

Внедрение процесса ковки слитков на гидравлических ковочных прессах в четырехбойковых ковочных устройствах (ковочных блоках) на промышленных предприятиях началось относительно недавно – менее 8 лет назад /1/, хотя сам процесс был разработан в 80ые годы прошлого столетия /2/. Внедрение процесса в производство сдерживалось из - за отсутствия надежной конструкции ковочного блока, способного работать в тяжелых условиях кузнечного производства непрерывно в две или в три смены. В 2004 году в ОАО «Тяжпрессмаш» приступили к проектированию промышленных ковочных блоков для прессов силой 20МН для собственного производства.
В настоящее время можно с уверенностью утверждать, что на ОАО «Тяжпрессмаш» впервые в мире успешно освоен выпуск нового вида кузнечнопрессового оборудования – четырехбойковых ковочных устройств (ковочных блоков). Четырехбойковые ковочные блоки изготовлены и успешно работают на шести гидравлических прессах силой 20 МН на заводах России, а также изготавливаются для заводов Китая (рис.1) /1,3,4/.
Четырехбойковый ковочный блок – это уникальный ковочный инструмент, который совмещает в себе преимущества радиальной ковки на радиально – ковочных машинах (РКМ) и традиционной ковки двумя бойками на ковочных прессах. Он может устанавливаться и закрепляться на столе любого гидравлического ковочного пресса (например силой от 2 до150 МН) вместо обычных бойков и позволяет осуществлять четырехстороннюю ковку слитков и заготовок с дополнительными макросдвигами.
Оригинальная конструкция боковых направляющих четырехбойкового ковочного блока обеспечивает не только центрирование верхнего корпуса блока относительно нижнего корпуса и ползунов относительно корпусов, но и разведение ползунов с закрепленными на них боковыми бойками без использования каких – либо дополнительных механизмов (рис.2). За счет этого обеспечивается компактность устройства и его высокая надежность в работе.

Четырехбойковые ковочные блоки могут быть оснащены водяной системой охлаждения бойков. Кроме того, ковочный блок имеет автоматизированную систему подачи смазки в узлы трения, управление которой располагают на пульте ковочного пресса. Системы охлаждения и смазки позволяют четырехбойковому ковочному блоку работать длительное время (например, при трехсменной работе пресса) без перегрева узлов трения и с минимальным износом рабочих поверхностей бойков. Потери на трение при рабочих нагрузках в ковочном блоке составляют не более 5%.
Технология ковки в четырехбойковых ковочных блоках имеет ряд преимуществ с точки зрения экономики и технологии производства по сравнению с такими широко распространенными способами ковки слитков и заготовок на прессах и радиально – ковочных машинах (РКМ).
Заготовки и получаемые поковки
В четырехбойковых ковочных блоках можно ковать слитки и заготовки круглого, квадратного и многогранного поперечного сечения. При этом заготовки могут быть постоянного и переменного по длине поперечного сечения. Могут использоваться слитки, полученные открытой дуговой выплавкой, электрошлаковым переплавом, вакуумно-дуговой плавкой, на установках непрерывной разливки стали и другими способами, а также предварительно деформированные заготовки (например, кованые на прессах, молотах или РКМ, а так же прокат). Слитки и заготовки могут быть сплошные и полые (например трубы).
Слитки и заготовки могут быть из углеродистых, среднелегированных, инструментальных и высоколегированных сталей и сплавов, а также из любых других ковких металлов и сплавов (черных и цветных).
Получаемые поковки могут быть круглого, квадратного и прямоугольного поперечного сечения, а также поковки переменного круглого поперечного сечения (рис.3).

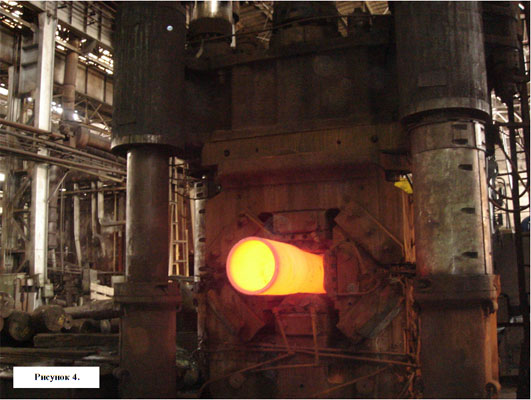
Четырехбойковый ковочный блок позволяет также получать полые поковки переменного поперечного сечения из исходной полой заготовки (рис.4).
