


ООО «Уралэлектропечь» является одним из крупнейших современных предприятий по проектированию и производству электротермического оборудования. Предприятие серийно изготавливает более 250 видов различного электротермического оборудования для всех отраслей промышленности, которое поставляется по всей Российской Федерации, а также зарубеж.
Продукция
Электропечи для обжига керамики
 Электропечи камерные типа ПКО
Электропечи камерные типа ПКО
Электропечи предназначены для обжига керамики, фаянса, фарфора и проведения других термических процессов.
Электропечи типа ПКО-1,2 имеют нагреватели в виде спиралей, изготовленных из проволоки сплава суперфехраль производства Германии. Нагреватели расположены на поду электропечи, задней и боковых стенках, а также на двери, что обеспечивает равномерный нагрев обжигаемых изделий со всех сторон. Электропечи типа ПКО-1,4 предназначены для высокотемпературного обжига, например, фарфора.
Нагрев производится стержневыми карбидкремниевыми нагревателями. При необходимости печи оборудуются закрывающимися вентиляционными отверстиями. Нагреватели устанавливаются вертикально вдоль стенок рабочей камеры. При высоких температурах происходит равномерный обжиг изделий.
Все электропечи имеют хорошую теплоизоляцию, позволяющую снизить потери тепла и сделать печь достаточно экономичной. Для удобства работы электропечи устанавливаются на подставку.
Печи оснащены электронными термоконтроллерами для управления нагревом. с цифровой индикацией температуры с целью повышения безопасности работы. Все электропечи оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при открывании двери.
При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение питания нагревателей печи. Электропечи поставляются в полностью собранном и футерованном виде. Необходимое силовое и регулирующее оборудование смонтировано в силовом блоке либо в пульте управления.
- Электропечи камерные с выкатным подом для обжига керамики типа ПВО
 Электропечи сопротивления камерные типа ПВО предназначены для обжига керамики, огнеупоров и других материалов.
Электропечи сопротивления камерные типа ПВО предназначены для обжига керамики, огнеупоров и других материалов.
Печи оборудованы распашной дверью и выкатным подом. Перемещение пода осуществляется вручную по рельсовым направляющим на двух колесных парах, с помощью специальной рукоятки. Для улучшения теплоизоляции под оснащен песчаным затвором.
Рабочая камера электропечей типа ПВО-1,2 образована кладкой из огнеупоров. На стенках камеры, двери и на поду расположены нагреватели спирального типа. Такое расположение нагревателей обеспечивает равномерный всесторонний прогрев садки. Нагреватели изготовлены из проволоки сплава суперфехраль производства Германии. На своде печи выполнены вентиляционные каналы с регулируемыми задвижками, что позволяет производить естественную вентиляцию рабочего пространства камеры.
Электропечь ПВО-1,2-2000 оборудована механизированным приводом пода, управление движением пода производится с выносного кнопочного поста управления. Все электропечи типа ПВО поставляются в виде комплектных и футерованных легкособираемых модулей. Печи имеют хорошую теплоизоляцию, позволяющую снизить потери тепла и сделать печь достаточно экономичной, оснащены электронными термоконтроллерами для управления нагревом с цифровой индикацией температуры. Для регистрации температурного режима на шкафу управления установлен регистратор температуры. С целью повышения безопасности работы все электропечи оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при открывании двери. При обрыве термопары и превышении температуры срабатывает защита, отключающая напряжение питания нагревателей печи.
Необходимое силовое и регулирующее оборудование смонтировано в шкафу управления. Элементы управления печи ПВО-1,4-400 смонтированы в пульте управления.
Электропечи для термообработки металлов
- Электропечи для термообработки металлов и нагрева под ковку типа СНО (ПКТ)
 Электропечи камерные типа СНО предназначены для нагрева под закалку с последующим быстрым охлаждением в закалочной среде; для нормализации литья или поковок с целью устранения крупнозернистой структуры; для отжига с целью снятия внутренних напряжений и снижения твердости стали; для отпуска стальных изделий с целью уменьшения внутренних напряжений и получения более равновесной структуры; а также проведения других термических процессов.
Электропечи камерные типа СНО предназначены для нагрева под закалку с последующим быстрым охлаждением в закалочной среде; для нормализации литья или поковок с целью устранения крупнозернистой структуры; для отжига с целью снятия внутренних напряжений и снижения твердости стали; для отпуска стальных изделий с целью уменьшения внутренних напряжений и получения более равновесной структуры; а также проведения других термических процессов.
Рабочая камера печи образована кладкой из огнеупоров, на стенках которой и на поду расположены нагреватели в виде спиралей. В электропечах типа СНО нагреватели выполнены из проволоки сплава суперфехраль производства Германии. На поду всех печей устанавливается литой жаропрочный стальной поддон. Электропечи с максимальной температурой нагрева 1280°С предназначены для нагрева под ковку, штамповку и проведение других термических процессов. Футеровка печи выполнена из высокотемпературных огнеупорных плит. На поду уложены легкозаменяемые жаростойкие карбидкремниевые плиты. Нагреватели изготовлены из проволоки сплава Kantal (Швеция).
Все электропечи поставляются в полностью собранном и футерованном виде. Печи имеют хорошую теплоизоляцию, позволяющую снизить потери тепла и сделать печь достаточно экономичной.
Двери электропечей открываются подъемом вверх, при этом внутренняя разогретая футеровка двери всегда будет направлена в сторону камеры, что более удобно и безопасно для работы. Двери электропечей открываются вручную и удерживаются в открытом положении за счет противовесов. Дверь электропечей СНО 7.12.7/12 (ПКТ-1,2-650), СНО 8.16.5/12, СНО 15.20.5/12 открывается с помощью электропривода.
Камерные электропечи в стандартном исполнении имеют электронное управление нагревом c цифровой индикацией температуры. Для регистрации температурного режима на пульте управления установлен регистрирующий прибор. С целью повышения безопасности работы все электропечи оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при открывании двери. При обрыве термопары и превышении температуры срабатывает защита, отключающая напряжение питания нагревателей печи.
Необходимое силовое и регулирующее оборудование смонтировано в пульте (либо шкафу) управления.
- Электропечи для нагрева заготовок типа ПНЗ, ПТН, ПТНЗ
 Электропечь типа ПНЗ предназначена для нагрева под клепку, ковку, штамповку и т.д. одновременно нескольких крупноразмерных заклёпок или других заготовок соответствующих размеров в рабочих ячейках электропечи до заданной температуры.
Электропечь типа ПНЗ предназначена для нагрева под клепку, ковку, штамповку и т.д. одновременно нескольких крупноразмерных заклёпок или других заготовок соответствующих размеров в рабочих ячейках электропечи до заданной температуры.
Заготовки помещаются вертикально в отдельные ячейки контейнера, разогретого до рабочей температуры. После чего крышка электропечи закрывается. Контейнер с ячейками выполнен из жаропрочной стали.
Печь типа ПНЗ обеспечивает цикличный нагрев заготовок, т.е. после выемки нагретой заготовки загружается холодная заготовка. Тем самым обеспечивается интервал времени поочередной выемки и установки заготовок в печь, не превышающий – 2,5 минут. Нагрев отдельной заготовки не будет превышать 10 минут. Небольшое время нагрева заготовки позволяет значительно сократить образование окалины на поверхности металла и уменьшить трудоемкость дальнейшей обработки.
Электропечи имеют хорошую теплоизоляцию из волокнистых и микропористых материалов, позволяющую снизить потери тепла и сделать печь достаточно экономичной. С целью повышения безопасности работы все камеры оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при открывании крышки. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях.
Управление нагревом производится с помощью регулятора температуры с лимбом, установленного на силовом блоке. Силовой блок крепится на задней стенке печи. Электропечи трубчатые нагревательные предназначены для проведения нагрева деталей до заданной температуры в воздушной (для ПТН-1,0-40) или защитной (для ПТНЗ-1,1-25) атмосфере (инертные газы, азот).
Для нагрева деталей предназначена рабочая камера в виде металлической трубы из жаропрочной стали. Загрузочное отверстие рабочей трубы при работе электропечи может оставаться открытым либо может закрываться огнеупорной пробкой. Закрытые отверстия рабочей трубы повышают равномерность нагрева и снижают теплопотери.
Камера нагрева электропечи поделена на две независимые зоны нагрева. Рабочая труба, проходящая по центральной оси камеры нагрева через декоративные крышки, имеет на конце приемный лоток для сброса деталей наружу, под нижним концом трубы имеется приемный лоток для деталей, падающих из печи. На электропечи типа ПТНЗ лоток для сброса деталей должен быть погружен в закалочную среду. На электропечи ПТН-1,0-40 в нижней части труба имеет теплоизолирующую шторку, которая предотвращает доступ холодного воздуха в печь.
В углах рабочей камеры параллельно рабочей трубе расположены проволочные нагреватели на керамических трубках, по четыре в каждой зоне. Печь типа ПТНЗ комплектуется газорегулирующим оборудованием (ротаметр, барботер, соединительные газовые шланги), смонтированным в специальном блоке. Блок газорегулирования крепится на печи.
Все электропечи имеют быстрый разогрев и равномерный нагрев трубы по зонам печи. Для электронного управления нагревом печи оборудованы термоконтроллерами с цифровой индикацией температуры. При обрыве термопары и превышении температуры срабатывает защита, отключающая нагрев печи. Электропечь ПТН-1,0-40 оснащена таймером, предназначенным для задания времени цикла загрузки и выгрузки заготовок.
- Электропечи камерные с выкатным подом для термообработки металлов типа СДО
 Электропечи сопротивления камерные с выкатным подом типа СДО предназначены для нагрева под закалку и других видов термообработки металлов, поэтому имеют повышенную мощность для быстрого разогрева садки.
Электропечи сопротивления камерные с выкатным подом типа СДО предназначены для нагрева под закалку и других видов термообработки металлов, поэтому имеют повышенную мощность для быстрого разогрева садки.
Для удобства загрузки электропечи имеют разные конструкции дверей и выкатных подов.
Дверь печи СДО 7.12.7/12 (ПВТ-1,2-500) открывается подъемом вверх с помощью электропривода. Перемещение пода в этой печи осуществляется вручную, с помощью специальной рукоятки.
На электропечах СДО 13.35.15/12 (ПВТ-1,2-7000), СДО 20.40.20/10 дверь установлена на поду и перемещается вместе с ним, закрывая тем самым проем рабочей камеры. Провод пода электромеханический. Электропечи СДО 7.16.8/12 (ПВТ-1,2-1000), СДО 10.22.9/12 (ПВТ-1,2-2000), СДО 15.32.10/12 (ПВТ-1,2-5000), СДО 15.40.10/12 (ПВТ-1,2-6000) оборудованы электромеханическим приводом вертикального подъема двери и приводом выката пода.
На электропечах типа СДО, оборудованных механизированным приводом двери и приводом пода, управление движением пода и двери производится с выносного кнопочного поста управления.
Нагрев рабочей камеры производится нагревателями спирального типа расположенными на трех стенках, двери и на поду печи. Нагреватели изготовлены из сплава суперфехраль производства Германии.
Для равномерного прогрева садки в электропечах СДО 15.32.10/12 (ПВТ-1,2-5000) и СДО 15.40.10/12 (ПВТ-1,2-6000) (с высоким рабочим пространством) на своде рабочей камеры дополнительно установлены нагреватели.
