

Основным условием получения качественной непрерывнолитой заготовки, снижения загрязненности стали неметаллическими включениями является надежная защита металла от вторичного окисления во время разливки на МНЛЗ. Известно, что до 20% образующихся в металле неметаллических включений составляют оксидные включения, образующиеся из-за неплотностей стыковки огнеупоров металлопроводки и взаимодействия металла с кислородом воздуха. [1]
С целью обеспечения герметизации металла в процессе разливки, обеспечения плотного стыка огнеупоров в конвертерном цехе ОАО «НТМК» проведены опытно-промышленные испытания адаптеров (эластичных уплотнительных воронок), изготовленных ООО «НПК «Интехогнеупор» (г.С.Петербург), для герметизации стыка стакана-коллектора стальковша и защитной трубы.
Испытания проводились при отливке колесобандажного металла на МНЛЗ №1 и стали марки 3сп на МНЛЗ №3 при использовании кварцевой защитной трубы, имеющей стойкость 2 плавки. В ходе испытаний при использовании адаптеров подвод аргона в защитную трубу не осуществлялся.
Оценка эффективности использования адаптеров осуществлялась по приросту содержания азота между последней пробой с установки «печь-ковш» (для стали марки 3сп) или с вакууматора (для колесобандажной стали) и ковшевой пробой, отобранной из промковша по ходу разливки плавки. Для сравнения использовались пробы от плавок, отлитых по обычной технологии (с использованием кварцевых защитных труб и подачей аргона в стык защитной трубы и стакана-коллектора стальковша). Результаты испытаний представлены в таблице 1.
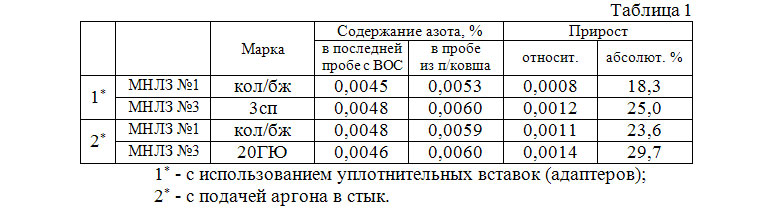
Анализ полученных результатов показывает: применение уплотнительных вставок (адаптеров) обеспечивает более полную герметизацию стыка защитной трубы со стаканом-коллектором стальковша, чем при обычной технологии. Насыщение стали азотом при использовании адаптеров ниже: при отливке колесобандажного металла - на 5,3%абс.; при отливке стали на МНЛЗ №3 – на 4,7%абс.
ВЫВОДЫ:
1. В конвертерном цехе ОАО «НТМК» проведены испытания эластичных уплотнительных воронок (адаптеров) производства ООО «НПК «Интехогнеупор» при разливке стали на МНЛЗ конвертерного цеха для герметизации стыка защитной трубы со стаканом-коллектором стальковша.
2. Насыщение стали азотом при использовании адаптеров ниже: при отливке колесобандажного металла - на 5,3%абс.; при отливке стали на МНЛЗ №3 – на 4,7%абс.
3. Использование уплотнительных воронок обеспечивает надеж-ную герметизацию стыков огнеупоров металлопроводки в процессе непрерывной разливки стали.
Литература: 1. Кудрин В.А. «Внепечная обработка чугуна и стали». – М.: Металлургия. 1992