


Фирма Rainer s.r.l. более 30 лет поставляет на рынок станки для обработки листового материала. Предприятие было основано в 1968 г. и с самого начала специализировалось на универсальных гибочных и листоштамповочных станках.
С начала 80-х годов фирма Rainer производит револьверные дыропробивные станки с загрузочно/разгрузочными станциями. На сегодняшний день в мире работают свыше 500 станков фирмы Rainer.
Выполнение всех требований рынка и постоянное развитие новых технологий – вот философия предприятия и предпосылка к успеху фирмы Rainer. Доказательством служат большое количество патентов, а также многочисленные постоянно реализуемые нововведения, как например, орбитальная система и система двойного привода оси Y, которые устанавливают на рынке листоштамповочных машин новые масштабы.
Фирма Rainer s.r.l. предлагает револьверные прессы для обработки листа с размерами от 1270 х 1000 до 2500 х 1500 и усилием штамповки от 20 до 30 тонн. Имеется также возможность автоматического перепозиционирования листа по оси X.
Основные преимущества револьверных прессов фирмы Rainer S.r.L.
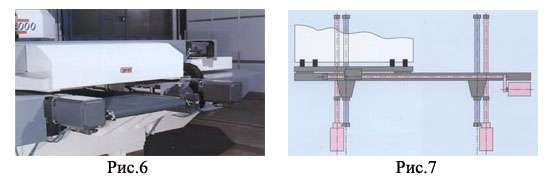
Револьверная головка орбитального типа (патент)
Все листоштамповочные центры оснащены револьверной головкой орбитального типа, при которой верхняя и нижняя части револьверной головки вращаются по отношению друг к другу со смещением. Револьверная головка выполнена из чугуна со специальным составом и затем отожжена для выравнивания внутренних напряжений, чтобы гарантировать отсутствие деформации в течение длительного периода времени.
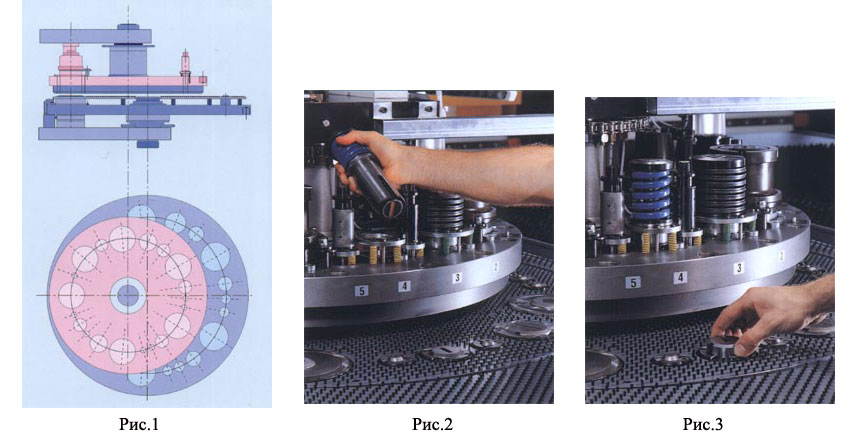
Вращение пуансонов и матриц осуществляется с помощью двух отдельных приводов (два бещеточных двигателя), которые управляются системой числового управления как две независимые оси. Нижняя часть револьверной головки тиеет больший диаметр, чем верхняя часть. Исходя из такой конструкции имеется свободный доступ к матрицам, расположенным на нижней части револьверной головки (рис. 1,2,3).
В рабочей зоне (позиция вырубки) верхняя револьверная головка дополнительно поддерживается двумя кронштейнами (патент фирмы Rainer), которые обеспечивают жесткость и 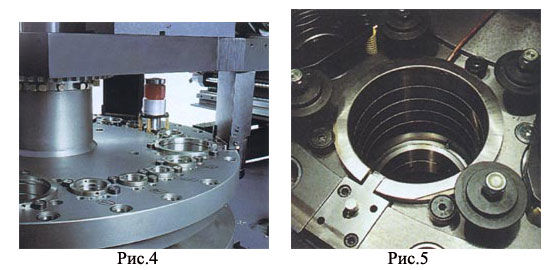 надежность всей конструкции револьверной головки от деформации. (рис. 4)
надежность всей конструкции револьверной головки от деформации. (рис. 4)
Инструмент диаметром до 12,7 мм устанавливается непосредственно в корпус головки, а инструмент диаметром свыше 12,7 мм устанавливается через термообработанные направляющие втулки. Смазка каждой направляющей втулки осуществляется с помощью системы ЧПУ. Процесс смазки программируется. (рис.5)
Интересным с технической точки зрения является запатентованное устройство безопасности, которое немедленно отключает станок в случае попадания стружки или кусочка металла в рабочую зону.