Все электропечи типа СДО комплектуются составным поддоном, изготовленным из толстой жаропрочной стали. На него загружаются детали для термообработки. Электропечи СДО 7.12.7/12 (ПВТ-1,2-500), СДО 7.16.8/12 (ПВТ-1,2-1000), СДО 10.22.9/12 (ПВТ-1,2-2000) имеют единый нагревательный модуль. При отгрузке снимается только дверь и ее направляющие.
Все остальные электропечи (печи больших размеров) поставляются в виде нескольких отдельных футерованных модулей из-за необходимости соблюдения транспортных габаритов при перевозке.
Печи имеют хорошую теплоизоляцию из волокнистых и микропористых материалов, позволяющую снизить потери тепла и сделать печь достаточно экономичной. Камерные электропечи имеют электронное управление нагревом с цифровой индикацией температуры. Для регистрации температурного режима на шкафу управления установлен регистратор температуры. С целью повышения безопасности работы все электропечи оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при открывании двери. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях.
Необходимое силовое и регулирующее оборудование смонтировано в шкафу управления.
- Электропечи камерные с выкатным подом для термообработки цветных металлов типа ПВО
 Электропечи с выкатным подом типа ПВО-0,5 предназначены для отжига и старения цветных металлов и других видов термообработки при температуре не более 500°С.
Электропечи с выкатным подом типа ПВО-0,5 предназначены для отжига и старения цветных металлов и других видов термообработки при температуре не более 500°С.
Электропечь состоит из нескольких модулей. Внутренняя часть модуля образована экранами из нержавеющей стали. Нагрев рабочей камеры осуществляется группами нагревательных элементов (суперфехраль), установленных в воздушных каналах между внутренними обшивками и футеровкой печи. Рабочая камера закрывается дверями распашного типа. Двери имеют ручки для открывания, а также механизм поджима двери с рукояткой. Выкатной под перемещается по рельсовым направляющим посредством электропривода. На поду установлены металлические подставки (решетки). Управление движением пода производится с выносного кнопочного поста управления.
Все электропечи типа ПВО поставляются в виде комплектных и футерованных легкособираемых модулей. Модульная конструкция печей позволяет значительно облегчить такелажные и монтажные работы.
Камерные электропечи имеют электронное управление нагревом с цифровой индикацией температуры. Использование центробежных вентиляторов для принудительной циркуляции воздушного потока в рабочем пространстве печи, а также наличие независимых зон нагрева позволяет устанавливать равномерную температуру по всему объему печи с точностью ±5°С. Для регистрации температурного режима на шкафу управления установлен регистратор температуры. С целью повышения безопасности работы все электропечи оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при открывании двери и блокировкой привода пода. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях. Необходимое силовое и регулирующее оборудование смонтировано в шкафу управления.
- Электропечи камерные для отпуска типа СНО
 Электропечи камерного типа с горизонтальной загрузкой предназначены для проведения режимов термообработки, требующих равномерного прогрева деталей и поддержания температуры с высокой точностью. К таким процессам относится отпуск стальных деталей, являющийся конечной операцией термообработки и позволяющий после закалки уменьшить внутренние напряжения и получить более равновесную структуру.
Электропечи камерного типа с горизонтальной загрузкой предназначены для проведения режимов термообработки, требующих равномерного прогрева деталей и поддержания температуры с высокой точностью. К таким процессам относится отпуск стальных деталей, являющийся конечной операцией термообработки и позволяющий после закалки уменьшить внутренние напряжения и получить более равновесную структуру.
Рабочее пространство камеры нагрева образовано экранами из листовой нержавеющей стали. Внизу на поду камеры установлен поддон в виде решетки. Нагреватели, изготовленные из проволоки сплава суперфехраль, расположены в воздушных каналах между экранами и футеровкой печи.
На верхней крышке печи установлен двигатель центробежного вентилятора, рабочее колесо которого находится в воздушном пространстве между верхним экраном и сводом камеры нагрева. Вентилятор обеспечивает постоянную циркуляцию воздушного потока, что позволяет устанавливать равномерную температуру по всему объёму рабочего пространства печи.
Все электропечи камерные для отпуска типа СНО поставляются в полностью собранном и футерованном виде. Печи имеют хорошую теплоизоляцию из волокнистых и микропористых материалов, позволяющую снизить потери тепла и сделать печь достаточно экономичной.
Камерные электропечи в стандартном исполнении имеют электронное управление нагревом с цифровой индикацией температуры. Использование центробежного вентилятора для принудительной циркуляции воздушного потока в рабочем пространстве, а также применение высокоточных температурных контроллеров позволяет устанавливать равномерную температуру по всему объему печи с точностью ±5°С. Для регистрации температурного режима на шкафу управления установлен регистратор температуры. С целью повышения безопасности работы все электропечи оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при открывании двери. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях. Необходимое силовое и регулирующее оборудование смонтировано в пульте управления.
- Электропечи камерные для отпуска с выкатным подом типа ПВО
 Электропечи камерного типа с горизонтальной загрузкой предназначены для проведения режимов термообработки, требующих равномерного прогрева деталей и поддержания температуры с высокой точностью. К таким процессам относится отпуск стальных деталей, являющийся конечной операцией термообработки и позволяющий после закалки уменьшить внутренние напряжения и получить более равновесную структуру.
Электропечи камерного типа с горизонтальной загрузкой предназначены для проведения режимов термообработки, требующих равномерного прогрева деталей и поддержания температуры с высокой точностью. К таким процессам относится отпуск стальных деталей, являющийся конечной операцией термообработки и позволяющий после закалки уменьшить внутренние напряжения и получить более равновесную структуру.
Рабочее пространство камеры нагрева образовано экранами из листовой нержавеющей стали. Внизу на поду камеры установлен поддон в виде решетки. Нагреватели, изготовленные из проволоки сплава суперфехраль, расположены в воздушных каналах между экранами и футеровкой печи. По длине камеры нагрева печи ПВО имеют 2 независимые зоны нагрева.
На верхней крышке печи установлен двигатель центробежного вентилятора, рабочее колесо которого находится в воздушном пространстве между верхним экраном и сводом камеры нагрева. Вентилятор обеспечивает постоянную циркуляцию воздушного потока, что позволяет устанавливать равномерную температуру по всему объёму рабочего пространства печи.
Электропечи типа ПВО оборудованы механизированным приводом пода, управление движением которого производится с выносного кнопочного поста управления. Все электропечи камерные для отпуска типа ПВО поставляются в полностью собранном и футерованном виде. Печи имеют хорошую теплоизоляцию из волокнистых и микропористых материалов, позволяющую снизить потери тепла и сделать печь достаточно экономичной.
Электропечи ПВО 8.16.8/7 И1 и ПВО 10.22.10/7 И1 выпускаются в специальном исполнении - с механизированным приводом выката пода и подъема двери. Камерные электропечи в стандартном исполнении имеют электронное управление нагревом с цифровой индикацией температуры. Использование центробежного вентилятора для принудительной циркуляции воздушного потока в рабочем пространстве, а также применение высокоточных температурных контроллеров позволяет устанавливать равномерную температуру по всему объему печи с точностью ±5°С. Для регистрации температурного режима на шкафу управления установлен регистратор температуры. С целью повышения безопасности работы все электропечи оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при открывании двери. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях.
Необходимое силовое и регулирующее оборудование смонтировано в пульте управления.
- Электропечи шахтные для отпуска металлов типа ПШО
 Электропечи шахтного типа с вертикальной загрузкой типа ПШО предназначены для проведения режимов термообработки, требующих равномерного прогрева деталей и поддержания температуры с высокой точностью. К таким процессам относится отпуск стальных деталей, являющийся конечной операцией термообработки и позволяющий после закалки уменьшить внутренние напряжения и получить более равновесную структуру.
Электропечи шахтного типа с вертикальной загрузкой типа ПШО предназначены для проведения режимов термообработки, требующих равномерного прогрева деталей и поддержания температуры с высокой точностью. К таким процессам относится отпуск стальных деталей, являющийся конечной операцией термообработки и позволяющий после закалки уменьшить внутренние напряжения и получить более равновесную структуру.
Для термообработки изделий предназначена камера нагрева шестигранной формы в виде шахты, образованная огнеупорной кладкой. Внутри камеры устанавливается потокообразующий цилиндрический экран из нержавеющей стали. Нагрев рабочей камеры производится нагревателями спирального типа, изготовленными из проволоки сплава суперфехраль производства Германии.
Камера нагрева электропечи закрывается крышкой, футерованной огнеупорными материалами.
На внутренней стороне крышки на специальных дистанционных шпильках крепится экран (диск) с конфузором из нержавеющей стали, перекрывающий сверху цилиндрический экран печи, образуя, тем самым, замкнутое рабочее пространство. В воздушном пространстве между экраном и нижним обрамлением крышки расположено колесо центробежного вентилятора, установленного на крышке печи. Использование цилиндрического экрана и центробежного вентилятора для принудительной циркуляции воздушного потока в рабочем пространстве печи, а также применение высокоточных температурных контроллеров с цифровой индикацией позволяет устанавливать равномерную температуру по всему объёму печи с точностью ± 5°С.
Крышка печи снабжена электроприводом для её легкого подъёма и опускания. Крышка после подъема вручную отводится в сторону поворотом вокруг опорной стойки. Управление механизмом подъема и опускания крышки осуществляется кнопками с кнопочного поста.
Электропечи ПШО 6.9/7, ПШО 6.12/7, ПШО 10.10/7 и ПШО 10.15/7 поставляются в виде одной нагревательной секции. Остальные электропечи для удобства монтажа и транспортировки конструктивно выполнены из отдельных нагревательных секций. Каждая секция поставляется в полностью собранном футерованном виде и стыкуется на месте монтажа электропечи. Для правильного монтажа на секциях печи установлены специальные стыковочные ловушки.
Цилиндрический экран для печей, выполненных из отдельных нагревательных секций, также изготавливается из нескольких частей. Стыковка частей экрана осуществляется на месте монтажа печи.
Электропечи имеют качественную теплоизоляцию нагревательной камеры из волокнистых и микропористых материалов, что позволяет снизить потери тепла и сделать печи достаточно экономичными. Электропечи типа ПШО 6.9/7 и ПШО 6.12/7 имеют одну зону нагрева. Все остальные электропечи имеют несколько независимых зон нагрева для выравнивания температуры по высоте камеры.
Для регистрации температурного режима на шкафу управления установлен регистратор температуры. С целью повышения безопасности работы все электропечи оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при отводе крышки. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях.
Все электропечи поставляются в виде комплектных и футерованных легкособираемых модулей. Необходимое силовое и регулирующее оборудование смонтировано в шкафу управления.
Электропечи должны устанавливаться в приямок (колодец), что делает более удобной работу при загрузке и выгрузке деталей.
- Электропечь шахтная для отжига и отпуска типа ПШО
 Электропечь ПШО 11.16.7/9 шахтного типа с вертикальной загрузкой предназначена для отжига, отпуска и других видов термообработки различных материалов в атмосфере воздуха.
Электропечь ПШО 11.16.7/9 шахтного типа с вертикальной загрузкой предназначена для отжига, отпуска и других видов термообработки различных материалов в атмосфере воздуха.
