Вертикальные протяжные станки
Вертикальные протяжные станки
Вертикальные протяжные станки компании «Hoffmann-Lapointe» (Германия) предназначены для обработки методом протягивания наружных и внутренних поверхностей различных деталей.
Преимуществами вертикальной компоновки станков является экономия рабочей площади цеха, а также лучшие условия для автоматизации загрузки и выгрузки обрабатываемых деталей и встройки станков в автоматические линии.
Основными особенностями станков являются:
- электрогидравлический или электромеханический привод;
- широкий диапазон скоростей резания;
- жесткая и виброустойчивая конструкция, обеспечивающая высокую точность обработки;
- мощный привод главного движения;
- многообразие предлагаемых моделей столов (столы с прямолинейным подводом, опрокидывающиеся столы, индексирующийся столы).
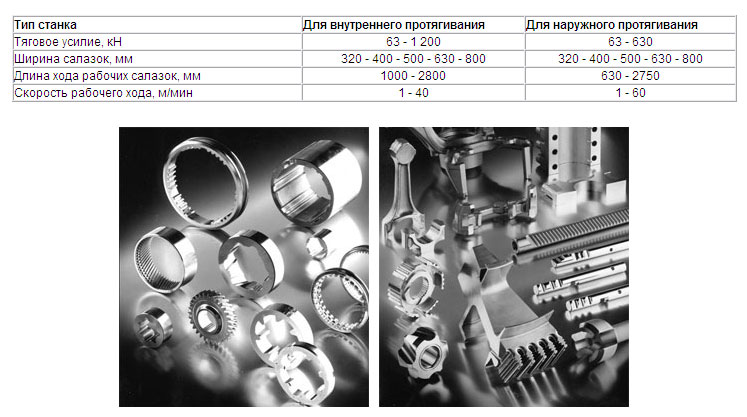
 Горизонтальные протяжные станки
Горизонтальные протяжные станки
Горизонтальные протяжные станки компании «Hoffmann-Lapointe» (Германия) предназначены для обработки методом протягивания наружных и внутренних поверхностей различных деталей (круглых, шлицевых, шпоночных пазов, винтовых шлицев и канавок, др.)
Основными особенностями станков являются:
- электрогидравлический или электромеханический привод;
- широкий диапазон скоростей резания;
- жесткая и виброустойчивая конструкция, обеспечивающая высокую точность обработки;
- мощный привод главного движения.

Специальные протяжные станки и линии
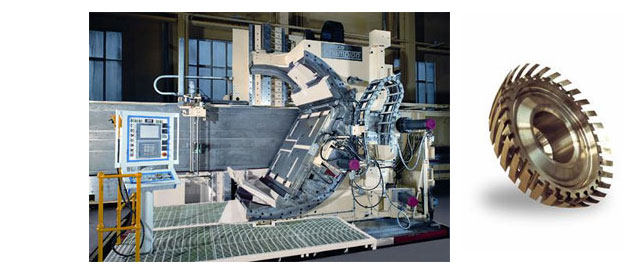
Протяжные станки и линии для обработки турбинных дисков и хвостовиков лопаток
 Компания «Hoffmann-Lapointe» (Германия) производит целую гамму протяжных станков, предназначенных для обработки турбинных дисков, а также хвостовиков турбинных лопаток:
Компания «Hoffmann-Lapointe» (Германия) производит целую гамму протяжных станков, предназначенных для обработки турбинных дисков, а также хвостовиков турбинных лопаток:
Протяжные станки с ЧПУ модели «Pioneer» изготавливаются в горизонтальном или вертикальном конструктивных исполнениях и предназначены для обработки турбинных дисков с диаметром до 3000 мм.
Протяжные станки моделей «Mini Champion», «Champion», «Super Champion» предназначены для обработки турбинных дисков с диаметрами от 100 до 2300 мм.
Вертикальный протяжной станок модели «SRVE Blade» изготавливается с одной или двумя стойками и предназначен для обработки турбинных дисков и хвостовиков лопаток, имеющих прямолинейную или криволинейную поверхность.
Станки могут быть оснащены автоматическими устройствами смены держателей протяжек, индексирующими устройствами, зажимными приспособлениями для индексирующих устройств и оправок, системами контактных измерений заготовки и контроля состояния инструмента и т.п.
Протяжные станки и линии для обработки подкладок железнодорожных рельсов

