


Предприятие ERDMANN GmbH имеет более чем двадцатилетний опыт работы в области ультразвуковых технологий на водной основе и технологий очистки.
Изготавливает:
- очищающие ультразвуковые установки;
- электролитические очищающие установки;
- очищающие установки конвейерного типа;
- водоструйные очищающие ультразвуковые установки;
- сушильные установки;
- автоматизированные системы подачи;
- оборудование для водоподготовки;
- ультразвуковые компоненты.
ERDMANN GmbH предлагает для решения проблем очистки:
- проведение лабораторных испытаний и анализов;
- проведение пробной очистки;
- выбор соответствующих методов очистки;
- проектирование индивидуальных решений;
- монтаж и ввод в эксплуатацию;
- поддержка и техническое обслуживание;
- обслуживание и поставка запасных частей.
ОСНОВНЫЕ ПРИНЦИПЫ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ
Что такое ультразвук?
Под ультразвуком принято понимать звуковые волны, превышающие порог слышимости человека, в диапазоне примерно 16 кГц - 1 гГц. Кроме того, можно генерировать ультразвук с существенно большей энергией, т.е. намного "громче", чем слышимый звук.
В ультразвуковой технологии различают использование слабого сигнала (испытание материалов, медицинские материалы, диагностика) и мощного ультразвука как, например, при очистке ультразвуком, ультразвуковой сварке:
- Применение слабого сигнала: Мощность< 1 Вт/см2 Частота > 100кГц.
- Применение мощного ультразвука: Мощность > 1 Вт/см2 Частота < 100 кГц.
Что вызывает ультразвук в жидкостях?
Жидкости удерживаются внутренними силами притяжения (сцепления). Значение сил притяжения определяет предел прочности жидкости. Ультразвук распространяется в жидких средах в форме сверхдлинных волн (продольных волн). При этом вследствие переменного давления звука происходит сжатие и разрежение. Силы притяжения в фазе разрежения колебаний могут разрывать жидкость; возникает так называемая кавитация.
Уже при интенсивности ультразвука от 1 Вт/см2 силы растяжения больше, чем сопротивление разрыву жидкости, которое теоретически равняется примерно 100 килопонд/см2. Однако при загрязнении (нерастворимые частицы пыли, утечка газа) и при неоднородной структуре среды это значение в большинстве случаев ниже - около 1 килопонд/см2.
При этой интенсивности (переменное давление звука 1,8 атмосфер) можно заметить силы тяготения, равные приблизительно l.8 килопонд/см2, так что при разряжении образуются микроскопические вакуумные пузырьки (кавитационные полости) в жидкости.
Эти кавитационные пузырьки (частицы пыли и грязи играют роль катализаторов процесса) могут попадать из воздуха (не дегазированного) и/или из пара жидкости.
Различают два вида кавитации:
Газовая кавитация (ложная кавитация)
В большинстве случаев в жидкостях выделяется большое количество воздуха или освобождается в виде невидимых пузырьков (радиус< 0,1мм).В фазе разрежения это количество увеличивается (время при 25кГц - 10мкс), коагулирует под влиянием давления излучения и становится видимым (всплытие).
Паровая кавитация (истинная кавитация)
Только в полностью дегазированных и очищенных жидкостях пустоты заполняются исключительно паром. В фазе давления эти пузырьки замедленно сталкиваются, и вследствие этого может возникнуть локально (вокруг) очень сильное повышение давления (до 1000 атмосфер) и температуры (до 5500 °C)!
Такие взрывы порождают волны давления, которые вызывают силы ускорения в микроскопической среде превосходящие первоначальные ультразвуковые зоны в 1 000 раз. Этот физический процесс известен также из других областей, где высокие силы разрыва влияют на жидкости, например, в корабельных винтах.
Наряду с частицами пыли и грязи другие "дефекты" также действуют в жидкости в качестве возбудителей кавитации, например шероховатые и часто загрязненные поверхности (граничные поверхности) погруженных деталей. От этих поверхностей постоянно откалываются частички грязи и суспендируют в жидкость.