Камера нагрева печи прямоугольной формы образована кладкой из огнеупоров. Нагрев производится спиральными нагревателями, установленными на поду и на боковых стенках камеры. От возможных ударов при загрузке печи все нагреватели защищены полосами из жаропрочной стали. Камера нагрева закрывается крышкой, оснащенной ручными механизмами подъема и отката крышки. Крышка сначала приподнимается с помощью рычажной рамы, а затем откатывается по двум рельсовым направляющим, закрепленным на каркасе печи.
Качественная теплоизоляция нагревательной камеры из волокнистых и микропористых материалов позволяет снизить потери тепла и сделать печь достаточно экономичной. Электропечь имеет 3 независимые зоны нагрева для выравнивания температуры по высоте камеры и электронное управление нагревом (по зонам) с цифровой индикацией температуры. Для регистрации температурного режима на шкафу управления установлен регистратор температуры. С целью повышения безопасности работы печь оснащена блокировочными выключателями для снятия напряжения (отключения нагрева) при откате крышки. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях.
Необходимое силовое и регулирующее оборудование смонтировано в шкафу управления.
- Электропечи шахтные для нагрева под закалку типа ПШЗ, СШО
 Электропечи шахтные с вертикальной загрузкой типа ПШЗ предназначены для нагрева под закалку; для нагрева под ковку и других видов горячей деформации; для отжига с целью снятия внутренних напряжений и снижения твердости стали; для нормализации литья или поковок с целью устранения крупнозернистой структуры; для проведения других термических процессов с температурой нагрева до Т=1200°С. Для термообработки изделий предназначена камера нагрева в виде шахты, образованной огнеупорной кладкой. В камеру нагрева устанавливается ограждение из жаропрочной стали, служащее для защиты футеровки и нагревателей при загрузке обрабатываемых деталей. Нагрев рабочей камеры производится нагревателями спирального типа, изготовленными из проволоки сплава суперфехраль производстава Германии. Электропечи ПШЗ 10.60/12 и ПШЗ 10.80/12 работают и поставляются без защитной решетки (ограждения).
Электропечи шахтные с вертикальной загрузкой типа ПШЗ предназначены для нагрева под закалку; для нагрева под ковку и других видов горячей деформации; для отжига с целью снятия внутренних напряжений и снижения твердости стали; для нормализации литья или поковок с целью устранения крупнозернистой структуры; для проведения других термических процессов с температурой нагрева до Т=1200°С. Для термообработки изделий предназначена камера нагрева в виде шахты, образованной огнеупорной кладкой. В камеру нагрева устанавливается ограждение из жаропрочной стали, служащее для защиты футеровки и нагревателей при загрузке обрабатываемых деталей. Нагрев рабочей камеры производится нагревателями спирального типа, изготовленными из проволоки сплава суперфехраль производстава Германии. Электропечи ПШЗ 10.60/12 и ПШЗ 10.80/12 работают и поставляются без защитной решетки (ограждения).
Камера нагрева электропечи закрывается крышкой, футерованной огнеупорными материалами. Крышка печи установлена в раме подъемно-откатной тележки. За ручку тележки крышка сначала приподнимается, а затем сдвигается по направляющим в сторону, освобождая проем шахты. Приподнимание, опускание и откат крышки печей ПШЗ 12.40/12, ПШЗ 20.15/12 и ПШЗ 25.25/12 осуществляется электромеханическим приводом с кнопочного пульта управления. Откат поднятой крышки ПШЗ 12.40/12 производится вручную.
Камера нагрева электропечи ПШЗ 15.20/12 закрывается двумя сдвигающимися футерованными крышками. Путем раздвигания крышек в разные стороны за ручку подъемно-откатной тележки открывается проем печи.
Для удобства монтажа и транспортировки электропечи типа ПШЗ (кроме ПШЗ 6.12/12 и ПШЗ 10.15/12) конструктивно состоят из отдельных самостоятельных секций. Все секции печей поставляются в полностью собранном футерованном виде и стыкуются на месте монтажа электропечи.
Все электропечи имеют качественную теплоизоляцию из волокнистых и микропористых материалов с использованием элементов из огнеупорного бетона, что позволяет снизить потери тепла и сделать печь достаточно экономичной. Печи оснащены механизмом для быстрого и легкого открывания крышки. Круговой нагрев деталей, а также специальная схема зонного регулирования температуры обеспечивают высокую равномерность температуры по всему объёму печи во всем температурном диапазоне и быстрый нагрев деталей под закалку.
Закалочные шахтные электропечи (кроме ПШЗ 6.12/12) имеют несколько независимых зон нагрева для выравнивания температуры по высоте камеры и электронное управление нагревом с цифровой индикацией температуры по зонам нагрева. Для регистрации температурного режима на шкафу управления установлен регистратор температуры. С целью повышения безопасности работы все электропечи оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при откате крышки. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях.
Все электропечи поставляются с необходимым силовым и регулирующим оборудованием, которое смонтировано в шкафу управления.
Электропечи должны устанавливаться в приямок (колодец), что делает более удобной работу при загрузке и выгрузке деталей.
- Электропечь шахтная муфельная для закалки тонкостенных деталей типа СШОМ
 Электропечь шахтная муфельная СШОМ 1,7.3/10 в комплекте с закалочной ванной предназначена для закалки тонкостенных деталей (сильфоны, мембраны, пружины и т.д.) из различных сплавов с температурой нагрева до 1000°С при нагреве на воздухе.
Электропечь шахтная муфельная СШОМ 1,7.3/10 в комплекте с закалочной ванной предназначена для закалки тонкостенных деталей (сильфоны, мембраны, пружины и т.д.) из различных сплавов с температурой нагрева до 1000°С при нагреве на воздухе.
Электропечи шахтного типа, с вертикальной загрузкой, состоят из одного модуля нагрева. Каркас модуля нагрева сварной, из металлических профилей, изнутри каркас обрамляет металлический кожух из листовой стали. Каркас снаружи закрывается декоративными панелями с вентиляционными отверстиями для естественной конвекции воздуха, охлаждения каркаса и выводов нагревателей. Изнутри кожуха размещается теплоизоляция (футеровка) образующая камеру нагрева. Футеровка выполнена из высокоэффективных теплоизоляционных материалов с низкой плотностью и теплопроводностью производства фирмы «TERMAL CERAMIK», позволяющей осуществлять быстрые циклы нагрева и охлаждения камеры нагрева. Эффективная, современная теплоизоляция, позволяет снизить потери тепла и сделать электропечи достаточно экономичными.
Нагрев печей производится группой спиральных нагревателей стержневого типа из сплава «Суперфехраль», расположенных вдоль стен камеры нагрева.
В целях создания изотермического участка в средней части печи, камера нагрева разделена на три тепловые зоны с независимым управлением нагрева.
Электропечи оснащены системой автоматического управления температурным режимом по ПИД закону регулирования.
Система автоматического управления позволяет:
- Выводить электропечи на заданную температуру с заранее установленной мощностью и поддерживать ее на этом уровне бесконечно долго;
- Возможность автоматического сброса деталей по истечении времени выдержки;
- Сохранять в энергонезависимой памяти последние заданные значения режимов нагрева;
- Регистрировать температурные режимы в электронном виде(график) на регистраторе типа «Термодат»;
- Контролировать работу отдельных нагревателей или их групп с помощью трехканальных индикаторов тока.
Система управления электропечами предусматривает не только ведение требуемых режимов, но и обеспечивает защиту от аварийных и блокировку от недопустимых ситуаций. Аварийные ситуации сигнализируются на термоконтроллере.
Система автоматического управления электропечью полностью смонтирована в пульте управления установленного рядом и соединенного с печью кабелями.
Электропечи для термообработки с защитной атмосферой
- Электропечи камерные для термообработки с защитной атмосферой
 Электропечи типа СНЗМ предназначены для проведения нагрева, прокалки, обжига и других термических процессов в воздушной или защитной атмосфере (воздух, инертные газы или азот).
Электропечи типа СНЗМ предназначены для проведения нагрева, прокалки, обжига и других термических процессов в воздушной или защитной атмосфере (воздух, инертные газы или азот).
Камера нагрева электропечей образована огнеупорной кладкой и фиксируется во внутреннем кожухе печи. Внутри камеры крепится герметичный цилиндрический муфель, в котором создается атмосфера, необходимая для термообработки изделий. Внутри муфеля на специальной сварной подставке установлена полка. Муфель электропечи плотно закрывается дверью. Герметичность перекрытия муфеля дверью обеспечивается уплотнением из силиконовой резины, закрепленным на фланце муфеля. Фланец муфеля имеет водяное охлаждение.
Нагрев рабочей камеры производится проволочными нагревателями в виде спиралей, навитых на керамические трубки.Нагреватели установлены внутри рабочей камеры, горизонтально вдоль стенок и на поду.
Электропечи комплектуется газорегулирующим оборудованием, смонтированным в газовом щите.
Электропечи поставляются в полностью собранном и футерованном виде. Печи имеют многослойную высокоэффективную теплоизоляцию из волокнистых и микропористых материалов, позволяющих снизить потери тепла и сделать печи достаточно экономичными.
Печи имеют электронное управление нагревом с цифровой индикацией температуры. Для регистрации температурного режима на пульте управления установлен регистрирующий прибор. С целью повышения безопасности работы печи оснащены блокировочным выключателем для снятия напряжения (отключения нагрева) при открывании двери. При обрыве термопары и превышении температуры срабатывает защита, отключающая напряжение питания нагревателей печи.
Необходимое силовое и регулирующее оборудование смонтировано в пульте управления.
Электропечь камерная типа СНЗК предназначена для термообработки металлов в среде инертных газов (аргон, азот с добавкой метана или водорода) в специальном контейнере до температуры 1000°С.
Камера нагрева электропечи образована кладкой из огнеупоров, дополнительно футерована современными микропористыми и волокнистыми материалами. На стенках рабочей камеры установлены нагреватели в виде спиралей из проволоки сплава суперфехраль. Дверь электропечи при открывании опускается вниз, при этом внутренняя разогретая футеровка двери всегда будет направлена в сторону камеры. Перед печью устанавливается стол для транспортировки, при помощи которого контейнер из жаропрочной стали закатывается внутрь камеры. К контейнеру подведена трубка подачи газа.
Электропечь комплектуется газорегулирующим оборудованием, смонтированным в газовом щите.
Необходимое силовое и регулирующее оборудование смонтировано в пульте управления. Для управления нагревом на пульте управления установлен термоконтроллер с цифровой индикацией температуры.
С целью повышения безопасности работы электропечь оснащена блокировочным выключателем для снятия напряжения (отключения нагрева) при открывании двери. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение питания нагревателей печи.
Допускается использование электропечи без установки контейнера для различных видов термообработки металла в окислительной атмосфере (воздух). В печах СНЗ 4,3.5,8.3,5/12, СНЗ 6.12.5/12, СДЗ 15.30.10/10, СДЗ 15.40.10/10 защитная атмосфера создается непосредственно в камере нагрева печи.
- Электропечь шахтная с защитной атмосферой в муфеле типа СШЗМ
 Электропечь шахтная муфельная СШЗМ 1,7.3/12 в комплекте с закалочной ванной предназначена для закалки тонкостенных деталей (сильфоны, мембраны, пружины и т.д.) из различных сплавов с температурой нагрева до 1200°С при нагреве защитной атмосферы.