Благодаря применению инструментальной головки орбитального типа значительно сокращается время переналадки, имеется возможность визуального контроля за матрицами а также гарантируется практически беззазорная установка матриц с высокой степенью точночти и обеспечивается идеальное центрирование пуансона и матриц в зоне вырубки.
 Система сдвоенной оси Y
Система сдвоенной оси Y
Супербыстрые револьверные пресса серии TOP с системой сдвоенной оси Y являются самыми быстрыми листоштамповочными центрами из всех предлагаемых на сегодняшний день. Максимальное число ходов составляет более 100 в минуту. Благодаря применению сдвоенной оси X достигается высокая точность позиционирования, а именно точность между отверстиями составляет ±0,04 мм.
Система сдвоенной оси X показана на рис. 6 и 7.
Система гидравлики
Для современного листоштамповочного центра наличие гидравлического привода это просто необходимость. Это убеждение, которого фирма Rainer придерживаются с давних пор. Rainer много лет инвестировала исследования и реализацию высокопродуктивной системы.
Количество преимуществ гидравлики фирмы Rainer неисчислимо:
- отсутсвие механических частей сократило до минимума интервалы профилактических осмотров.
- возможность определить на протяжении всего пути перемещения инструмента значения для нижней и верхней мертвой точки.
- уменьшение вибрации револьверной головки и работа с малым уровнем шума.
- к каждому виду обработки специально подобранные режимы можности с учетом экономии энергии, а также дополнительное уменьшение уровня шума.
Бесшумность
Выбранная фирмой Rainer система гидрвлики является шумопоглощающей. Система построена на насосе двойного действия, с помощью которого возможно радикально уменьшить уровень шумообразования. Так как удар штампа о лист амортизируется, то в связи с этим работают только силы, необходимые для соответствующего процессв штамповки, при этом расход энергии снижается до минимума.
В сертификате, выданном институтом STANIMUC, фирма Rainer заявляет и гарантирует средний уровень шума.
Существуют различные факторы, которые способствуют такому низкому уровню шумообразования у станков Rainer. Вот некоторые из них:
- рабочие поверхности, оснащенные щетками.
- шумопоглащение в рабочей зоне благодаря обшивке, выполненной из соответсвтующих шумозащитных материалов.
- звукоизоляционная гидравлика.
- контроль хода штампа.
Все эти меры позволяют гарантировать, что соответствующий листоштамповочный центр не превысит допустимый уровень шума на современном предприятии.
Технология обработки листа
Техническое исполнение станокв фирмы Rainer серии TOP позволяют выполнять на станке не только традиционную штамповку, но и другие виды обработки, например, комплексное формообразование, нарезку различных видов резьбы, а также нанесение различных символов и надписей (маркировка).
Пластическое формобразование
Одно из важнейших отличительных особенностей штамповочного станка серии TOP является одновременная интерполяция осей X,Y,C1,C2. Это позволяет выполнять формообразование или рез по произвольному контуру с помощью специально разработанных инструментов (WILSON Wheel's). Рабочие процессы, которые невыполнимы на обычных штамповочных центрах с ЧПУ, легко и экономично выполняются на станках серии TOP.
Нарезание резьбы
Головка MULTI-TAP позволяет нарезать резьбу M3, M4, M5, M6 и M8. При этом резьбу можно нарезать или накатывать. Головка MULTI-TAP очень удобна в работе и не требует никаких специальных приспособлений. Для станка это стандартный инструмент, устанавливаемый в револьверную головку. Не требуется никаких изменений в револьверной головке: если MULTI-TAP не используется, то он заменяется любым другим инструментом.
Нанесение маркировки
Интерполяция осей и современное программное обеспечение позволяют выполнять на этом станке маркировку и различные надписи. При этом символы наносятся не методом единичного хода, а гравируются. Поэтому на деталях различного характера можно наносить логотип фирмы, коды, маркировку и т.д., не приобретая для этого специальных инструментов.
Система ЧПУ
Станки фирмы Rainer серии TOP оснащены системой управления Siemens D840 с плоским жидкокристаллическим монитором 9,5 дюймов.
Далее приведены наиболее важные функции системы управления:
- программируемое ускорение осей X и Y.
- индексы для оси C с интерполяцией осей X и Y.
- инструментальный магазин с расположением инструмента в зависимости от типа, а также единичный ход каждого отдельного инструмента.
- диагностика с функцией помощи в режиме on-line.