

Ежегодно по причине коррозии выходят из строя 30% стальных и чугунных изделий, что приносит ущерб в десятки миллиардов долларов. Особенно существенно эти потери сказываются в транспортном и железнодорожном машиностроении, электроэнергетике, дорожном, промышленном и гражданском строительстве и нефтегазодобывающей отраслях.
За одни сутки в мире в ржавчину превращается почти тысяча тонн металла. Для защиты от коррозии используется множество способов, основанных на принципе создания барьера между изделиями и агрессивной средой. В качестве средств для создания таких барьеров используются минеральные масла, слои краски, фосфатов или коррозионностойких металлов. Надежная защита от коррозии должна обеспечивать эксплуатацию конструкций и деталей без ремонта или восстановления защитных слоев.
Одним из наиболее эффективных и дешевых методом предупреждения коррозии черных металлов является оцинкование.
Цинк- металл с низкой температурой плавления (419˚С) удельным весом 7,2, и нормальным потенциалом 0,76В. Во влажном воздухе цинк покрывается белой пленкой из углекислых и оксидных соединений, защищающей его от дальнейшей коррозии. В сероводородной среде или в контакте с сернистыми соединениями чистый цинк разрушается достаточно быстро. В сухом воздухе цинк обладает высокой устойчивостью и, являясь анодным покрытием, защищает железо электрохимически.
Имеется несколько способов создания цинковых слоев, наиболее старым может считаться горячее оцинкование, известное с 1742 г.
Гальванические покрытия имеют более позднее происхождение и определяются временем создания гальванических элементов и изучения электрического тока.
Еще более позднее использование получили различные методы напыления цинковых покрытий - газопламенный, плазменный, электродуговой и динамический.
Все перечисленные методы нанесения цинковых слоев имеют три общих недостатка: во первых невысокую адгезию, во вторых недостаточный ресурс работы в агрессивных средах и, наконец, плохую сопротивляемость механическим воздействиям.
В начале прошлого столетия появился новый процесс создания диффузионных покрытий, получивший название «шерардизация» от фамилии его автора. Сущность метода заключается в диффузионном насыщении цинком поверхности железных изделий.
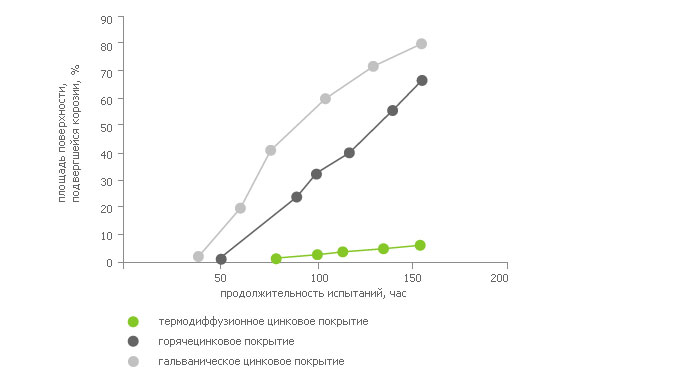
При нагреве изделий в цинкосодержащей смеси происходит внедрение цинка в поверхностный слой металла с образованием химических соединений (интерметаллидов Ζn – Fe различного состава), обладающих, в сравнении с другими покрытиями повышенной коррозионной стойкостью (в 3-5 раз выше гальванических и в 1.5-2 раза лучше горячеоцинкованых). Кроме того, микротвердость интерметаллидных соединений находится на уровне термообработанных сталей, поэтому термодиффузионные слои обладают хорошей износостойкостью. Внедрение цинка в основной металл происходит практически без изменения линейных размеров деталей, что позволяет использовать этот метод для защиты от коррозии прецизионных изделий и метизов.
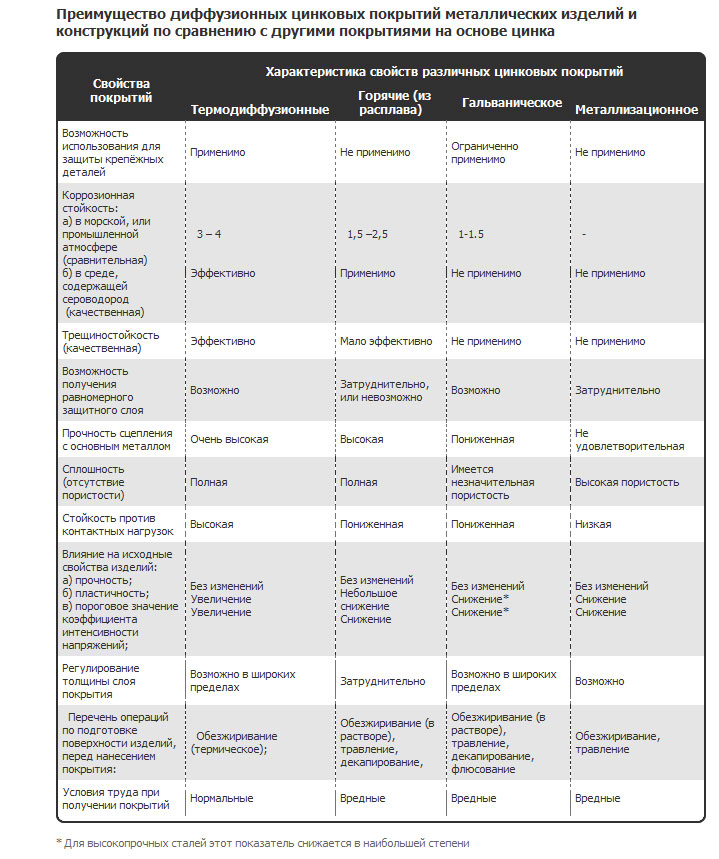
На графике и в таблице приведены результаты сравнения различных технологий нанесения цинковых покрытий:
Структура покрытий позволяет изделиям выдерживать значительные механические и тепловые воздействия без разрушения слоя. Даже при проведении сварочных работ выгорание цинка происходит только в 2-3мм. от сварочного шва.