Электропечь шахтная муфельная СШЗМ 1,7.3/12 в комплекте с закалочной ванной предназначена для закалки тонкостенных деталей (сильфоны, мембраны, пружины и т.д.) из различных сплавов с температурой нагрева до 1200°С при нагреве защитной атмосферы.
Электропечи шахтного типа, с вертикальной загрузкой, состоят из одного модуля нагрева. Каркас модуля нагрева сварной, из металлических профилей, изнутри каркас обрамляет металлический кожух из листовой стали. Каркас снаружи закрывается декоративными панелями с вентиляционными отверстиями для естественной конвекции воздуха, охлаждения каркаса и выводов нагревателей. Изнутри кожуха размещается теплоизоляция (футеровка) образующая камеру нагрева. Футеровка выполнена из высокоэффективных теплоизоляциооных материалов с низкой плотностью и теплопроводностью производства фирмы «TERMAL CERAMIK», позволяющей осуществлять быстрые циклы нагрева и охлаждения камеры нагрева. Эффективная, современная теплоизоляция, позволяет снизить потери тепла и сделать электропечи достаточно экономичными.
Нагрев печей производится группой спиральных нагревателей стержневого типа из сплава «Суперфехраль», расположенных вдоль стен камеры нагрева.
В целях создания изотермического участка в средней части печи, камера нагрева разделена на три тепловые зоны с независимым управлением нагрева.
Электропечи оснащены системой автоматического управления температурным режимом по ПИД закону регулирования.
Система автоматического управления позволяет:
- Выводить электропечи на заданную температуру с заранее установленной мощностью и поддерживать ее на этом уровне бесконечно долго;
- Возможность автоматического сброса деталей по истечении времени выдержки;
- Сохранять в энергонезависимой памяти последние заданные значения режимов нагрева;
- Регистрировать температурные режимы в электронном виде (график) на регистраторе типа «Термодат»;
- Контролировать работу отдельных нагревателей или их групп с помощью трехканальных индикаторов тока.
Система управления электропечами предусматривает не только ведение требуемых режимов, но и обеспечивает защиту от аварийных и блокировку от недопустимых ситуаций. Аварийные ситуации сигнализируются на термоконтроллере.
Система автоматического управления электропечью полностью смонтирована в пульте управления установленного рядом и соединенного с печью кабелями.
- Электропечь шахтная с защитной атмосферой в муфеле
Универсальная шахтная муфельная электропечь СШЗМ 8.12/10 предназначена для отжига медных сплавов и других видов термообработки в защитных атмосферах. На печи имеется возможность проводить термообработку в вакууме при нагреве до 600°С. Безокислительный отжиг при температурах выше 600°С необходимо проводить с подачей защитных газов.
Необходимую газовую атмосферу для конкретного материала и вида термообработки получают от специальной газоприготовительной установки (в комплект поставки не входит), или газовой магистрали.
Несущий сварной каркас электропечи, внутри обрамленный по периметру ограничивающим кожухом, обеспечивает установку и крепление всех входящих в электропечь узлов и элементов. Каркас снаружи закрывается декоративными крышками с вентиляционными отверстиями для естественной конвекции воздуха и охлаждения выводов нагревателей.
Камера нагрева имеет вид шахты шестигранной формы и образована огнеупорной теплоизоляцией из современных волокнистых материалов. В верхней части камеры нагрева расположены кронштейны для удержания и фиксации подвесного муфеля. Верхнее обрамление камеры нагрева изготовлено из теплоизоляционных плит ШВП. Плиты и кронштейны сверху перекрывает стальной лист (перекрытие) с отверстием для посадки муфеля.
Нагрев муфеля производится нагревателями, изготовленными в виде спиралей надетых на керамические трубки из проволоки сплава Суперфехраль (производства Германии). Нагреватели расположены горизонтально вдоль стен камеры нагрева по всей высоте камеры нагрева. Для контроля величины тока, проходящего через группу нагревателей в цепи каждой группы встроен трансформатор тока, сигнал которого выведен в виде линейки светодиодов индуцирующих ток в процентах от максимума.
Для выравнивания температуры по высоте печи камера нагрева имеет три зоны нагрева с независимым регулированием. Контроль температуры производится стандартными термопарами типа ТПП.
Муфель герметично закрывается металлической, футерованной изнутри крышкой, уплотнение достигается за счет элементов уплотнений, в том числе, силиконовой прокладкой. Предусмотрено водяное охлаждение уплотнения фланца. В крышке имеется трубка подвода газов (азот, аргон или другой газ), через эту же трубку происходит откачка воздуха из муфеля. Трубка отвода газов расположена в крышке, соединяется с манометром. Дополнительно в крышке имеется уплотняемый патрубок для возможности контроля температуры.
Электропечь поставляется в футерованном виде с необходимым силовым и регулирующим оборудованием, которое смонтировано в шкафу управления. Оборудование на печи соединяется со шкафом управления силовыми кабелями в металлорукавах, оканчивающихся разъемами и газовыми рукавами с соединительными штуцерами.
- Электропечь шахтная вакуумная
 Универсальная шахтная муфельная электропечь типа СШВ 8.12/7 предназначена для светлого отжига медных сплавов в условиях вакуума и других видов термообработки с нагревом до температуры 700°С.
Универсальная шахтная муфельная электропечь типа СШВ 8.12/7 предназначена для светлого отжига медных сплавов в условиях вакуума и других видов термообработки с нагревом до температуры 700°С.
Электропечь представляет собой несущий сварной каркас из металлических профилей, внутри обрамленный по периметру ограничивающим кожухом, что обеспечивает установку и крепление всех входящих в электропечь узлов и элементов. Каркас снаружи закрывается декоративными крышками с вентиляционными отверстиями для естественной конвекции воздуха и охлаждения выводов нагревателей.
Камера нагрева имеет вид шахты шестигранной формы и образована огнеупорной теплоизоляцией из современных волокнистых материалов. В верхней части камеры нагрева расположены кронштейны для удержания и фиксации подвесного муфеля. Верхнее обрамление камеры нагрева изготовлено из теплоизоляционных плит ШВП. Плиты и кронштейны сверху перекрывает стальной лист (перекрытие) с отверстием для посадки муфеля.
В камере нагрева устанавливается герметичный цилиндрический муфель. Муфель завальцован и сварен из листовой жаростойкой никелевой стали, усилен ребрами по высоте. Элептическое дно муфеля обеспечивает максимально возможную для данного соединения допустимую нагрузку. На дне имеется подставка. Предусмотрено водяное охлаждение уплотнения фланца.
Муфель герметично закрывается металлической, футерованной изнутри крышкой, уплотнение достигается за счет элементов уплотнений, в том числе, силиконовой прокладкой. В крышке установлен патрубок для подсоединения шланга от форвакуумµного насоса. На патрубке смонтированы запорные вентили и вакуумметр. Дополнительно в крышке имеется уплотняемый патрубок для ввода контрольной термопары. Все рабочие элементы выполнены из жаростойкой никелевой стали. Для подъема, опускания и отвода крышки над ней установлена консольная поворотная рама с мотор-редуктором и направляющими подъема, опускания.
Нагрев муфеля производится нагревателями, изготовленными в виде спиралей из проволоки сплава Суперфехраль (производства Германии), надетых на керамические трубки. Трубки крепятся по краям в опорных столбиках, а в промежуточных положениях зафиксированы консольными керамическими трубками, вмонтированными в футеровку. Нагреватели расположены горизонтально вдоль стен камеры нагрева по всей высоте камеры нагрева. Для контроля величины тока, проходящего через группу нагревателей в цепи каждой группы встроен трансформатор тока, сигнал которого выведен в виде линейки светодиодов отражающих ток в процентах от максимума.
Для выравнивания температуры по высоте печи камера нагрева имеет три зоны нагрева с независимым регулированием. Контроль температуры производится стандартными термопарами ТХА. Термоконтроллер по пропорционально-интегральному закону регулирования управляет нагревом, сбрасывает мощность при подходе температуры к заданной.
Для ускоренного охлаждения муфеля предусмотрена система продувки камеры нагрева холодным воздухом. Система ускоренного охлаждения позволяет уменьшить общее время проведения процесса.
Для создания вакуума используется вакуумный насос.
Электропечь поставляется готовыми блоками, в футерованном виде, с необходимым силовым и регулирующим оборудованием, которое смонтировано в шкафу управления. Оборудование на печи соединяется со шкафом управления силовыми кабелями в металлорукавах, оканчивающихся разъемами и газовым рукавом с соединительными штуцерами.
- Печь конвейерная с защитной атмосферой
 Электропечь конвейерная проходного типа ПКЗ 1,5.85.1,3/11 предназначена для спекания металло-стеклянных спаев в атмосфере азота, а также для других термических процессов обработки изделий в защитной атмосфере.
Электропечь конвейерная проходного типа ПКЗ 1,5.85.1,3/11 предназначена для спекания металло-стеклянных спаев в атмосфере азота, а также для других термических процессов обработки изделий в защитной атмосфере.
Основными элементами конструкции электропечи являются:
- модуль загрузки;
- модуль нагрева;
- холодильник;
- модуль разгрузки;
- транспортерное устройство.
Камера загрузки, камера нагрева, камера охлаждения и камера разгрузки в собранном виде образуют проходной муфель “горбатого” типа. Муфель при работе заполнен азотом. На входе и выходе печи муфель оборудован системой шторок и газовыми азотными завесами. Для лучшего заполнения муфеля газом подача азота осуществляется равномерно по всей длине муфеля.
Транспортёрное устройство с электромеханическим приводом служит для перемещения обрабатываемых изделий через камеру нагрева на сетке конвейера. Сетка конвейера выполнена из жаропрочной стали.
Модуль нагрева выполнен кладкой из огнеупоров. Для обслуживания модуля нагрева его верхняя крышка (свод модуля) сделана съёмной. Модуль нагрева имеет пять независимых температурных зон. Нагрев производится нагревателями в виде спиралей из проволоки, установленными на своде и на поду камеры нагрева. Холодильник (камера охлаждения) состоит из трех секций охлаждения и имеет охлаждающую водяную рубашку.
Модуль разгрузки предназначен для выгрузки изделий, прошедших термообработку, из печи и разгрузки конвейера.
Электрическое оборудование, управляющее работой печи, смонтировано в силовом отсеке, расположенном в модуле разгрузки. Здесь же смонтированы газовая и гидросистемы печи.
Электропечь оснащена термоконтроллерами с цифровой индикацией температуры. Наличие на электропечах электронного управления температурным режимом с помощью цифрового термоконтроллера обеспечивает точное регулирование температуры по всем зонам печи. Для регистрации температурного режима установлен регистратор температуры, предоставляющий графическую диаграмму процесса. Для плавной регулировки скорости движения конвейера печь оснащена частотным преобразователем. Печь оборудована системами контроля и сигнализации аварийных режимов работы. Для экстренного отключения печи имеется кнопка АВАРИЙНЫЙ ОСТАНОВ.
- Электропечь шахтная с водородной атмосферой типа СШН
 Электропечь шахтная с защитной атмосферой типа СШН 2.3/1,45 предназначена для проведения различных термических процессов (отжиг, спекание и др.) в среде водорода при избыточном давлении не более 0,02 МПа (0,2 кгс/см2).
