

25 лет назад сифонная разливка стали была очень передовой технологией, и была внедрена на большинстве металлургических предприятий бывшего СССР, что было по тем временам большим достижением.
Сегодня большинство заводов производящих сортовые слитки перешли на непрерывную разливку. Но в России и Украине ещё много предприятий, разливающих крупносерийные сортовые слитки через сифон. Однако в ближайшие 5-10 лет, чтобы выдержать нарастающую конкуренцию на рынке металла, все они будут вынуждены приобрести машины непрерывной разливки стали.
Уходящая технология сифонной разливки крупносерийных сортовых слитков осуществляется, как правило, при помощи системы сифонной разливки, которая собирается на составах из специальных железнодорожных платформ. На одном составе разливается до 100 слитков. При этом расход огнеупорной керамики для сифонной разливки огромный. В связи с этим применяется дешёвая шамотная керамика Российского и Украинского производства. Эта керамика имеет слишком низкую точность изготовления, которая предусмотрена и соответствует ГОСТ 11586-2005. Когда изучаешь этот ГОСТ, складывается впечатление, что он разработан в интересах производителей огнеупоров, а не для потребителей, так как многие требования к изделиям изложенные в нем совершенно не соответствуют современным требованиям.
Кроме того, шамот при разливке стали оплавляется, размывается металлом и попадает в слитки, понижая их качество. Детали сифонной проводки, как правило, соединяются при помощи мертеля, который тоже размывается и загрязняет металл.
Для частичного решения этой проблемы ЗАО «РМК» производит уплотнительные вставки «Пластогнеупор-ПС», которые в последнее время стали пользоваться большой популярностью (в месяц реализуется до 500.000 шт.). Применение этих вставок кроме уменьшения попадания в сталь неметаллических включений, упрощает сборку, уменьшает термические напряжения в керамике во время разливки и уменьшает вероятность ухода металла. Однако на размывание металлом шамота это повлиять не может.
Для решения этой проблемы требуется применение более качественной огнеупорной керамики, однако высокоглинозёмистые огнеупорные изделия в несколько раз дороже шамотных и переход на них при крупносерийной разливке оправдан только при производстве дорогостоящих высококачественных сталей.
Другое дело разливка крупных кузнечных и специальных слитков развесом от 5 до 50 тонн, небольшими сериями. В этом случае сифонная разливка будет оставаться актуальной многие десятки лет, а для некоторых предприятий внедрение этой технологии даже сегодня является прогрессом.
В связи с этим ЗАО «РМК» налажено производство высокоглинозёмистой огнеупорной керамики для сифонной разливки с содержанием Al2O3 ≥68% методом полусухого прессования, при этом использована технология изготовления композита для изготовления изделий из компонентов муллита с легкоплавкой неорганической связкой. В результате муллит частично синтезируется в процессе обжига и окончательно при разливке стали. Эта технология позволяет достичь очень высокой точности изделий и обеспечить структуру огнеупора, позволяющую стали, при начале разливки проникнуть, на 1-2 мм в тело огнеупора и образовать стальную трубу, по которой происходит дальнейшее прохождение металла.
В результате огнеупор не попадает в металл. Соотношение прочности и вязкости материала до начала разливки таково, что при физическом или термическом ударе трещины не образуются. Для повышения надёжности все изделия бандажируются стальной лентой. В конструкции изделий предусмотрены удлиненные соединительные шипы конической формы, причём в отличие от стандартной огнеупорной керамики, шипы направлены по направлению течения металла. Изменена конструкция сопряжения звёздочки и центровой трубки. Нижняя часть центровой трубки расширена и соединение выполнено в виде гидравлического затвора для полного исключения ухода металла. Гибкая система организации работы ЗАО «РМК» позволяет проектировать и изготавливать изделия любой формы в очень короткие сроки. Конструкторы фирмы могут бесплатно спроектировать схему сифонной проводки любой сложности. Организации менеджмента качества по системе ISO 9001 обеспечивает гарантированное стабильное качество продукции.
Новый способ сухой сборки сифонной проводки стали.
При сифонной разливке одновременно заполняют жидкой сталью несколько изложниц снизу через центровую и пролетные трубы, представляющие собой сложную сборную конструкцию (сифонную проводку), в которой сегменты огнеупорных труб должны плотно сочленяться друг с другом. В связи с непосредственным контактом жидкого металла с внутренней поверхностью труб сифонной проводки необходима надежная герметизация стыков сегментов огнеупорных труб для предотвращения нежелательных процессов, а именно – подсоса воздуха, ухода металла, попадания влаги в металл и др.
Применяемые в настоящее время способы герметизации с использованием мертелевых масс, глиношамотных растворов, волокнистых материалов не удовлетворяют потребителя по многим эксплуатационным свойствам. Так, мертель имеет следующие недостатки:
- попадание компонентов мертеля в металл, приводящее к ухудшению качества стали;
- образование трещин и пор в условиях эксплуатации вследствие дегидратации материала, в результате возможен прорыв металла;
- необходимость сушки конструкции после нанесения мертеля;
- высокая трудоемкость сборки, особенно при отрицательных температурах в результате замерзания раствора;
- попадание паров воды в металл в результате дегидратации мертеля в условиях эксплуатации;
- инжекция воздуха в металл в центровой трубе.
Мертели, которые затворяются жидким стеклом имеют такие же недостатки. Высокая пористость этих материалов обусловлена разложением жидкого стекла и испарения его компонентов уже при ~ 400- 500oC.