Производительность процесса
При ковке двумя бойками (по традиционной технологии) после каждого обжатия появляется значительное боковое уширение металла, за счет чего существенно снижается интенсивность вытяжки заготовки в направлении ее продольной оси. Это приводит к необходимости выполнять дополнительные кантовки и обжатия заготовки для получения требуемого поперечного сечения и длины.
За счет четырехстороннего обжатия заготовки в четырехбойковом ковочном блоке боковое уширение металла отсутствует или минимально. Поэтому требуется меньше циклов обжатий и кантовок заготовки. Это приводит к повышению производительности процесса ковки.
Проведен сравнительный анализ двух процессов получения поковок диаметром
Ø350 мм → 320×365 мм → Ø320 мм → 290×330 мм → Ø290 мм → 260×300 мм → Ø260 мм → 240×270 мм → Ø240 мм →220×250 мм → Ø220 мм → 200×230 мм → Ø200 мм → 180×210 мм → Ø180 мм → 160×190 мм → Ø160 мм → 150×170 мм → Ø150 мм.
Для получения черновой заготовки диаметром
Ковку такой же заготовки диаметром
Ø350 мм → 240×355 мм → 240×200 мм → 150×150 мм → Ø150 мм.
Для получения черновой заготовки диаметром
При ковке в четырехбойковом ковочном блоке осуществляется более интенсивная деформация металла при каждом единичном обжатии, что позволяет производить ковку на большем промежутке времени в оптимальном температурном интервале. Это позволяет, в свою очередь, уменьшить количество межоперационных подогревов заготовки, а, следовательно, ведет к сокращению технологического цикла производства. Благодаря уменьшению количества проходов ковки и сокращению количества межоперационных подогревов заготовки производительность процесса ковки в четырехбойковом ковочном устройстве, по сравнению с ковкой двумя бойками , увеличивается в 1,5-3,0 раза, в зависимости от исходной заготовки и получаемой поковки.
Энергозатраты
Энергозатраты при ковке в четырехбойковом ковочном блоке , по сравнению с традиционной ковкой двумя бойками, уменьшаются за счет более экономичного способа ведения ковки, при котором практически отсутствует боковое уширение металла, а весь деформируемый объем металла перемещается при каждом единичном обжатии в направлении продольной оси заготовки. Количество проходов ковки при этом уменьшается в несколько раз.
На ковочном комплексе АКП 500/2,5, включающем ковочный пресс силой 5МН и манипулятор грузоподъемностью 2,5 тонны, провели ковку нескольких заготовок для определения энергозатрат. Машинное время ковки заготовки из стали 40ХН диаметром 210мм и длиной
За счет повышения производительности ковки, уменьшились затраты электроэнергии на ковку, которые осуществляются при работе всех механизмов ковочного пресса. Затраты электроэнергии на изготовление 1 тонны поковок при ковке в вырезных бойках составили:
E1 = t1·λ·W = 1,04·3600·0,75·487000 = 1367496000 Дж ≈ 380 кВт·ч.
Затраты электроэнергии на изготовление 1 тонны поковок при ковке в четырехбойковом ковочном блоке составили:
E2 = t2·λ·W = 0,42·3600·0,75·487000 = 552258000 Дж ≈ 153,5 кВт·ч,
где E1, E2 – затраты электроэнергии, Дж;
t1 и t2 – машинное время ковки в вырезных бойках и в ковочном блоке, соответственно, с;
λ = 0,75 – коэффициент, учитывающий загрузку оборудования;
W- общая установленная мощность электродвигателей, Вт.
Таким образом, экономия электроэнергии при производстве одной тонны поковок составляет:
∆E = E1 – E2 = 380 – 153,5 = 226,5 кВт·ч
Аналогичную заготовку проковали на четырехбойковой РКМ модели SX26. Машинное время ковки при изготовлении одной тонны поковок на РКМ составило 0,45 часа.
Затраты электроэнергии при изготовлении 1 тонны поковок на РКМ составили:
E3 = t3·λ·W1 = 0,45·3600·0,75·510000 = 619650000 Дж ≈ 172 кВт·ч.
