

 Разработчики индукционных плавильных систем и систем нагрева фирмы
Разработчики индукционных плавильных систем и систем нагрева фирмы
Печи
Если средний диаметр меньше чем 30 мм, в какой-то отрезок времени плавки мощность может снизиться, при наличии шихты меньше 60% объема печи из-за ограничений напряжения.
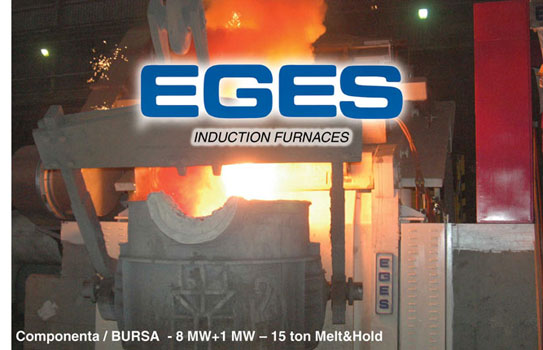
Если средний диаметр больше +80 мм, мощность может снизиться , если шихта холодная из-за ограничений подачи тока. Графики 1 и 2, взятые с программного обеспечения SCADA, показывают вариации мощности на примере печи 8 МВт-15 тонн согласно весу и температуре шихты внутри печи.
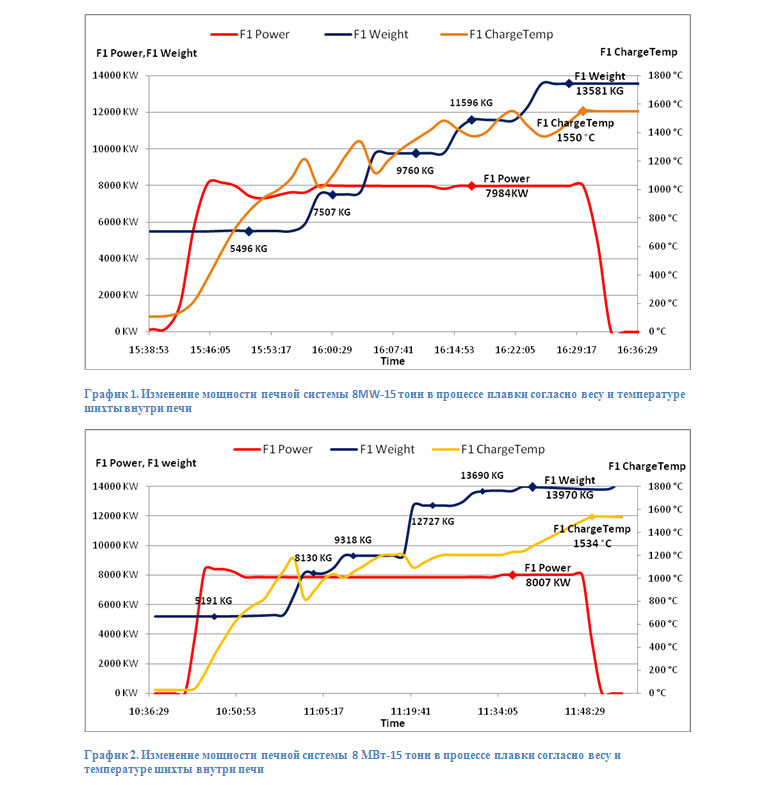
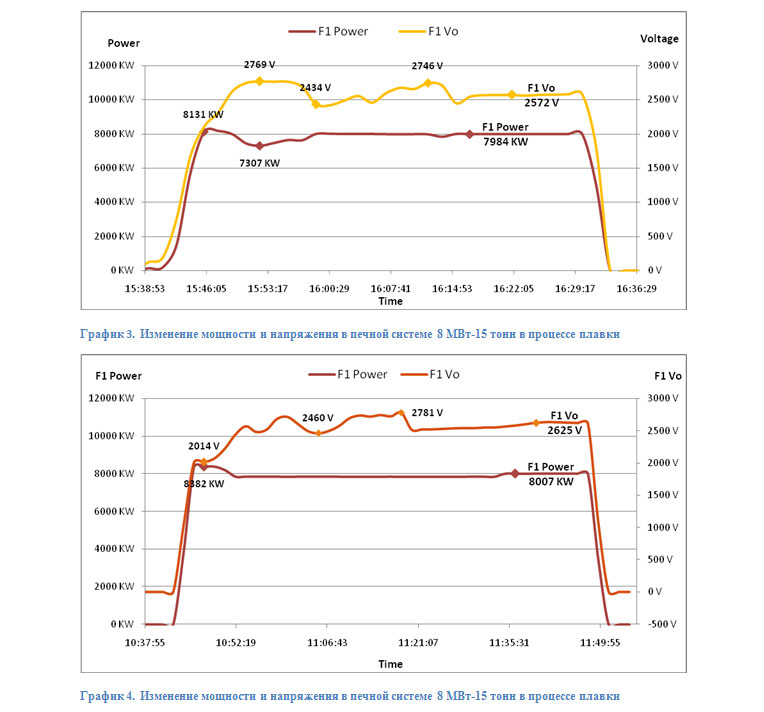
Напряжение преобразователя и печи равное, максимальное значение – 3000 В. Отклонения в напряжении зависят от веса и температуры шихты внутри печи. Фирма
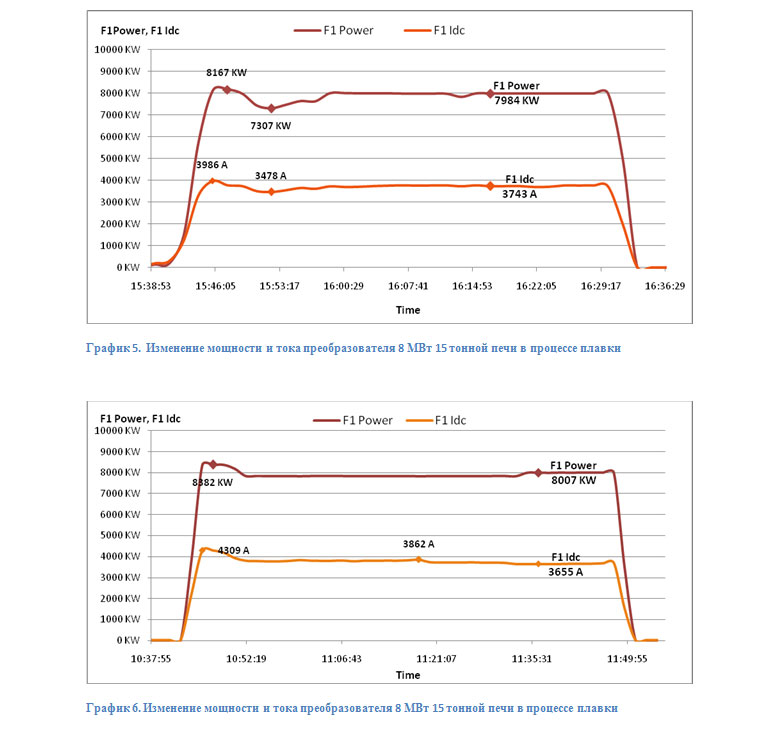
Максимальный ток в преобразователе - 3750A. Ток полностью зависит от мощности во время плавки при полной мощности, независимо от шихты, так как коэффициент входящей мощности при полной мощности выше, чем 0.95. Кривые на графиках 5 и 6, отображают показатели мощности и тока в преобразователе печной системы 8 МВт 15 тонн в процессе плавки.
Все кривые на приводимых графиках взяты с программного обеспечения SCADA индукционной печной системы 8MW 15 тонн.
На графиках:
-
Power – Мощность
-
Weight – Вес
-
Charge Temp. – Температура шихты
-
Time – Время
ВЫВОДЫ
Как видно из представленных выше графиков, в системе с постоянной мощностью:
- Сокращается время расплавления шихты и значительно растет производительность плавильных агрегатов за смену;
- Уменьшаются потери энергии и снижается её потребление в процессе плавки;
- Снижаются инвестиционные затраты за счет оптимального выбора печного оборудования с необходимой для плавки мощностью
Более того, благодаря постоянной мощности, коэффициент мощности превышает 95% .