Электропечь шахтная с защитной атмосферой типа СШН 2.3/1,45 предназначена для проведения различных термических процессов (отжиг, спекание и др.) в среде водорода при избыточном давлении не более 0,02 МПа (0,2 кгс/см2).
Для нагрева изделий предназначена рабочая камера, размещенная в цилиндрическом корпусе с приварным дном и закрытая сверху подъёмно-поворотной крышкой. Подъём крышки осуществляется пневмоприводом (пневмокран подъёма крышки расположен в средней части передней стенки шкафа управления).
Рабочая камера со всех сторон имеет экранную теплоизоляцию в виде пакета листов из молибдена и нержавеющей стали. Внутри рабочей камеры установлена опорная подставка, на которую помещаются обрабатываемые изделия. Корпус рабочей камеры электропечи герметично закрывается крышкой с экранной теплоизоляцией. Рабочая камера имеет рубашку водяного охлаждения.
Каркас электропечи снаружи закрывается декоративными крышками. Между рабочей камерой и наружными крышками имеется воздушный зазор, по которому за счет естественной конвекции снизу вверх движется поток воздуха и сбрасывается через отверстия в верхней части крышки электропечи. Воздушный зазор необходим для снижения температуры наружных поверхностей электропечи.
Нагреватели электропечи установлены внутри рабочей камеры (вдоль стенок по всей высоте). Нагреватели изготавливаются в виде зигзага из молибденовой проволоки.
Силовое и регулирующее электрооборудование электропечи смонтировано в отдельном шкафу управления (ШУ), который устанавливается позади электропечи. Термоконтроллер, установленный в шкафу управления, обеспечивает поддержание требуемых режимов нагрева. С помощью мощного тиристорного модуля происходит бесконтактное управление нагревом.
Задание всех требуемых режимов производится кнопками на передней панели термоконтроллера. Индикация текущей температуры в электропечи, индикация заданных либо расчетных значений параметров осуществляется на цифровом табло термоконтроллера (параметры можно высветить с помощью этих же кнопок в любой момент времени).
Регулирующее газовое оборудование смонтировано на газовой стойке, которая устанавливается рядом с электропечью. Газ от газовой стойки подается к входному ниппелю, расположенному в крышке рабочей камеры электропечи. Соединение газовой стойки и рабочей камеры произведено гибкой газовой подводкой.
Электропечи шахтные для газового азотирования
 Электропечи шахтные муфельные типа ПША предназначены для газового азотирования стальных изделий, а также могут быть использованы для других видов термической и химико-термической обработки металлов.
Электропечи шахтные муфельные типа ПША предназначены для газового азотирования стальных изделий, а также могут быть использованы для других видов термической и химико-термической обработки металлов.
Процесс азотирования является очень эффективным методом упрочнения, повышения предела усталости и износостойкости, а также повышения коррозионной стойкости различных изделий из легированных сталей (штамповый инструмент, распредвалы и т.д.). Газовое азотирование заключается в диффузионном насыщении поверхностного слоя азотом в атмосфере диссоциированного аммиака. В связи с этим на всех электропечах в рабочем пространстве устанавливается диссоциатор с кремнеземным стекловолокнистым тканым катализатором (КСВК).
Взамен традиционного метода газового азотирования для упрочнения деталей машин и инструмента предлагается более эффективная новая технология низкотемпературного газового азотирования с диссоциацией аммиака на катализаторе, обеспечивающем высокую активацию печной атмосферы.
Данная технология сокращает длительность обработки изделий в 2-4 раза, а также повышает качество азотирования и срок службы обрабатываемых деталей в 1,5-3 раза по сравнению с традиционным газовым азотированием, кроме этого позволяет проводить упрочнение специальных материалов: сплавов титана, нержавеющей стали, порошковых материалов.
Основные отличия новой технологии:
- Активированная атмосфера изменила характер взаимодействия аммиачно-воздушной среды с металлическими поверхностями. Каталитическая диссоциация аммиака в рабочем пространстве печи приводит к принципиальным изменениям состава насыщающей атмосферы и характера реакций на границе газ-металл.
- Косвенное определение азотного потенциала печной атмосферы с помощью кислородных зондов погружного типа. Зонд устанавливается непосредственно в рабочем пространстве печи подобно термопаре и определяет азотный потенциал печной атмосферы в реальном времени. Зонд комплектуется вторичным прибором (АЗП) контроля и регулирования азотного потенциала, имеющим цифровую индикацию.
В состав азотирующего оборудования также входит газорегулирующий щит для регулирования состава атмосферы в рабочем пространстве (аммиак, диссоциированный аммиак, водород, азот).
Нагрев муфеля производится нагревателями, изготовленными в виде спиралей из проволоки сплава суперфехраль и надетых на керамические трубки. Нагреватели расположены горизонтально вдоль стен камеры нагрева.
Для ускоренного охлаждения муфеля предусмотрена система отсоса горячего воздуха, включающая в себя опорную раму, корпус, в котором вмонтирован всасывающий вентилятор, внутренняя улитка и труба всасывания воздуха. Для подачи холодного воздуха в камеру нагрева используются два патрубка с поворотными заслонками.
Крышка печи снабжена электроприводом для её легкого подъёма и опускания. Крышка при открывании вручную отводится в сторону поворотом вокруг опорной стойки. На электропечах ПША 10.15/7 и ПША 15.10/7 крышка печи установлена в раме подъёмно-откатной тележки. Крышка сначала приподнимается, а затем сдвигается по направляющим в сторону, освобождая проём шахты. Приподнимание, опускание и откат крышки осуществляется электромеханическим приводом с кнопочного пульта управления.
Все электропечи имеют качественную теплоизоляцию нагревательной камеры из волокнистых и микропористых материалов, что позволяет снизить потери тепла и сделать печь достаточно экономичной. Использование герметичного муфеля и центробежного вентилятора для принудительной циркуляции газового потока в рабочем пространстве печи, а также применение высокоточных температурных контроллеров с цифровой индикацией позволяет устанавливать равномерную температуру с точностью ± 5°С и однородную газовую атмосферу по всему объёму печи.
Электропечи имеют электронное управление нагревом с цифровой индикацией температуры. На печах типа ПША 3.6/7, ПША 6.9/7 и ПША 6.12/7 имеется одна зона нагрева. Все остальные электропечи имеют несколько независимых зон нагрева для выравнивания температуры по высоте камеры. Электропечи типа ПША комплектуются термоконтроллером с возможностью программирования траектории нагрева.
Для регистрации температурного режима на шкафу управления установлен регистратор температуры, предоставляющий графическую диаграмму процесса. С целью повышения безопасности работы электропечи оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при откате крышки. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях.
Все электропечи поставляются в виде комплектных и футерованных легкособираемых модулей. Необходимое силовое и регулирующее оборудование смонтировано в шкафу управления. Электропечи ПША 3.6/7, ПША 6.9/7 и ПША 8.13/7 поставляются в виде одной нагревательной секции. Для удобства монтажа и транспортировки все остальные электропечи конструктивно выполнены из нескольких нагревательных секций. Секции стыкуются на месте монтажа печи. Для правильного монтажа на секциях установлены специальные стыковочные ловушки. Муфель всегда поставляется только цельным.
Электропечь должна устанавливаться в приямок (колодец), что делает более удобной работу при загрузке и выгрузке деталей.
Электропечи шахтные для цементации и нитроцементации
 Электропечи шахтные муфельные типа ПШЦ предназначены для проведения цементации, нитроцементации, а также могут быть использованы для других видов х/термической обработки металлов. Муфельные электропечи имеют преимущество перед безмуфельными при периодической работе. Они не требуют длительного времени на восстановление цементационной атмосферы. Печи применяются при мелкосерийном производстве обрабатываемых изделий.
Электропечи шахтные муфельные типа ПШЦ предназначены для проведения цементации, нитроцементации, а также могут быть использованы для других видов х/термической обработки металлов. Муфельные электропечи имеют преимущество перед безмуфельными при периодической работе. Они не требуют длительного времени на восстановление цементационной атмосферы. Печи применяются при мелкосерийном производстве обрабатываемых изделий.
При цементации происходит насыщение поверхностного слоя стальных деталей углеродом путем диффузии из внешней среды при высокой температуре, что позволяет получить высокую твердость на поверхности изделия при вязкой сердцевине, а значит его высокую износостойкость. Цементации подвергают детали из низкоуглеродистых сталей, работающие в условиях контактного износа и знакопеременных нагрузок. Цементация может проводиться с использованием жидкого карбюризатора или цементационного газа.
Крышка печи снабжена электроприводом для её легкого подъёма и опускания. При открывании крышка вручную отводится в сторону поворотом вокруг опорной стойки. На крышке предусмотрены патрубки для выхода газа на свечу, подачи карбюризатора в рабочее пространство и отверстия для установки «свидетелей» с герметичной крышкой.
Автоматическое регулирование подачи карбюризатора. Электропечь поставляется с установкой подачи и контроля печных атмосфер (ПКПА), смонтированной в отдельном шкафу. Установка ПКПА предназначена для создания печных атмосфер при цементации, нитроцементации и светлой закалке непосредственно в рабочем пространстве муфельной печи. Установка обеспечивает регулирование углеродного потенциала путем нормированных подач карбюризатора (природный газ, керосин, синтин, метанол, триэтаноламин) и окислителя
Управление углеродным потенциалом печной атмосферы обеспечивает исключение брака по микроструктуре, включая цементитную сетку, возможность получения диффузионного слоя с заданной микроструктурой (соотношение мартенсита, аустенита и избыточных карбидов), ускорение процесса цементации до 0,17мм/час при температурах не выше 920°С, значительное снижение сажеобразования в печи и продление срока службы оснастки и элементов конструкции печи.
Все электропечи имеют качественную теплоизоляцию нагревательной камеры из волокнистых и микропористых материалов, что позволяет снизить потери тепла и сделать печь достаточно экономичной. Использование герметичного муфеля и центробежного вентилятора для принудительной циркуляции газового потока в рабочем пространстве печи, а также применение высокоточных температурных контроллеров с цифровой индикацией позволяет устанавливать равномерную температуру с точностью ± 5°С и однородную газовую атмосферу по всему объёму печи. Герметичность перекрытия муфеля крышкой обеспечивается асбестовым уплотнением и песочным затвором.
Шахтные электропечи имеют электронное управление нагревом с цифровой индикацией температуры. Для регистрации температурного режима на шкафу управления установлен регистратор температуры, предоставляющий графическую диаграмму процесса. С целью повышения безопасности работы все электропечи оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при откате крышки. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях.
Все электропечи поставляются в виде комплектных и футерованных легкособираемых модулей. Необходимое силовое и регулирующее оборудование смонтировано в шкафу управления. Для удобства монтажа и транспортировки электропечь ПШЦ 8.25/9,5 конструктивно состоит из двух самостоятельных секций – верхней и нижней. Секции стыкуются на месте монтажа печи. Для правильного монтажа на секциях печи установлены специальные стыковочные ловушки. Муфель цельный.
Электропечь должна устанавливаться в приямок (колодец), что делает более удобной работу при загрузке и выгрузке деталей.
Ванны закалочные
Закалочные ванны типа ВЗП предназначены для охлаждения стали под закалку в жидких полимерных средах или в воде. Закалка в полимерных жидких средах это новая, современная технология охлаждения сталей закалку.