Таким образом, при ковке на РКМ затраты энергии на 1 тонну поковок примерно на 18,5 кВт·ч больше, чем при ковке на прессе в четырехбойковом ковочном блоке.
Благодаря уменьшению количества проходов ковки в четырехбойковом ковочном блоке на ковочном прессе и эффекту деформационного разогрева, из технологии удается исключить несколько дополнительных межоперационных подогревов или полностью от них отказаться, которые применяются при ковке двумя бойками. Коэффициент вытяжки за один нагрев слитка или заготовки может составлять от 4 до 9.
Это позволяет существенно снизить расход природного газа. Например, при ковке слитков из инструментальных сталей в четырехбойковом ковочном блоке на ковочном агрегате АКП 500/2,5 при изготовлении 1 тонны поковок расход природного газа уменьшается на 120-
Экономия металла
Четырехсторонняя схема обжатия в четырехбойковом ковочном блоке бойками специальной конструкции обеспечивает сжимающие напряжения в поверхностной зоне заготовки, что позволяет выполнять ковку без поверхностных дефектов. За счет этого уменьшается съем бракованного поверхностного слоя металла при адъюстажной обработке, что увеличивает выход годного металла. Кроме того, уменьшение количества дополнительных подогревов заготовки уменьшает угар металла (на 2-2,5% при каждом новом подогреве), что также увеличивает выход годного металла.
Исследования, выполненные в ОАО «Тяжпрессмаш» показали,что при ковке слитков массой 7 – 10 тонн из конструкционных и инструментальных сталей на прессе силой 20МН в четырехбойковом ковочном блоке, имевшиеся на поверхности слитков дефекты в виде трещин, при ковке не увеличивались по глубине, а наоборот, с увеличением укова уменьшались за счет их растягивания в направлении продольной оси заготовки /1/. Выполненная в ОАО «Тяжпрессмаш» опытная ковка слитков из сталей 08Х18Н10Т, ЭИ696А и ЭИ703 в четырехбойковом ковочном блоке на прессе силой 20 МН для металлургического завода ОАО «Электросталь» показала:
- технология ковки в ковочном блоке позволила проковать даже слитки из сталей ЭИ696А, ЭИ703, забракованные по поверхностным дефектам с получением годных поковок. При ковке таких слитков по традиционной технологии с использованием двух бойков на заводе ОАО «Электросталь» металл был бы забракован по рванинам;
- по сравнению с ковкой двумя бойками сокращено два дополнительных подогрева заготовок;
- качество металла (механические свойства, макро- и микроструктура) соответствовало нормативно-технической документации и находилось на уровне металла, откованного на прессе традиционным способом. Исследование качества металла осуществлялось в центральной исследовательской лаборатории ОАО «Электросталь».
Ковка в четырехбойковых ковочных блоках обеспечивает повышенную размерную точность поковок. Это позволяет при использовании нового способа ковки в производственном цикле машиностроительных предприятий снизить припуски, назначаемые поковкам на 30-50%, благодаря чему повышается коэффициент использования металла, а также уменьшаются энергозатраты при механической обработке поковок и расход режущего инструмента.
Качество металла и точность поковок
Эффективная работа четырехбойкового ковочного блока возможна только при использовании новых способов ковки четырьмя бойками, которые специально разработаны для этого инструмента. Основу технологии составляет способ ковки, включающий обжатия заготовки двумя парами бойков, расположенных в двух взаимно перпендикулярных плоскостях, с приложением к ней одновременно усилия нормального обжатия и усилия сдвига в направлении нижнего бойка, подачи и кантовки заготовки после каждого прохода на угол 45°/2/. При этом в зависимости от размеров поперечного сечения слитка и готовой поковки может быть несколько способов ковки четырьмя бойками в ковочном блоке. Одна из технологий предусматривает чередования в промежуточных проходах заготовок с квадратным и восьмигранным поперечными сечениями.
Для более интенсивной деформационной проработки литой структуры металла слиток обжимают с такими степенями деформации, при которых часть металла вытесняется в пространство между бойками. В результате происходит дополнительная сдвиговая деформация объемов металла на участке обжимаемой заготовки. После кантовки заготовки на угол 45° вытесненные объемы металла вдавливают в заготовку с большой степенью деформации, обеспечивая за счет этого интенсивную деформационную проработку литой структуры металла заготовки, включая осевую зону. Такая четырехбойковая схема обжатия создает сжимающие напряжения не только на поверхности , но и по всему поперечному сечению заготовки, что приводит к уменьшению толщины дефектного поверхностного слоя металла (или полному его отсутствию), а также к устранению внутренних дефектов литой структуры металла.