При использовании мертелей на фосфатной связке, кроме вышеуказанных недостатков, возникают трудности технологического характера, а именно – необходимость соблюдения повышенных правил техники безопасности во время доведения раствора до требуемых эксплуатационных свойств. Кроме того, в результате разложения ортофосфорной кислоты или связующих на ее основе и испарения P2O5 и воды, происходит увеличение пористости материала. В результате мертели не могут обеспечить требуемую герметичность швов (стыков) футеровки.
В последнее время стал применяться способ так называемой сухой сборки узлов сочленения огнеупорных деталей в агрегатах разливки стали, в том числе для сифонной проводки. Для этой цели используются заранее изготовленные вставки из синтетических волокон, в основном, из муллитокремнеземистого волокна с использованием различных связующих: фосфатные связки, жидкое стекло, органические связки, глина и др.
Применение таких вставок имеет ряд преимуществ по сравнению с мертелями:
- повышенная механическая прочность;
- низкие теплоемкость и теплопроводность;
- снижает трудоемкость монтажа футеровки в несколько раз;
- не требует сушки после монтажа;
- устойчивость к вибрациям;
- небольшой удельный вес;
- не вызывает затруднений монтаж при отрицательных температурах.
Однако этот метод имеет ряд серьезных недостатков:
- высокая пористость изделия;
- раннее разложение и испарение связующего при эксплуатации, что существенно увеличивает пористость материала вставки;
- кристаллизация муллитокремнеземистых волокон при температурах ~ 1000оС, которая увеличивает хрупкость материала, понижает его механическую прочность и следовательно уменьшает трешиностойкость.
Следует отметить, что для устранения некоторых из этих недостатков (хрупкость, пониженная механическая прочность и др.) можно использовать более огнеупорные корундовое, карбид кремниевое и другие волокна, однако все они являются дорогостоящими.
Проблема обеспечения герметизации узлов сочленения огнеупорных деталей при сифонной разливке стали стоит также в связи с инжекцией воздуха в металл в верхних отделах центровой трубы. Этот эффект был обнаружен нами при неоднократном наблюдении литников центральной и пролетных труб. Выявлено, что в пролетных трубах и в нижней части центровой трубы в результате давления металла на поверхность труб происходит затекание металла в швы и канал шамотных трубок размывается, в то время как в верхней части центровой трубы этот процесс не происходит. Это свидетельствует, о том, что в центровой трубе происходит инжекция воздуха через стыки трубок, воздух попадает в металл, и приводит к приросту азота и окислению.
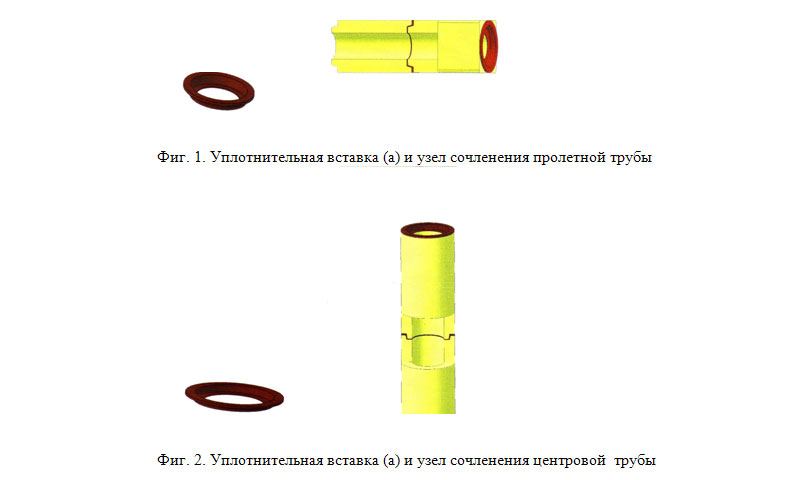
ЗАО «Росметаллкомплект» разработан новый способ сухой сборки сифонных трубок, который отличается тем, что для герметизации огнеупорных деталей центральной и пролетных труб сифонной проводки используется огнеупорная вставка, изготовленная из пластоэластичного огнеупорного материала Пластогнеупор-ПС, изготовленная вставка полностью повторяет конфигурацию поверхностей сочленения огнеупорных деталей (фиг.1,2).
Пластоэластичная огнеупорная вставка обладает программируемыми свойствами, обеспечивающими герметичность узла, в интервале температур от -50 до 2000оС именно:
- в диапазоне температур от - 50 до + 150оС материал обладает высокой пластичностью, позволяющей произвести монтаж узла сочленения огнеупорных деталей;
- в диапазоне температур от + 150 до ~ 600оС в результате приобретаемой эластичности обеспечивает надежную герметичность сочленений;
-в интервале температур от - 50 до ~ 600оС пластоэластичная матрица играет роль временного органического связующего для неорганической составляющей пластоэластичного огнеупорного материала, т.е. материал не рассыпается при эксплуатации;
- к моменту выгорания временного органического связующего при температурах ≥ 600оС за счет легкоплавкой неорганической составляющей образуется жидкая фаза, начинающая играть роль связующего;
- 600 -1000оС идет образование плотного огнеупорного безусадочного малопористого спека.
Кроме того, материал вставки во всем температурном интервале эксплуатации имеет низкую (~5-10%) пористость, является безусадочным, полностью заполняет зазоры, что обеспечивает надежную герметизацию стыков огнеупорных деталей. В результате исключены затеки металла в нижнюю часть центровой трубы и пролетных труб и подсос воздуха в верхних сочленениях центровой трубы, за счет ранней спекаемости исключает попадание частей материала вставки в металл.