 Преимущества закалки в полимерных средах относительно закалки на масло:
Преимущества закалки в полимерных средах относительно закалки на масло:
- отсутствие гари и копоти при закалке, нет необходимости в системе взрывоподавления и противопожарных системах;
- улучшаются параметры закалки;
- снижаются затраты на закалку.
ОБЩАЯ ИНФОРМАЦИЯ О ЖИДКИХ ПОЛИМЕРНЫХ СРЕДАХ.
1. Жидкие закалочные полимерные среды это новые материалы позволяющие проводить практически любую заданную интенсивность охлаждения металла в диапазоне «вода - масло» и может быть использована для закалки деталей и заготовок широкого спектра типоразмеров и марок сталей, а также изделий из других сплавов. Жидкая полимерная среда является нетоксичной, негорючей, не агрессивной в коррозионном отношении жидкостью, поэтому ее эксплуатация не требует специальных средств защиты обслуживающего персонала и оборудования.
2. В процессе эксплуатации не требуется замены жидкости в закалочном баке. Рабочее состояние среды поддерживается проведением корректировок.
ОСОБЕННОСТИ КОНСТРУКЦИИ
1. Ванна представляет собой прямоугольную емкость, сваренную из листовой стали.
2. Для обеспечения эффективной циркуляции потока закалочной жидкости в ванне установлены мешалка и направляющие для эффективного перемешивания закалочной жидкости внутри ванны.
3. Внутри ванны установлена сетчатая корзина, предназначенная для извлечения деталей при их высыпании непосредственно в бак или просыпании из загрузочной корзины.
4. Для предварительного подогрева и охлаждения закалочной жидкости ванна оснащена системой автоматического поддержания температуры закалочной среды, номинально до 80°С. Предварительный нагрев закалочной жидкости производится нагревателями типа ТЭН.
5. Охлаждение закалочной жидкости производится теплообменником, установленным в циркуляционной магистрали.
6. Закалочная ванна оборудована бортовыми отсосами.
7. Закалочная ванна ВЗП 7.6.6/0,8 поставляется в собранном виде с необходимым силовым и регулирующим оборудованием, смонтированном в пульте управления.
КОМПЛЕКТ ПОСТАВКИ ЗАКАЛОЧНОЙ ВАННЫ ВЗП:
1. Закалочная ванна.
2. Теплообменник.
3. Печь нагрева эталона с приборами для контроля охлаждающей способности закалочной жидкости (для работы с полимерной средой).
4. Техническая документация на оборудование.
Электропечи рольганговые
 Электропечи рольганговые проходного типа предназначены для различных видов низкотемпературной термообработки деталей (отпуск, полимеризация, прокалка и т.д.) в непрерывном режиме.
Электропечи рольганговые проходного типа предназначены для различных видов низкотемпературной термообработки деталей (отпуск, полимеризация, прокалка и т.д.) в непрерывном режиме.
Рабочее пространство электропечи имеет форму проходного туннеля, образованного из печных модулей. Передвижение изделий через туннель производится по рольгангу посредством электропривода в автоматическом режиме. На первом и последнем модулях печи установлены пульты ручного управления механизмами печи. На входе в туннель перед модулем установлен входной рольганг для загрузки изделий. Для разгрузки термообработанных изделий на выходе из камеры нагрева установлен разгрузочный рольганг. Нагрев электропечи осуществляется с помощью специального калорифера, расположенного в верхней части печного модуля. Калорифер состоит из двух секций с нагревателями (ТЭН), расположенными в шахматном порядке. Между секциями с нагревателями находится колесо центробежного вентилятора, электродвигатель которого установлен на верхней крышке печного модуля. Рабочее колесо вентилятора обеспечивает продувку нагревателей воздушным потоком из рабочего пространства модуля. Нагретый воздух, от калорифера проходит по воздуховодам, расположенным вдоль боковых стенок туннеля, и через воздушные окна поступает под рольганг. Таким образом происходит постоянная циркуляция воздушного потока в рабочем пространстве печи, что позволяет устанавливать равномерную температуру по всему его объёму.
Элекропечь поставляется в виде комплектных и футерованных легкособираемых модулей. Модульная конструкция печи позволяет значительно ускорить и облегчить такелажные и монтажные работы. Эффективная теплоизоляция камеры нагрева из волокнистых и микропористых материалов, позволяет снизить потери тепла и сделать печь достаточно экономичной.
Электропечь рольганговая имеет электронное управление нагревом с цифровой индикацией температуры в каждом печном модуле, обеспечивающее оперативную и точную настройку требуемого режима термообработки. Для регистрации температурного режима на шкафу управления установлен регистратор температуры. При обрыве термопары и превышении температуры срабатывает защита, отключающая напряжение на нагревателях. Электропечь оснащена преобразователями частоты, служащими для плавного регулирования частоты вращения электродвигателей приводов рольганга (для плавного регулирования скорости рольганга). Для экстренного отключения питания печи на пультах ручного управления расположена кнопка АВАРИЯ.
Необходимое силовое и регулирующее оборудование смонтировано в шкафу управления.
Электропечи конвейерные
 Электропечи конвейерные проходного типа предназначены для сушки, нагрева и других видов термообработки различных изделий.
Электропечи конвейерные проходного типа предназначены для сушки, нагрева и других видов термообработки различных изделий.
Основными элементами конструкции электропечи являются транспортерное устройство и камера нагрева. Транспортёрное устройство служит для перемещения обрабатываемых изделий через камеру нагрева на сетке конвейера с помощью электромеханического привода.
Для подачи изделий на сетку конвейера имеется загрузочный лоток. Для выгрузки термообработанных изделий на выходе из камеры нагрева установлен разгрузочный лоток.
Со стороны входа и выхода камера закрыта теплоизолирующими дверцами и эластичными шторками из силиконовой резины, которые имеют разрезы для беспрепятственного захода изделий в камеру и выхода их из нее.
Нагрев осуществляется группами нагревательных элементов (ТЭН), установленных горизонтально в воздушном канале за стенками рабочей камеры. Циркуляцию воздуха обеспечивает вентилятор, направляющий нагретый воздух из воздушного канала в камеру через воздушные окна под сеткой конвейера. Таким образом происходит постоянная циркуляция воздушного потока в рабочем пространстве печи, что позволяет устанавливать равномерную температуру по всему его объёму. Для регулировки интенсивности сброса влажного и притока свежего воздуха в верхней части камеры имеются заслонки. Электропечь конвейерная ПК 5.15.5/2,5 имеет одну зону нагрева.
Камеры нагрева других печей имеют несколько независимых зон нагрева, а для регистрации температурного режима на шкафу управления установлен регистратор температуры.
Все конвейерные электропечи оснащены термоконтроллерами с цифровой индикацией температуры. Наличие на электропечах электронного управления температурным режимом с помощью цифрового термоконтроллера обеспечивает точное регулирование температуры по всему объему камеры. Для плавной регулировки скорости движения конвейера печи оснащены частотным преобразователем. При обрыве термопары и превышении температуры срабатывает защита, отключающая напряжение на нагревателях. Для экстренного отключения печи имеется кнопка АВАРИЙНЫЙ ОСТАНОВ.
Электропечи поставляются в полностью собранном и футерованном виде. Необходимое силовое и регулирующее оборудование смонтировано в шкафу управления. Проходная конструкция электропечей позволяет легко встраивать их в различные технологические линии.
Электропечи туннельные для обжига
 Электропечи туннельные предназначены для обжига: керамики, глазурованных изделий, декоративных кирпичей, черепицы, фасонных изделий и т.д. Электропечь может быть использована для термообработки других изделий и материалов в непрерывном режиме.
Электропечи туннельные предназначены для обжига: керамики, глазурованных изделий, декоративных кирпичей, черепицы, фасонных изделий и т.д. Электропечь может быть использована для термообработки других изделий и материалов в непрерывном режиме.
Рабочее пространство электропечи имеет форму проходного туннеля, образованного печными модулями. Передвижение изделий через туннель производится по рельсовому пути на футерованных печных тележках. Перемещение тележек может осуществляться электроприводом дискретно на расстояние, равное длине модуля. Временной интервал (дискрет) в этом случае задается таймером. Движение тележек в печи может производиться непрерывно. Скорость перемещения в этом случае задается частотным преобразователем. Средняя скорость продвижения тележек 2 - 4 м/час. Способ перемещения печных тележек оговаривается при заказе. Для возврата тележек справа от печи выложен рельсовый путь, служащий одновременно для разгрузки тележек с обожженными изделиями и загрузки сырых изделий для термообработки. Перемещение тележек по рельсовому пути вне печи производится вручную. Масса загрузки на одну тележку 240 кг.
Электропечь ПТО 10.320.1,5/10 имеет:
- 10 обогреваемых модулей;
- 14 модулей без нагрева;
- 30 печных тележек.
В зависимости от требуемого графика обжига и производительности печи количество обогреваемых и необогреваемых модулей может меняться и согласовывается дополнительно при заказе. Гибкая модульная конструкция туннельной электропечи позволяет обеспечить требуемый технологический режим обжига изделий при перемещении их по туннелю.
Нагрев электропечи производится нагревателями спирального типа, расположенными на своде рабочей камеры обогреваемых модулей. Первый модуль (необогреваемый) предназначен для медленного прогрева сырых изделий, последние, также необогреваемые, - для медленного остывания обожженных изделий по мере продвижения их к выходу из печи. На крышке последнего модуля печи установлен центробежный вентилятор, который продувает воздушный поток через туннель навстречу направлению движения обжигаемых изделий. Проходящий по туннелю воздух, вначале охлаждает изделия в последних модулях печи, нагреваясь при этом сам, а затем отдает тепло холодным изделиям, находящимся в первых модулях. Такая схема рекуперации позволяет частично использовать тепло обожженных изделий, выходящих из печи, для подогрева сырых изделий, находящихся в начале печного туннеля, и тем самым снизить потребление электроэнергии. Вентиляционный патрубок с заслонкой позволяет регулировать поток воздуха через туннель.
Электропечи имеют хорошую теплоизоляцию из волокнистых и микропористых материалов, позволяющую снизить потери тепла и сделать печь достаточно экономичной. Независимое задание температуры и электронное управление нагревом с цифровой индикацией температуры в каждом печном модуле обеспечивают оперативную и точную настройку требуемого режима обжига.
При обрыве термопары и превышении температуры срабатывает защита, отключающая напряжение на нагревателях. На приборной панели шкафа управления для экстренного отключения питания печи имеется кнопка АВАРИЯ.
Электропечь поставляется в виде комплектных и футерованных легкособираемых модулей. Модульная конструкция печи позволяет значительно облегчить такелажные и монтажные работы.
Управление нагревом электропечи и движением печных тележек осуществляется с приборной панели шкафа управления, расположенного рядом с печью.
Электропечи барабанные
- Электропечи барабанные проходные типа СБО
 Электропечи барабанные проходные предназначены для обжига, прокалки, сушки различных сыпучих материалов в непрерывном режиме и последующей загрузки их в тару.
Электропечи барабанные проходные предназначены для обжига, прокалки, сушки различных сыпучих материалов в непрерывном режиме и последующей загрузки их в тару.
Электропечь СБО 2.13/14 может работать как в проходном, так и в тупиковом режимах.
