

Для производства турбинных колес создано эффективное оборудование и программное обеспечение. В статье рассмотрены некоторые особенности изготовления турбинных колес.
Было время, когда производством турбинных колес для авиационных двигателей занималось лишь небольшое количество специализированных компаний, которые использовали программное обеспечение, разработанное для конкретного заказчика. Однако в последнее время уменьшение стоимости пятикоординатного оборудования и увеличение мощности программного обеспечения расширило число предприятий, производящих турбинные колеса. Для этого расширяющегося числа предприятий и предназначена эта статья, которая затрагивает некоторые факторы, влияющие на эффективность обработки турбинных колес.
Общая информация о турбинных колесах

Турбинное колесо (по-английски «blisk» от «blades on a disk») – это диск с рядом прикрепленных лопаток (или элементов аэродинамических поверхностей). Иногда турбинные колеса изготавливаются из цельной заготовки с использованием многокоординатных станков с ЧПУ, иногда – путем приваривания лопастей к диску. Тем не менее, даже при использовании второго способа изготовления возникает необходимость в многокоординатной обработке, чтобы удалить наплавленный металл.
Наиболее важный фактор, который следует принимать во внимание при изготовлении турбинных колес на станке – это многообразие моделей таких колес. С использованием программ конечно-элементного анализа инженеры стали разрабатывать более сложные формы элементов аэродинамических поверхностей. Больший изгиб профиля, уменьшенная толщина поперечного сечения стенки, усовершенствованный профиль передней кромки – все это позволяет увеличить потенциальные возможности осевой нагрузки на лопатку, что повышает эффективность двигателя. Но одновременно все это и усложняет задачу изготовления турбинного колеса.
Особенности строения могут различаться даже у родственных турбинных колес. В авиационных моторах сложность лопаток в задней части мотора уменьшается. Турбинные колеса в передней части мотора имеют более крупные лопатки с большей степенью изогнутости, а это сложнее для изготовления их на станке. Как правило, при производстве простых турбинных колес их можно обработать под разными углами, задав программисту ряд параметров. Однако при обработке турбинных колес более сложной формы программист нередко сталкивается с трудной задачей поиска углов установки инструмента и подбора комплекта инструментов, которые смогут обрабатывать эту форму эффективно или вообще смогут ее обработать. Даже сам станок следует выбирать, учитывая степень сложности формы турбинного колеса.
Станок
Выбирая станок, который планируется использовать в производстве турбинных колес, крайне важно учитывать размер колеса и тот факт, что для того чтобы поворотная голова станка с режущим и вспомогательным инструментом могла передвигаться вокруг детали, потребуется пространство гораздо большее, чем размер самой детали.
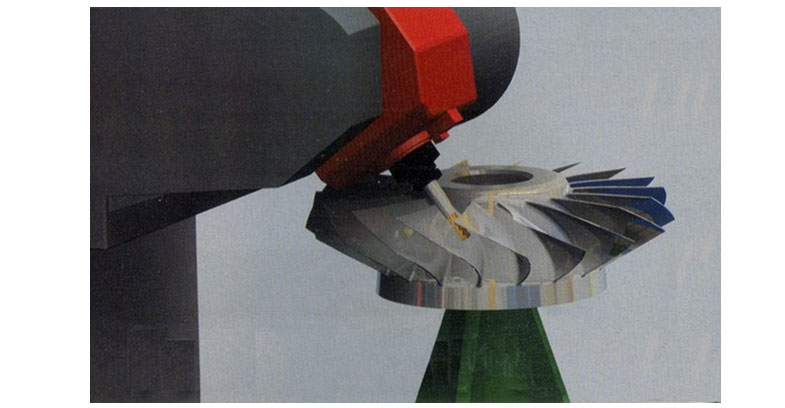
На рисунке показан пример, где турбинное колесо располагается на оси вращения поворотного стола станка с ЧПУ. Вторая ось вращения – на поворотной голове станка. При такой конструкции турбинного колеса, как на примере, необходимо, чтобы инструмент мог подойти к нему с обоих сторон. Кроме того, форма и высота лопаток, размер пространства между лопатками и наличие мелких вспомогательных элементов на лопатках делают необходимым применение довольно длинного инструмента. В такой ситуации, если весь диапазон необходимых перемещений представить как рабочее пространство вокруг турбинного колеса, то становится ясно, что пространство для этих перемещений будет значительно больше, чем само турбинное колесо. То есть даже для изготовления маленького турбинного колеса может потребоваться станок с большим рабочим пространством.