Оцинкование чаще всего проводят при температуре 360 - 480˚С в барабанах, наполненных порошковой средой, содержащей цинк. Толщина покрытий регулируется составом и объемом смеси, температурой и временем процесса от 5 до 150 мкм. Объем цинкосодержащей смеси определяется площадью покрываемых деталей (ориентировочно
Процесс термодиффузионного оцинкования происходит без применения вредных веществ и представляет собой практически безотходное производство.
Многолетний опыт ООО «НПО «Неоцинк» промышленного использования деталей с термодиффузионными цинковыми (ТДЦ) покрытиями свидетельствует об экономической и технической целесообразности использования их в различных отраслях промышленности.
Например, водопроводные трубы и фитинги с ТДЦ покрытиями имеют скорость коррозии в проточной воде в 50 раз меньше, чем без покрытий.
Испытания муфт НКТ с термодиффузионными покрытиями на нефтедобывающих скважинах показали, что повышение коррозионной стойкости и микротвердости поверхности деталей увеличивает количество операций свинчивания-навинчивания при спускоподъемных операциях с 12 до 36-50 раз. Присутствие цинка в виде интерметаллидов обеспечивает коррозионную стойкость покрытий даже в сероводородных средах, что не гарантируют другие методы оцинкования. Кроме того, эти покрытия уменьшают скорость образования железосальниковых пробок в трубах нефтепровода, что положительно сказывается на дебете скважин.
Нанесение ТДЦ покрытий на высокопрочные метизы, используемые для сооружения мостов или других ответственных конструкций, позволяет не только повысить коррозионную стойкость деталей, но и сохранить их механические свойства. При нанесении цинка гальваническим методом происходит наводораживание поверхности и охрупчивание деталей, а при горячем оцинковании невозможно сохранить геометрию резьбы. Таким образом, термодиффузионный метод является единственным приемлемым методом для защиты от коррозии высокопрочных метизов.
Столбы парковочных ограждений в процессе эксплуатации подвергаются не только воздействию осадков, но и жестким контактам с транспортными средствами, в результате которых возможна деформация ограждений. Гальванические покрытия и горячеоцинкованые в результате таких столкновений разрушаются. Термодиффузионные покрытия сохраняют свои защитные свойства даже в таких условиях.
Согласно требованиям, предъявляемым к элементам опор и натяжения электроконтактной сети, антикоррозионные защитные покрытия должны сохранять свою работоспособность в течение 30 лет. Неоднократные лабораторные и натурные испытания показали, что горячее оцинкование обеспечивает этот ресурс только при толщине покрытий более 120 мкм., в то время как ТДЦ покрытия этого результата достигают при толщине 50-60мкм.
Ни одна стройка не обходится без использования закладных элементов. Термодиффузионные покрытия обеспечивают необходимую защиту их при толщине 25-40мкм. Конструкции, эксплуатируемые в атмосферных условиях, сохраняют свою работоспособность в течение нескольких десятков лет. Кроме того, ТДЦ покрытия очень хорошо удерживают лакокрасочные слои даже без грунтовки.
Приведенные примеры подтверждаются данными иностранных разработчиков в частности Европейскими стандартами ASTMB 633, ASTMB 695, BS4921.
Разработки в области оборудования и технологии, проведенные нашим предприятием, позволяют проводить процессы ТДЦ крупногабаритных изделий (длиной до
Сдерживающим фактором рынка сбыта является недостаток нормативной документации на применение термодиффузионного оцинкования в различных отраслях промышленности.
ООО «НПО «Неоцинк» в настоящее время активно проводит согласование такой документации с предприятиями нефтедобывающей отрасли, Росавтодором, предприятиями коммунального хозяйства и другими заинтересованными организациями.
Контакты: ООО «НПО Неоцинк» Тел.: +7 (495) 644-34-67; E-mail: neozinc@neozinc.ru
Сайт: www.neozinc.ru