Основными элементами конструкции барабанной печи являются вращающийся рабочий барабан с электромеханическим приводом вращения и камера нагрева, установленные на опорной (поворотной) раме печи. В электропечах проходного типа рама печи опирается на заднюю опору и закрепляется под нужным углом в передней опоре с помощью двух фиксирующих пальцев.
Камеры нагрева электропечей имеют несколько регулируемых зон нагрева по длине печи и имеют съёмный футерованный свод для быстрой установки барабана при монтаже печи. В электропечах с максимальной температурой до 500-1000°С нагрев барабана производится проволочными нагревателями спирального типа (материал - суперфехраль), расположенными горизонтально на поду и на боковых стенках камеры нагрева. В печи СБО 2.13/14 с максимальной температурой до 1350°С для нагрева используются стержневые карбидкремниевые нагреватели, расположенные вертикально на боковых стенках камеры. Барабан электропечи СБО 2.13/14 изготовлен из графитошамотного материала и с двух сторон закрывается специальными крышками.
Электропечь СБО 5.35/10 предназначена для закалки дроби и других мелких сыпучих деталей. Она имеет разгрузочный лоток внутри камеры нагрева по которому разогретые изделия попадают в закалочную ванну расположенную под печью.
Все электропечи поставляются в виде комплектных и футерованных легкособираемых модулей. Печи имеют хорошую теплоизоляцию из волокнистых и микропористых материалов, позволяющую снизить потери тепла и сделать печь достаточно экономичной. Необходимое силовое и регулирующее оборудование смонтировано в шкафу управления. Элементы управления печей СБО 2,6.13/10 и СБО 2.13/14 смонтированы в пульте управления.
Электронное управление нагревом с цифровой индикацией температуры в каждой зоне обеспечивает точное регулирование температуры по объему всей камеры и равномерный прогрев массы.
При обрыве термопары и превышении температуры срабатывает защита, отключающая напряжение на нагревателях. Для плавного регулирования скорости вращения барабана каждая электропечь оснащена преобразователем частоты. На приборной панели шкафа управления для экстренного отключения печи имеется кнопка АВАРИЙНЫЙ ОСТАНОВ.
При изменении угла наклона камеры нагрева и скорости вращения барабана можно быстро установить требуемую производительность барабанной печи. Проходная конструкция барабанных печей позволяет легко встраивать их в различные технологические линии.
- Электропечи барабанные тупиковые типа СБО
 Электропечь барабанная тупиковая поворотная типа СБО 4.9/4 (ПБТ 4.9/4) предназначена для обжига, прокалки, сушки и других видов термообработки различных сыпучих материалов или мелких деталей во вращающемся закрытом барабане.
Электропечь барабанная тупиковая поворотная типа СБО 4.9/4 (ПБТ 4.9/4) предназначена для обжига, прокалки, сушки и других видов термообработки различных сыпучих материалов или мелких деталей во вращающемся закрытом барабане.
Основными элементами конструкции такой электропечи являются: рабочий барабан, опорная рама с электромеханическим приводом вращения барабана, камера нагрева, опорная стойка с электроприводным механизмом поворота (наклона) электропечи и шкаф управления. Камера нагрева электропечи СБО 4.9/4 (ПБТ 4.9/4) имеет цилиндрическую рабочую камеру с нагревателями (ТЭНы) специального типа. По центральной оси нагревательной камеры располагается вращающийся барабан с крышкой.
Управление температурным режимом производится с помощью цифрового термоконтроллера. Управление электромеханическими приводами вращения барабана и поворота рамы осуществляется кнопками со шкафа управления.
Для загрузки барабана его входной проем поднимается вверх. Загрузка производится вручную. После загрузки входной проем закрывается крышкой.
Термообработка производится при горизонтальном положении барабана. Для выгрузки термообработанных изделий барабан наклоняется вниз. Детали высыпаются в корзину и переносятся на другой участок.
Электропечь барабанная тупиковая типа СБО 5.12/7 (ПБТ 5.12/7) предназначена для обжига, прокалки, сушки и других видов термообработки различных сыпучих материалов или мелких деталей во вращающемся закрытом барабане.
Основными элементами такой электропечи являются: съемный рабочий барабан, камера нагрева шахтного типа с вертикальной загрузкой барабана, привод барабана, установленный на каркасе печи и откатная крышка с механизмом ее подъема при откатке. В камере нагрева на поду и на боковых стенках установлены нагреватели спирального типа.
Барабан с деталями устанавливается в рабочую камеру печи на опорные ролики с помощью грузоподъемных средств. После чего закрывается крышка печи, включается привод вращения барабана и начинается нагрев электропечи.
Печь имеет блокировку нагревателей (снятие напряжения) при открывании крышки печи. Управление температурным режимом производится с помощью цифрового термоконтроллера. Управление электромеханическим приводом вращения барабана производится кнопками с пульта управления.
Электропечь СБО 5.12/7 (ПБТ 5.12/7), как правило, поставляется в комплекте с охладителем типа ОКБ 5.12. Управление вентиляторами и электромеханическим приводом вращения барабана на охладителе осуществляется с единого пульта управления электропечью.
Все электропечи поставляются в виде комплектных и футерованных легкособираемых модулей. Печи имеют хорошую теплоизоляцию из волокнистых и микропористых материалов, позволяющую снизить потери тепла и сделать печь достаточно экономичной. Электронное управление нагревом с цифровой индикацией температуры обеспечивает точное регулирование температуры по объему всей камеры и равномерный прогрев массы.
При обрыве термопары и превышении температуры срабатывает защита, отключающая напряжение на нагревателях. На приборной панели шкафа управления электропечи СБО 4.9/4 (ПБТ 4.9/4) для экстренного отключения механизмов печи имеется кнопка АВАРИЯ.
 Необходимое силовое и регулирующее оборудование смонтировано в пульте (либо в шкафу) управления.
Необходимое силовое и регулирующее оборудование смонтировано в пульте (либо в шкафу) управления.
- Питатели ленточные
Питатель ленточный предназначен для дозированной загрузки сыпучих материалов непосредственно в барабан печи.
Основными элементами являются ленточный транспортер, привод транспортера, приемный короб (накопитель) и загрузочный лоток, установленные на опорной раме. Для привода транспортера используется мотор редуктор с плавным регулированием частоты вращения приводного вала.
Меняя положение заслонки на передней стенке приемного короба и скорость движения транспортерной ленты, можно регулировать количество сыпучего материала, подаваемого на ленту и, соответственно, в электропечь в пределах 3 - 18 дм3/час.
Питатель устанавливается рядом с печью так, чтобы загрузочный лоток заходил в приемный конус печи.
В зависимости от угла наклона барабана загрузочный лоток имеет два положения.
Управление движением транспортера происходит с единого пульта управления печью.
Электропечи для плавки и заливки баббита
- Камерные для нагрева и выплавки баббита
 Электропечи камерные типа ПКН предназначены для нагрева отработавших вкладышей подшипников и выплавки баббита.
Электропечи камерные типа ПКН предназначены для нагрева отработавших вкладышей подшипников и выплавки баббита.
Рабочая камера образована кладкой из огнеупоров, на стенках которой и на поду расположены нагреватели в виде спиралей. Нагреватели выполнены из проволоки сплава суперфехраль производства Германии.
На своде печи имеются вентиляционные каналы с регулируемыми задвижками, что позволяет производить естественную вентиляцию рабочей камеры. Дверь электропечи ПКН-1,0-180 открываются подъемом вверх, при этом внутренняя разогретая футеровка двери всегда будет направлена в сторону камеры, что более удобно и безопасно для работы. Печь имеет специальный поддон для установки вкладышей и обогреваемый лоток для слива баббита.
Дверь электропечи ПКН-0,6-2000 установлена на выкатном поду и перемещается вместе с ним, закрывая тем самым проем рабочей камеры. Перемещение выкатного пода осуществляется электромеханическим приводом. Управление движением пода производится с выносного кнопочного поста управления. На поду установлена подставка с поддоном из жаропрочной стали. В двери печи имеется окно с лотком, обеспечивающим вытекание расплава из поддона.
Электропечи типа ПКН поставляются в полностью собранном и футерованном виде. Печи имеют хорошую теплоизоляцию из волокнистых и микропористых материалов, позволяющую снизить потери тепла и сделать печь достаточно экономичной.
Необходимое силовое и регулирующее оборудование смонтировано в пульте (шкафу) управления.
Камерные электропечи имеют электронное управление нагревом с цифровой индикацией температуры. Для подогрева лотка пульт управления электропечи ПКН-1,0-180 оснащен регулятором мощности. Для регистрации температурного режима на шкафу управления печи ПКН-0,6-2000 установлен регистратор температуры. С целью повышения безопасности работы все электропечи оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при открывании двери. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях.
- Печи для плавки баббита с клапаном разлива
 Электропечи плавильные типа ППН с нижним клапаном разлива предназначены для плавки и дозированного залива расплавленного баббита во вкладыши подшипника.
Электропечи плавильные типа ППН с нижним клапаном разлива предназначены для плавки и дозированного залива расплавленного баббита во вкладыши подшипника.
Для нагрева тигля с баббитом предназначена рабочая камера, образованная огнеупорной кладкой. Тигель выполнен в виде цилиндра из нержавеющей стали. В днище тигля имеется отверстие для слива расплавленного баббита, перекрываемое клапаном с пневмоприводом. Управление приводом подъемного механизма осуществляется с пульта управления (в двух режимах - ручном и автоматическом) или с выносного поста (для печи ППН-0,6-50). Через сливное отверстие по лотку (наклонный сливной желоб) баббит дозированными порциями перетекает в литьевую форму.
Рабочая камера с установленным в ней тиглем закрывается крышкой. Крышка откатывается в сторону по направляющим, открывая тем самым проём рабочей камеры. На стенке печи предусмотрен канал для аварийного слива, закрывающийся крышкой. Поддон для аварийного слива входит в комплект и поставляется с печью. Нагрев рабочей камеры с тиглем производится проволочными нагревателями, расположенными горизонтально на стенках камеры.
Все электропечи имеют хорошую теплоизоляцию, позволяющую снизить потери тепла и сделать печь достаточно экономичной. Электропечи поставляются в полностью собранном и футерованном виде в комплекте с необходимым силовым и регулирующим оборудованием, которое смонтировано в пульте управления.
Пульт управления печи оснащен регулятором температуры с лимбом для задания режимов работы печи, таймером времени разлива и кнопками управления клапаном. С целью повышения безопасности работы на всех печах установлены блокировочные выключатели для снятия напряжения (отключения нагрева) при открывании крышки. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение питания нагревателей печи.
Плавильные печи с нижним клапаном разлива должны устанавливаться на специальную площадку или подставку, выше уровня разлива.
Электропечи плавильные
- Электропечи плавильные раздаточные типа ПП
 Электропечи ПП - раздаточного типа предназначены для плавки металла, хранения его в расплавленном состоянии и расходования для заливки в формы по мере необходимости.
Электропечи ПП - раздаточного типа предназначены для плавки металла, хранения его в расплавленном состоянии и расходования для заливки в формы по мере необходимости.
Плавка производится в сменных тиглях из шамотографита, карбидкремния. Возможно применение чугунных тиглей соответствующих размеров. При извлечении тигля используются специальные клещи. При вычерпывании расплава из тигля используется разливочный ковш.