Выполненные в ОАО «Тяжпрессмаш» исследования показали, что ковка слитков массой 7-10 тонн из углеродистых сталей на прессе силой 20 МН в ковочном блоке обеспечивает получение поковок без внутренних пор и соответствующих высоким показателям качества микроструктуры металла при величине уковки слитка 3,1-3,8/4/. Поковки, полученные в четырехбойковом ковочном блоке, отличались не только высоким качеством металла, но и высокой точностью. Калибровка поковок в четырехбойковом ковочном блоке бойками специальной конструкции позволяет уменьшить в 2 – 2,5 раза допуски и 1,5 раза припуски по сравнению с традиционной ковкой двумя бойками и получать прутки с шероховатостью поверхности, приближающейся к поверхности заготовок, полученных прокаткой. Это позволило экономить до
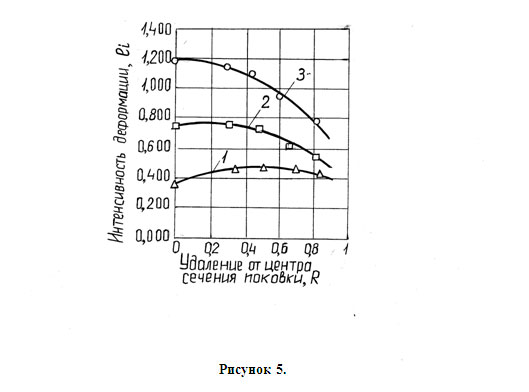
Для определения деформационного эффекта ковки в работе /5/ провели экспериментальное исследование конечных деформаций в поковке, полученной в четырехбойковом ковочном блоке из заготовки круглого поперечного сечения, в которую была помещена координатная решетка с продольным расположением стержней. Установлено, что даже при небольших коэффициентах укова ( К = 1,56 – 2,49 ), наблюдается рост интенсивности деформации в осевой зоне поковки (рис. 5). Это еще раз подтверждает эффективность принятых схем ковки в четырехбойковых ковочных блоках.
Для определения эффективности ковки в четырехбойковом ковочном блоке было также выполнено сравнительное исследование качества металла поковок, полученных на гидравлическом ковочном прессе и поковок, откованных на РКМ по технологии, принятой на металлургическом заводе ОАО «Днепроспецсталь» /6/. Исследования микроструктуры поковок диаметром
В работе /7/ исследованы основные показатели качества микроструктуры (морфология, дисперсность и распределение карбидных фаз) и свойства кованых заготовок из сложнолегированных сталей и сплавов, полученных ковкой в четырехбойковом ковочном блоке на ковочном комплексе АКП-500/2,5, включающем пресс силой 5МН. Исследования показали, что благодаря интенсивной радиально-сдвиговой ковке заготовок из сплавов В11М7К23-МОД, USP18K23-MOD-PM обеспечивается однородное распределение мелкодисперсных интерметаллидных фаз типа (Fe, Co)7, (W, Mo)6 и фаз Лавеса типа Fe2W(Mo). Кованные заготовки из этих сплавов имеют высокие значения твердости после закалки и старения (69 – 70 HRC), прочности при изгибе (σизг = 2300 – 2600 МПа) и теплостойкости (690 -700°С). Кроме того, исследования, проведенные в данной работе, показали, что при ковке двумя бойками в заготовке из стали P12M3K8Ф2 диаметром 80 –
В докладе, который представили на 17 Международной встрече мастеров кузнечного дела (Испания, г.Сантандер, 3 -7 ноября
Для предприятия ОАО «ВИЛС» была опробована ковка слитков из сплавов 2В, ЭП742ИД и ЭИ698ВД в четырехбойковом ковочном блоке на прессе силой 20МН в кузнечном цехе ОАО «Тяжпрессмаш». Результаты исследования качества кованых прутков, выполненные в ОАО «ВИЛС», показали, что их геометрическая форма, предельные отклонения по диаметрам и макроструктура, полностью соответствуют требованиям к подобным полуфабрикатам. Проработка структуры металла обеспечена за счет дополнительных сдвиговых деформаций, создаваемых за счет конструкции устройства и технологии ковки. В результате проведенной работы установлено также, что основными преимуществами ковки таких сплавов на ковочном блоке являются:
- повышение производительности процесса ковки в 1,5-2 раза;
- повышение точности размеров прутков, за счет уменьшения поля допусков, в 2 раза.