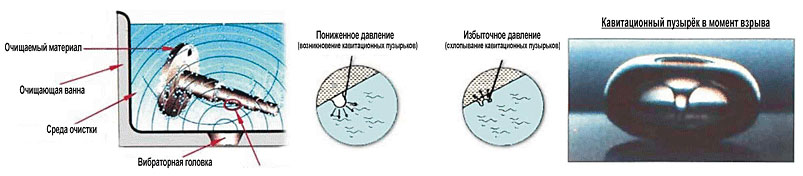
Этот феномен называется кавитацией. Вокруг кавитационных пузырьков в жидкости возникает локальное повышение давления, сильная турбулентность и токи из-за подобного щелчку взрыва. Эти явления - это собственные признаки, которые направлены на удаление частицы грязи на поверхности объектов. Кавитационные пузырьки возникают преимущественно в граничных поверхностях между жидкостью и очищаемыми изделиями. То есть именно там, где они желательны.
В чем преимущества очистки ультразвуком?
- качественная глубокая очистка поверхностей без скребков, щеток или шабрения, даже таких сложных геометрических форм, как, например, щели, глухие отверстия и так далее;
- короткое время очистки, от нескольких секунд до нескольких минут;
- химические добавки расходуются существенно меньше, чем при обычном процессе очистки;
- возможна автоматизация последовательности очистки с сохранением тех же результатов;
- простое, эргономическое и быстрое управление процессом;
- наивысшее качество дальнейшей обработки;
- наивысший конечный результат.
Ультразвуковой генератор
 Система генератора, в основной комплектации, состоит из сетевого модуля входа, а также содержит от одного до нескольких съёмных карт-модулей.
Система генератора, в основной комплектации, состоит из сетевого модуля входа, а также содержит от одного до нескольких съёмных карт-модулей.
В этой самой современной технике генератора каждый рабочий модуль имеет свой встроенный управляющий модуль, чтобы гарантировать наивысшую надежность эксплуатации.
Благодаря различным значениям производительности каждого модуля в пределах от 0,6 кВт до 3 кВт, а также различным размерам корпуса, можно подобрать для каждого случая специальную систему ультразвуковой очистки.
Все генераторы имеют стандартное оснащение указанное ниже:
- микропроцессорное устройство управления;
- индикация выполняемой функции для эксплуатации на производстве "Модуль мощности", "Вибратор" и "Превышение температуры";
- счетчик часов работы и индикация производительности;
- установка мощности для всего аппарата или для каждого модуля отдельно;
- реле экстренной аварийной сигнализации
Генератор новой передовой конструкции:
 При помощи абсолютно новой концепции, учитывающей потребности практики производства, была разработана технология генератора на основе транзисторов.Стабилизация мощности с микропроцессорным управлением - несколько микропроцессоров оптимально приспосабливают рабочую частоту к постоянно изменяющимся условиям в очищающей ванне и, таким образом, поддерживают постоянный процесс.
При помощи абсолютно новой концепции, учитывающей потребности практики производства, была разработана технология генератора на основе транзисторов.Стабилизация мощности с микропроцессорным управлением - несколько микропроцессоров оптимально приспосабливают рабочую частоту к постоянно изменяющимся условиям в очищающей ванне и, таким образом, поддерживают постоянный процесс.
Постоянная мощность - генераторы имеют постоянную мощность ± 2% от указанной и соответственно установленной номинальной мощности.
Контроль мощности - интенсивность каждого отдельного модуля мощности можно устанавливать над модулем управления в диапазоне 10-100% - текущая настройка может сохраняться.
ТЕХНОЛОГИЯ MOSFET (МОП-транзистор) - применение технологии MOSFET в конечной фазе работы позволяет осуществлять контроль мощности без потерь и выключение в течение наносекунд при внезапно возникшей перегрузке.
Интерфейс RS 232 - опционально все генераторы оборудованы интерфейсом RS 232. Посредством интерфейса RS 232 возможен доступ ко всем функциям управления и рабочим параметрам. Вместе с применением комплексно автоматизированного производства (CIM), программируемого контроллера (SPS) или персонального компьютера новые решения проблем не имеют никаких границ.
Ультразвуковой погружной вибратор, виброплаты, приспособление для запрессовки и выпрессовки.
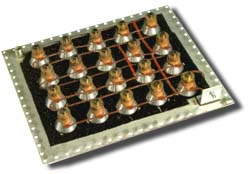 Конструкция: погружной вибратор и виброплаты могут быть предоставлены с частотой в диапазоне 25 - 132 кГц различных размеров.
Конструкция: погружной вибратор и виброплаты могут быть предоставлены с частотой в диапазоне 25 - 132 кГц различных размеров.
 Виброплаты могут поставляться в виде встроенного комплекта с приваренной рамой с резьбовым отверстием или с прижимным фланцем, сквозными отверстиями, или винтами из высококачественной стали и уплотнением.
