температурой применения;
- повышенная термостойкость.
Существенные технические и экономические преимущества низкоцементных и особенно бесцементных бетонов корундового и корундошпинельного составов способствуют их широчайшему применению практически на всех переделах металлургического производства.
Очевидность необходимости производства и внедрения данных материалов позволила захватить эту нишу на рынке огнеупоров такими известными производителями как «Lafarge», «PLIBRICO», «RHI» и др.
Попытки наладить в России собственное производство бесцементных и низкоцементных огнеупорных бетонов свелось к тому, что ряд фирм в своем производстве используют до 100% импортные компоненты и осуществляют только смешение и фасовку, другие же фирмы пошли по пути цементных технологий, используя в качестве вяжущего глиноземистые и высокоглиноземистые цементы с содержанием оксида кальция от 15 до 40%.
Второй путь, на наш взгляд, является тупиковым в области применения бетонов работающих в непосредственном контакте с расплавленным металлом и шлаками. Это обусловлено наличием в бетоне как минимум 2% оксида кальция, которые необходимо вводить, чтобы обеспечивать все заявляемые производителями таких бетонов свойства. Кроме этого нестабильность фазового и химического состава, связанная с особенностью производства высокоглиноземистого цемента, также не обеспечивает постоянства свойств изготавливаемых с применением таких вяжущих бетонных огнеупорных смесей.
Проведенные нами исследования высокоглиноземистых цементов и бетонов некоторых известных российских производителей не позволяют говорить о соответствии заявленных свойств с фактическими. И, как ни обидно, на этом фоне наиболее качественными и стабильными являлись цементы и бетоны производства «Казогнеупор».
Все вышеперечисленные условия заставили нас обратиться к разработкам бесцементных бетонов, которые смогли бы, при современном уровне развития металлургического производства, обеспечивать как минимум равные свойства с импортными аналогами. Добившись определенных положительных результатов в лабораторных условиях, мы провели сравнительные испытания свойств нашего бетона, которому было присвоено название БШК, импортных корундовых бетонов, которые используются для изготовления монолитной футеровки днища стальковша и бетоны, рекомендуемые для этих же целей двух известных российских производителей.
Кроме этого были проведены исследования металло- и шлакоустойчивости в зависимости от содержания в корундовых и корундошпинельных бетонах оксидов кальция и железа.
Следует особо подчеркнуть, что такое свойство огнеупоров, как металлоустойчивость, является наиболее показательным при определении качества бетонов. Остальные свойства характеризуют качество бетонов лишь косвенно.
Отсутствие необходимого оборудования не позволило использовать для сравнительного анализа на металло- и шлакоустойчивость образцы нашего бетона с добавкой графита. Хотя, если следовать общепризнанному мнению - эти показатели при введении графита в пределах 7-12 %, должны быть еще выше.
На основании полученных результатов можно сделать несколько выводов, на которые следует опираться при подборе бетонов для монолитной футеровки ответственных участков:
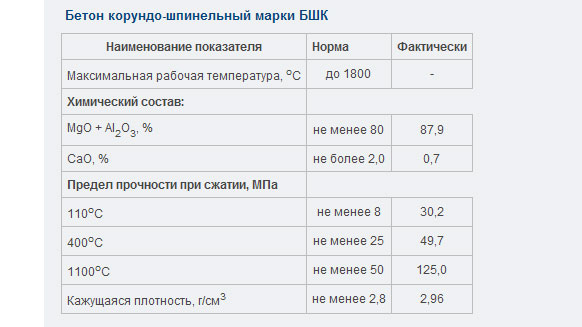
- 1-ый и самый главный - увеличение содержания оксида кальция в бетоне свыше 0,4% ведет к резкому снижению металло- и шлакоустойчивости;
- 2-ой - при содержании оксида кальция менее 0,2 % увеличение содержания оксида железа от 2,2 до 4,0 % повышает металлоустойчивость при незначительном снижении шлакоустойчивости;
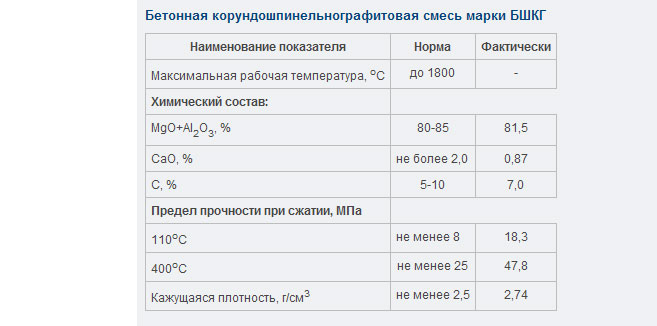
- 3-ий - увеличение содержания оксида магния от 3 до 20 % практически не оказывает никакого влияния на свойства бетонов;
- 4-ый - легирование корунда оксидом магния в процессе плавки при введении последнего от 0,5 до 2 % увеличивает шлакоустойчивость бетонов.