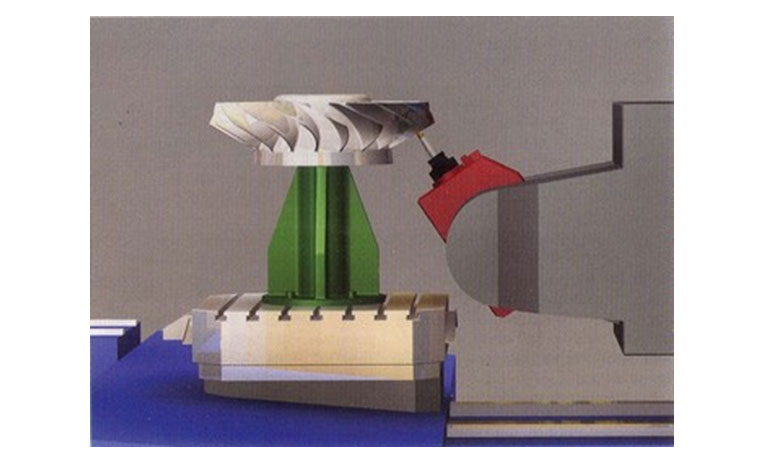
Если турбинное колесо обрабатывается с помощью длинного инструмента и необходимо, чтобы инструмент мог подойти к обрабатываемой детали с разных сторон, требуется станок с большим рабочим пространством.
Управляющая программа
Важно обратить внимание на расчет таких траекторий инструмента, которые могут повысить эффективность работы станка. При пятикоординатной обработке программист должен избегать создания траекторий, включающих резкую смену направления движения по оси. При резкой смене оси, когда в очень короткий промежуток времени приходится изменить направление движения инструмента, станок должен быстро замедлить скорость подачи, сменить направление и затем снова ускориться в новом направлении. В момент остановки силы резания снижаются и на деталях остаются характерные следы. Кроме того, резкие изменения направления движения создают высокие динамические нагрузки на узлы станка. В последних версиях программного обеспечения PowerMill от компании Delcam сделано много усовершенствований имеющих целью помочь программисту создать траектории, которые задают плавные перемещения инструмента по обрабатываемой детали, при постоянной подаче, избегая резких изменений направления движения.
Устройство ЧПУ и управляющая программа.
Сложность обрабатываемой формы предъявляет высокие требования и к устройствам ЧПУ. Зачастую, основное внимание обращают только на возможности самого станка, упуская из виду возможности устройства ЧПУ.
Чтобы протестировать различия между различными устройствами ЧПУ, компания Delcam недавно провела в своем цехе обработку достаточно сложных турбинных колес на различных станках. Была создана пятикоординатная чистовая траектория, рассчитанная с допуском 0,01 мм и регулярным расстоянием между точками 0,1 мм. Траекторию проверили на трех станках, с заданной скоростью подачи 2500 мм/мин. Деталь изготавливалась из высококачественного титана. Различия во времени цикла обработки можно видеть в таблице:

Когда тестовая программа обрабатывалась на станке с устройством ЧПУ «А», инструмент двигался рывками а фактическая скорость подачи редко превышала 800 мм/мин. Устройство ЧПУ «В» при достаточно плавных передвижениях обеспечило скорость подачи – около 1200 мм/мин. Устройство ЧПУ «С» регулярно обеспечивало превышение подачи свыше 2200 мм/мин и почти идеальную плавность хода.
Что же вызвало такие отклонения в производительности станков при работе по одной и той же программе? Современные устройства ЧПУ предоставляют ряд опций, которые могут влиять на поведение станка с ЧПУ. Такие опции, как скорость обработки кадров, ускорение/замедление, закон изменения ускорения могут быть по разному настроены на разных устройствах ЧПУ. Кроме того, производители устройств ЧПУ постоянно вводят новые, более современные настраиваемые опции, которые позволяют усовершенствовать рабочие характеристики станка.
В ходе проведенного теста было выявлено, что в устройстве ЧПУ «А» закон изменения ускорения был задан таким, что это привело к слишком агрессивной реакции станка на мельчайшие отклонения осей в пятикоординатной траектории. Такая агрессивная реакция с замедлениями и ускорениями привела к ухудшению качества чистовой поверхности и резкому увеличению времени цикла. Устройства ЧПУ «В» и «С» имели сходную конфигурацию, но благодаря разным настройкам, устройство ЧПУ «С» отработало управляющую программу более эффективно. Этот тест показал, что при создании управляющей программы, нужно учитывать не только геометрические параметры обработки, но и знать динамические настройки станка в устройстве ЧПУ и соответственно под них делать программу или изменять эти настройки под управляющую программу. Например, первое устройство ЧПУ могло показать вполне приемлемые результаты при обработке другой детали с другой управляющей программой, где длина перемещения в кадре много больше.