Протяжные станки компании «Hoffmann-Lapointe» (Германия) для обработки подкладок железнодорожных рельсов используются в крупносерийном и массовом производствах.
Конструктивная компоновка станков включает в себя массивную станину, в которой размещены ведущий и ведомой валы, связанные между собой бесконечной тяговой цепью с установленными на ней зажимными приспособлениями.
В верхней части станины неподвижно закреплен инструмент – протяжка, вдоль которой перемещается заготовка.
Станки оснащаются устройствами для загрузки и выгрузки деталей.

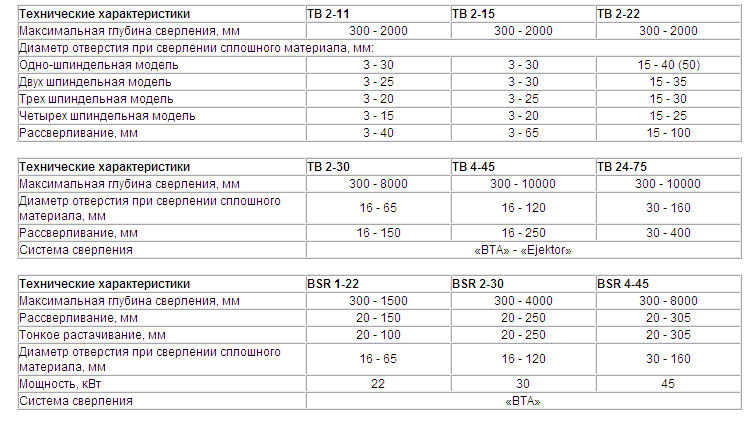
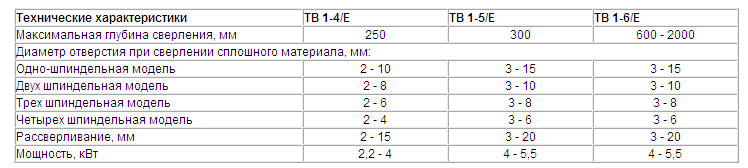
Станки для глубинного сверления
 В станках моделей «ТВ-1-4/Е»–«ТВ-1-6/Е» применен метод сверления аналогичный сверлению оружейным сверлом, т.е. СОЖ подается в зону резания под высоким давлением через сверлильный шпиндель и полую сверлильную оправку.
В станках моделей «ТВ-1-4/Е»–«ТВ-1-6/Е» применен метод сверления аналогичный сверлению оружейным сверлом, т.е. СОЖ подается в зону резания под высоким давлением через сверлильный шпиндель и полую сверлильную оправку.
При сверлении в сплошном материале стружка удаляется вместе с СОЖ вдоль внешней стороны сверла и оправки по продольному пазу.
В процессе зенкования (рассверливания) удаление стружки производится в направлении сверления через уже существующее отверстие.
Конструктивное исполнение станков для глубокого сверления может быть как с горизонтальным, так и с вертикальным расположением шпинделей. Станки оснащаются гидравлическими приводами подачи шпиндельных головок и различные типами столов: делительными, координатными, подвижными и специальными.
 Станки моделей «ТВ-2» при сверлении используют систему «ВТА».
Станки моделей «ТВ-2» при сверлении используют систему «ВТА».
При сверлении, СОЖ подается в зону резания под высоким давлением между наружной поверхностью сверлильной оправки и стенкой отверстия.
Стружка вместе с СОЖ удаляется через центральное отверстие сверлильной головки и внутреннее отверстие сверлильной оправки.