Схематично результаты исследований представлены на рисунках 1-4.
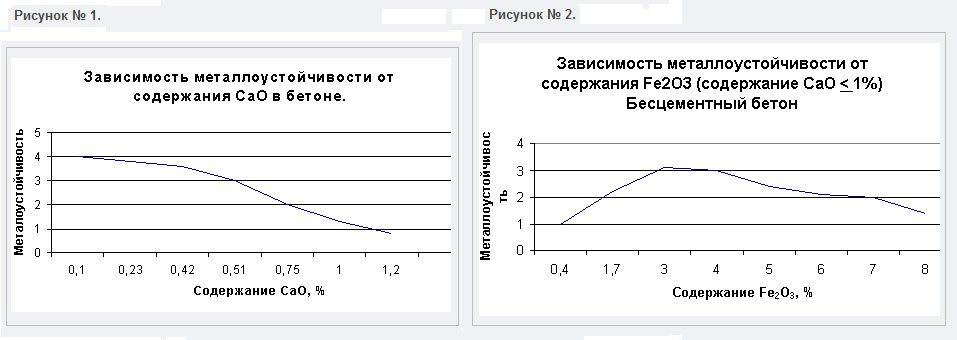
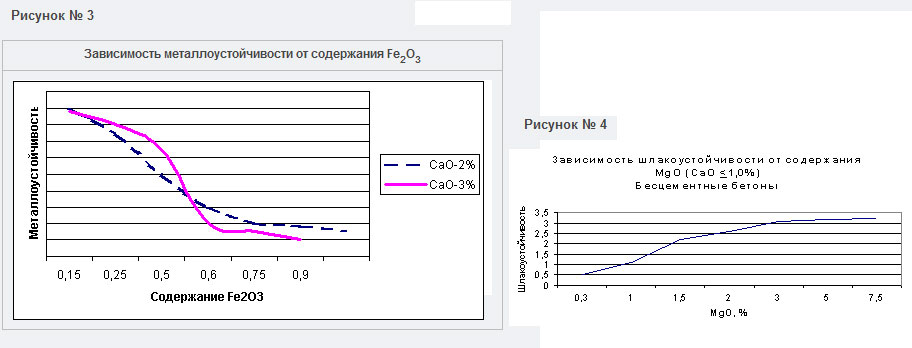
За единицу металло- и шлакоустойчивости принята величина обратно пропорциональная площади пропитки 1см2.
Хорошие эксплуатационные свойства и повышение металло- и шлакоустойчивости при содержании в бетоне оксида железа в интервале от 2 до 4 % при отсутствии оксида кальция и других вредных примесей, дают возможность изготовления тонкомолотых фракций корунда и шпинели в трубных и вибрационных мельницах с использованием металлических мелющих тел.
Еще одним немаловажным преимуществом бесцементных бетонов, в частности производимого нашим предприятием бетона марки БШК, является возможность введения в смесь до 12 % графита без снижения эксплуатационных характеристик. В низкоцементных же бетонах совместное введение вяжущего и графита не возможно.
Ниже приведены физико-химические свойства бетонов БШК и БШКГ (с добавкой 5-7 % графита):
Применение:
1. Монолитная футеровка арматурного слоя сталевыпускных и шлакоотсечных желобов;
2. Монолитная футеровка днищ и стен сталеразливочных и промежуточных ковшей до шлакового пояса;
3. Заливка гнездовых блоков;
4. Монолитная заливка фурм для верхней продувки металла.
Применение:
1. Монолитная футеровка шлакового пояса.
Полученные результаты позволяют надеяться на возможность изготовления корундографитовых стопоров-моноблоков по разработанной нами технологии, где геометрические размеры отливки более совершенны, чем при гидростатическом прессовании.
В настоящее время бесцементные бетоны марки БШК проходят испытания в качестве монолитной футеровки сталевыпускных желобов и днища сталеразливочных ковшей в мартеновских цехах Магнитогорского и Новотроицкого металлургических комбинатах.