Анализ настроек всех трех устройств ЧПУ позволил Delcam настроить параметры каждого станка и параметры в системе PowerMILL, создающей управляющую программу таким образом, что при повторном тесте все три станка значительно улучшили свои показатели по времени цикла и качеству обработки поверхности.
Стратегия обработки
Для изготовления турбинных колес могут применяться различные стратегии обработки. Выбор зависит от формы, размера и сложности деталей, а также от обрабатываемого материала и способа фиксации детали. Чтобы определить наилучший метод обработки, программист должен ответить на следующие вопросы:
• Какая обработка – плунжерная или традиционная – лучше подойдет для геометрии данной детали?
• Можно ли изготовить турбинное колесо, используя единственный угол ориентации инструмента?
• Если нет, то какая минимальная комбинация углов необходима?
• Требуется ли при чистовой обработке следовать направлению рабочего потока для данного колеса?
Существует еще одна важная проблема – минимизация вибрации детали. Турбинные колеса, расположенные в задней части двигателя, обычно имеют маленькие лопатки со сравнительно большой толщиной поперечного сечения. Такие лопатки, как правило, могут быть изготовлены на станке с использованием традиционного подхода, включающего черновую, получистовую и чистовую обработку. Но когда программируется обработка турбинного колеса, расположенного в передней части мотора, этот процесс становится менее стабильным. Сочетание увеличенного размера лопаток с их уменьшенной толщиной приводит к тому, что лопатки становятся более восприимчивы к вибрации. В этом случае программисту следует создавать такую программу, которая будет оставлять лопатки самоподдерживающимися так долго, как это возможно.
Обычно используемый в таких случаях прием – проводить черновую обработку лопатки относительно малого участка лопатки и затем сразу же проводить получистовую и чистовую обработку этого же участка. Обработка повторяется сверху вниз маленькими участками по длине лопатки, пока деталь не будет полностью готова. В этом случае внизу на лезвиях всегда остается максимальный объем неснятого материала, который как бы поддерживает лопатку. Такая технология, заложенная в набор стратегий нового модуля PowerMILL Blade, Blisk & Impeller Machining позволяют создавать значительно более эффективные программы, чем было ранее.
Жесткость детали (и простой способ увеличить срок службы инструмента)
Попытки программистов избежать вибрации детали не приведут к желаемому результату, если одновременно не будет осуществляться высококачественная закрепление детали. Оптимальное решение проблемы закрепления – жесткий зажим детали в течение всего времени обработки. Это не только увеличит качество детали, но и продлит срок службы инструмента.
Некоторые оригинальные приемы для уменьшения вибрации детали были продемонстрированы компанией Delcam. В ходе эксперимента обрабатывался простой аэродинамический профиль в жестком зажимном приспособлении. Зажимное приспособление состоит из набора опор из закаленной стали, которые были обработаны по месту и повторяли форму аэродинамического профиля в местах зажима.
Лопатки помещали в зажимное приспособление, используя зажимы из закаленной стали, для удержания детали на месте. Затем аэродинамический профиль лопатки был обработан с использованием обычной пятикоординатной стратегии чистовой обработки. После обработки было оценено качество чистовой поверхности и состояние режущего инструмента. Затем процесс повторили, и после каждого повторения проводилось исследование чистоты поверхности и состояние режущего инструмента. В конечном итоге наблюдалось заметное уменьшение качества поверхности, как правило, совпадающее с потерей работоспособности режущей кромкой инструмента. Однако в целом тест дал хорошие показатели предположительного срока службы инструмента для данного сочетания «приспособление-деталь-инструмент».
Затем тест был повторен, но теперь в пространство между зажимом и деталью помещалась подушка из пенистой резины, которая сжималась при затягивании зажимной оснастки в той же степени, что и в предыдущем эксперименте. Снова была проведенная пятикоординатная обработка. После каждого повторения проверялось состояние детали и инструмента.
Результаты этого теста были впечатляющими, если не сказать больше. Резиновая подушка эффективно амортизировала почти всю вибрацию детали. Это дало целый ряд преимуществ. Во-первых, отсутствие вибрации детали позволило заметно улучшить чистоту поверхности. Однако еще более удивителен эффект в увеличении срока службы инструмента. Как показал проведенный на Delcam анализ, при более плавном резании, возможном благодаря уменьшению вибрации детали, срок службы инструмента увеличился по крайней мере в 12 раз.
Об авторе: Брэтт Хопкинс, специалист по технологиям обработки компании Delcam в Северной Америке (Северная Каролина).