С 2005 года на предприятии ОАО «Тяжпрессмаш» на двух прессах силой 20 МН работают четырехбойковые ковочные блоки, в которых куют слитки массой от 5 до10 тонн из углеродистых, конструкционных легированных и инструментальных сталей. За время эксплуатации ковочных блоков было проковано более 40000 тонн поковок, в основном на экспорт.
Опыт эксплуатации ковочных блоков на прессах силой 20 МН показал следующее:
- Производительность процесса ковки увеличилась в среднем в 2 раза по сравнению с традиционной ковкой слитков двумя бойками на этом же прессе.
- Выход годного металла при изготовлении поковок по технологии ковки в ковочных блоках увеличился на 10 – 12%.
- Калибровка поковок в ковочных блоках позволила получать поковки повышенной точности.
- Расход газа уменьшился на 25-30% в результате исключения дополнительных подогревов заготовок.
Длительная эксплуатация четырехбойковых ковочных блоков в промышленных условиях на ковочных прессах силой 20 МН показала высокую надежность разработанной конструкции устройства.
Расчеты экономического эффекта, от использования четырехбойкового ковочного блока при изготовлении поковок из конструкционных легированных и инструментальных сталей на прессе силой 20МН, показали, что экономия от снижения себестоимости составляет 5000 – 13000 руб./т. по сравнению с традиционной технологией ковки слитков на прессах, а срок окупаемости затрат – 1- 4 месяца.
С 2005 года ОАО «Тяжпрессмаш» спроектировало и поставило 4 ковочных блока на российские заводы: ОАО «Буммаш», Корпорация ВСМПО АВИСМА, ООО «ССМ Тяжмаш», где они успешно работают.
Таким образом, технология ковки в четырехбойковых ковочных блоках имеет существенные технико – экономические преимущества по сравнению с широко известными традиционными технологиями свободной ковки.
Литература:
- Володин А.М., Лазоркин В.А. – Первые промышленные четырехбойковые ковочные блоки для ковки сталей и сплавов на гидравлических ковочных прессах// Черные металлы. 2008, февраль. С.14-19.
- А.С. СССР №1639860, МКИ В21 J1/04,
- Володин А.М., Лазоркин В.А., Богдановский А.С. – Радиальная ковка слитков в четырехбойковых ковочных устройствах на гидравлических ковочных прессах – основа для создания новых автоматизированных ковочных комплексов// Кузнечно-штамповочное производство. ОМД. 2005. №10. С.36-39.
- Володин А.М., Лазоркин В.А., Сорокин В.А., Петров Н.П. – Новые технологии и оборудование для радиальной ковки слитков// Кузнечно-штамповочное производство. ОМД. 2006. №10. С.22-27.
- Мельников Ю.В. Экспериментальное исследование итоговых деформаций в поковке, полученной четырехсторонней радиальной ковкой с дополнительными макросдвигами // Нові матеріали і технології в металургії та машинобудуванні – 2004. - №2. – С. 75-78.
- Лазоркин В.А., Яценко Р.В., Мельников Ю.В. Качество поковок, изготовляемых радиальной ковкой на гидравлическом ковочном прессе //Кузнечно-штамповочное производство. ОМД.2005. №5. С.8-11.
- Артамонов Ю.В., Бедросова Л.В., Зубкова В.Т., Мельников Ю.В. Микроструктура и свойства сложнолегированных инструментальных сталей и сплавов, полученных с использованием четырехбойкового ковочного устройства на прессе АКП-500// Металловедение и термическая обработка металлов. 2008. №7. С.15-17.
- Gonzalez J.R., David P.F., Gordon J., Llanos J.M. Fem simulation of the new radial forging device process at Sidenor. Proc. 17th IFM 2008, November. 3 -7,
- Патент Украины №34978 от 27.07.1999 г., МКИ В21 J1/04, 13/03. Способ ковки заготовок и четырехбойковое ковочное устройство для его осуществления.