Виброплаты могут поставляться в виде встроенного комплекта с приваренной рамой с резьбовым отверстием или с прижимным фланцем, сквозными отверстиями, или винтами из высококачественной стали и уплотнением.
Опционально виброплаты можно получать изгибом под прямым углом.
Жёсткий трубопровод, 2м металлопластикового шланг, сваренный или свинченный непосредственным присоединением к стенке резервуара, обеспечивает поддержку погружного вибратора.
Место крепления и способ монтирования - горизонтальный или вертикальный по требованию заказчика.
 Альтернативой погружному вибратору и виброплатам является вибратор в форме цилиндра.
Альтернативой погружному вибратору и виброплатам является вибратор в форме цилиндра.
Эти вибраторы предлагают круговое энергопитание и более высокий коэффициент полезного действия с более высокой удельной мощностью при сравнительно небольших габаритах.
Материал - титан гарантирует высокую прочность вибраторов и оптимальную передачу звука.
Возможности фиксации:
По желанию клиента возможно крепление при помощи подвесных крюков, крепежных накладок или фиксация непосредственным присоединением к стенке резервуара.
ПРИМЕРЫ ПРИМЕНЕНИЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ В ОБОРУДОВАНИИ ERDMANN
УЛЬТРАЗВУКОВАЯ УСТАНОВКА ДЛЯ ОЧИСТКИ ФОРМ
Технология:
- погрузочно-разгрузочная станция (траверс для изделий, барабан для изделий, крановый крюк);
- ультразвуковая очистка (с ингибирующим консервированием форм);
- чистая промывка (опционально);
- сушка (опционально).
Преимущества:
- возможно предоставление компактной системы, содержащей от одной до нескольких камер;
- высокое качество очистки с применением самой современной ультразвуковой технологии;
- компактная единая система, включая модуль циркуляции и фильтрации;
- неагрессивные чистящие вещества;
- длительный срок службы ванн.
Оборудование для очистки форм для формования и литья под давлением в виде одно- или многокамерной системы предлагает наивысшее качество очистки очищаемых форм, инструментов и компонентов.
Новейшая ультразвуковая техника на основе высокопроизводительного ультразвукового модульно-транзисторного погружного пьезовибратора позволяет производить интенсивную и равномерную очистку форм и инструментов даже в труднодоступных местах и делает трудоемкие процессы демонтажа протравления, затворов и шлангов совершенно излишними.
Согласно техническим данным оборудования, настраиваются такие параметры, как качество очистки, характеристики материалов и геометрические формы деталей. По желанию клиента возможно предоставление таких опций, как циркуляционная фильтрация и техобслуживание ванн вплоть до полной предварительной подготовки среды.
Ниже приведены примеры установок




ОЧИЩАЮЩАЯ УСТАНОВКА КОНВЕЙЕРНОГО ТИПА
Технология конвейерной горизонтальной ультразвуковой очистки.
- Интенсивная очистка ультразвуком с опциональной ультразвуковой промывкой.
- Дополнительная промывка (опционально).
- Сушка (опционально).
- Дальнейшие процессы под заказ (опционально).
Преимущества:
- Высокое качество очистки с применением самых современных ультразвуковых технологий.
- Воспроизводимые высококачественные результаты с постоянной производительностью.
- Низкие расходы на производство по сравнению с электролизом и щеточной очисткой.
- Малозатратные моющие присадки на водной основе.
- Длительный срок службы ванн с постоянным качеством очистки.
- Удовлетворяющие экологическим требованиям, неагрессивные чистящие вещества.
- Компактная единая система, включая модуль циркуляции и фильтрации.
- Высокий уровень охраны труда и защиты здоровья на месте эксплуатации.

Конвейерная очищающая установка на основе ультразвука предлагает наивысшее качество очистки для самых различных материалов, размеров конвейерной ленты игеометрических форм.
Новейшая ультразвуковая техника на основе высокопроизводительного ультразвукового модульно-транзисторного пьезовибратора обеспечивает интенсивную и равномерную чистку поверхностей конвейерной ленты в качестве предварительной обработки перед дальнейшими этапами процесса или в качестве целевой очисткиповерхностей.
Такие параметры, как требования по очистке, свойства материала и вес полотна регистрируются, обрабатываются и реализуются установкой в соответствии с требованиями. По желанию опционально можно приобрести такие дополнения, как циркулирующая фильтрация, уход за полотном и вплоть до полного приготовленияочищающих средств.
Ниже приведены другие примеры ультразвукового оборудования ERDMANN