Максимальная рабочая температура в печах типа ПП-1,0 - 1000°С, что вполне достаточно для плавки олова, свинца, цинка, алюминия и их сплавов. В таких печах нагрев производится проволочными нагревателями в виде спиралей. Электропечь типа ПП-1,3 с максимальной температурой нагрева до 1300°С предназначена для плавки меди и медных сплавов. Для нагрева тигля используются стержневые карбидкремниевые нагреватели, установленные вдоль стенок рабочей камеры. Рабочая камера с установленным в ней тиглем закрывается крышкой. Крышка откатывается в сторону по направляющим, открывая тем самым проём рабочей камеры. На передней стенке печи предусмотрен канал для аварийного слива, закрывающийся крышкой. В комплект поставки входит поддон для аварийного слива.
Все электропечи имеют хорошую теплоизоляцию, позволяющую снизить потери тепла и сделать печь достаточно экономичной.
Для управления нагревом печи оснащены электронными регуляторами температуры с лимбом либо цифровыми термоконтроллерами. С целью повышения безопасности работы на всех печах установлены блокировочные выключатели для снятия напряжения (отключения нагрева) при открывании крышки. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение питания нагревателей печи. Электропечи поставляются в полностью собранном и футерованном виде в комплекте с необходимым силовым и регулирующим оборудованием, которое смонтировано в пульте управления.
- Электропечи плавильные поворотные типа ППО
 Электропечи ППО - поворотного типа предназначены для плавки цветных металлов и их сплавов и позволяют выливать расплав непосредственно из тигля поворотом печи специальным приводом.
Электропечи ППО - поворотного типа предназначены для плавки цветных металлов и их сплавов и позволяют выливать расплав непосредственно из тигля поворотом печи специальным приводом.
Также как и в печах раздаточного типа плавка производится в сменных тиглях из шамотографита, карбидкремния. Возможно применение чугунных тиглей соответствующих размеров.
Для плавки олова, свинца, цинка, алюминия и их сплавов используются электропечи типа ППО-1,0 с максимальной температурой нагрева до 1000°С. В таких печах нагрев производится проволочными нагревателями в виде спиралей, закрепленных на боковых и задней стенках рабочей камеры.
Рабочая камера с установленным тиглем закрывается крышкой. Крышка подвешена в механизме подъёма, установленном на поворотной консольной опоре, позволяющей при загрузке шихты отводить крышку в левое положение. Для удаления металла из печи при аварийной поломке тигля на передней стенке печи предусмотрен канал для аварийного слива, закрывающийся крышкой. Металл из канала переливается в специальный поддон. Поддон для аварийного слива входит в комплект поставки.
Электропечи типа ППО-1,3 с максимальной температурой нагрева до 1300°С предназначены для плавки меди и медных сплавов. Для нагрева тигля используются стержневые карбидкремниевые нагреватели, установленные вдоль стенок рабочей камеры.
Все электропечи имеют хорошую теплоизоляцию, позволяющую снизить потери тепла и сделать печь достаточно экономичной.
Для управления нагревом печи типа ППО-1,0 оснащены электронными регуляторами температуры с лимбом, на плавильных печах типа ППО-1,3 установлены термоконтроллеры с цифровой индикацией температуры. С целью повышения безопасности работы на всех печах установлены блокировочные выключатели для снятия напряжения (отключения нагрева) при открывании крышки. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение питания нагревателей печи.
Электропечи поставляются в полностью собранном и футерованном виде в комплекте с необходимым силовым и регулирующим оборудованием, которое смонтировано в пульте управления.
Сушильные камеры
- Камеры сушильные
 Сушильные камеры предназначены для сушки крупногабаритных массивных изделий и материалов после их обработки, пропитки и подготовки для других технологических процессов при заданной температуре в атмосфере воздуха.
Сушильные камеры предназначены для сушки крупногабаритных массивных изделий и материалов после их обработки, пропитки и подготовки для других технологических процессов при заданной температуре в атмосфере воздуха.
Для сушки изделий предназначен рабочий отсек из оцинкованной стали. На стенках рабочего отсека находятся направляющие для установки внутри камеры контейнеров с обрабатываемыми изделиями. Жесткая конструкция камеры нагрева с мощными направляющими позволяет загружать на них тяжеловесные (до 1 тонны) изделия в несколько ярусов по высоте камеры. Дверь сушильной камеры подвешивается на двух шарнирах. По периметру двери крепится уплотняющий профиль из силиконовой резины, служащий для герметизации рабочего пространства сушильной камеры. На двери расположена ручка для ее открывания и кронштейн для поджимания двери. Для уплотнения рабочего пространства сушильной камеры используется система пневмоподжима двери.
Нагрев сушильной камеры производится с помощью специального калорифера, расположенного в верхней части рабочего отсека. Калорифер состоит из двух секций с нагревателями (ТЭН). Рабочее колесо вентилятора, расположенного между секциями с нагревателями, обеспечивает многократную принудительную циркуляцию воздуха в рабочем отсеке сушильной камеры и позволяет устанавливать равномерную температуру по всему объёму камеры. Для сброса воздуха из рабочего пространства установлен вентиляционный патрубок с фланцем и заслонкой. Заслонкой можно регулировать интенсивность сброса воздуха и паров из рабочего отсека. Камеры сушильные имеют электронное управление нагревом с цифровой индикацией температуры в рабочем отсеке, обеспечивающее оперативную и точную настройку требуемого режима термообработки (точность задания температуры ±5°С). Для регистрации температурного режима на шкафу управления установлен регистратор температуры, предоставляющий графическую диаграмму процесса. С целью повышения безопасности работы все камеры оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при открывании двери. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях. Камеры сушильные поставляются в полностью собранном и футерованном виде в комплекте с необходимым силовым и регулирующим оборудованием, которое смонтировано в шкафу управления.
- Камеры сушильные с выкатным подом
 Камеры сушильные с выкатным подом типа КСВ предназначены для прогрева, сушки, полимеризации и других видов термообработки различных материалов, связанных с выделением газообразных продуктов.
Камеры сушильные с выкатным подом типа КСВ предназначены для прогрева, сушки, полимеризации и других видов термообработки различных материалов, связанных с выделением газообразных продуктов.
Рабочий отсек сушильной камеры выполнен из нержавеющей стали, устойчивый в коррозионных средах. Нагрев камеры осуществляется группами нагревательных элементов (суперфехраль) расположенных в сводовой части камеры. Максимальная температура нагрева - 400°С.
Камеры выполнены в газоплотном исполнении и имеют систему газоудаления и распределенный подвод свежего воздуха не создающего температурного градиента в камере. Использование циркуляционных вентиляторов и независимых зон нагрева позволяет установить равномерную (±5°С) температуру по всему объему камеры. При открывании вентиляционной задвижки вентиляторы выбрасывают часть воздуха из камеры наружу через вентиляционные патрубки, расположенные на крыше камеры. При необходимости патрубки присоединяются к вытяжной вентиляционной системе цеха. Снаружи рабочий отсек имеет тепловую изоляцию из современных волокнистых материалов с низкой теплопроводностью и теплоемкостью, позволяющей осуществлять быстрые циклы нагрева и охлаждения камеры.
Дверь камеры откатного типа с герметичным уплотнением из силиконовой резины, с системой пневмоподжима, откатывается влево.
Под камеры имеет сварной каркас с расположенной внутри тепловой изоляцией и тепловое уплотнение по периметру пода. Выкат пода осуществляется по рельсовым направляющим с помощью электромеханического привода с устройством плавного старта и торможения. Перемещение пода в КСВ-0,4-1,7 осуществляется вручную, с помощью специальной рукоятки.
Камеры сушильные типа КСВ имеют электронное управление нагревом с цифровой индикацией температуры и комплектуются траекторным модулем, обеспечивающим программное ведение режима нагрева. Для регистрации температурного режима на шкафу управления установлен регистратор температуры, предоставляющий графическую диаграмму процесса. С целью повышения безопасности работы все камеры оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при откате крышки. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях. Сушильные камеры поставляются в виде отдельных полностью собранных и футерованных модулей с минимальной сборкой на месте монтажа.
- Шкафы сушильные модульные
Шкафы предназначены для сушки изделий и материалов после их обработки, пропитки и подготовки для других технологических процессов.Модульная конструкция сушильных шкафов позволяет собрать любой размер по глубине, кратный глубине одного модуля, а также изготовить шкафы в проходном (две двери) или тупиковом (одна дверь) варианте. Кроме того, значительно облегчаются такелажные и монтажные работы.
Конструкция шкафов позволяет использование различных вариантов загрузки и выгрузки изделий.
Для сушки изделий предназначена рабочая камера, изготовленная из листовой оцинкованной стали. Рабочая камера закрывается дверью на подвеске, открывающейся перемещением в левую сторону. Привод двери - ручной.
Центробежный вентилятор, установленный на верхней крышке шкафа обеспечивает принудительную циркуляцию воздуха в рабочей камере и позволяет устанавливать равномерную температуру по всему объёму камеры. Для принудительной вентиляции рабочего пространства установлен патрубок с заслонкой. Заслонкой можно регулировать интенсивность сброса воздуха и паров из рабочей камеры. Нагрев осуществляется группами нагревательных элементов (ТЭН). Для шкафов проходного и тупикового типа имеется возможность монтажа монорельсовых путей на своде рабочей камеры для транспортировки подвешенных изделий.
Все шкафы имеют качественную теплоизоляцию нагревательной камеры из базальтового теплоизоляционного волокна.
Шкафы модульные имеют электронное управление нагревом с цифровой индикацией температуры в камере, обеспечивающее оперативную и точную настройку требуемого режима термообработки (точность задания температуры ±5°С). Для регистрации температурного режима установлен регистратор температуры, предоставляющий графическую диаграмму процесса. Сушильный шкаф оснащен таймером выдержек времени для установки определённой выдержки времени, необходимой для сушки изделия.
При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях. Шкафы поставляются в виде комплектных и футерованных легкособираемых модулей. Необходимое силовое и регулирующее оборудование смонтировано в пульте (либо шкафу) управления.
По ОТДЕЛЬНОМУ ЗАКАЗУ печи комплектуются:
- внутренним стеллажом с полками;
- специальным погрузчиком для загрузки и выгрузки стеллажа из шкафа;
- комплектом ЗИП;
- автоматизацией работы печи на базе персонального компьютера;
- термоконтроллером с возможностью программирования траектории нагрева;
- шкафом с распашной дверью.
 Специальное сушильное оборудование
Специальное сушильное оборудование
- Сушильный калорифер
Сушильный калорифер типа СК-24 предназначен для сушки различного вида мелких деталей или сыпучих материалов на сетке либо в корзине.
Корзина для сушки поставляется по отдельному заказу.
Сушильный калорифер состоит из теплового вентилятора типа КЭВ-24 и воздуховода, служащего для подачи потока теплого воздуха. Тепловой вентилятор оснащен терморегулятором, позволяющим автоматически поддерживать температуру продуваемого воздуха путем отключения (включения) нагревательных элементов.
Режим обдува при этом не отключается.
Тепловой вентилятор имеет блокировку (задержку), обеспечивающую отключение вентилятора через 3-5 мин после отключения нагрева и защиту от перегрева корпуса в виде термовыключателя без самовозврата.
Простая и мобильная конструкция сушильного калорифера позволяет легко встраивать ее в различные технологические линии.
- Электропечь камерная прокалочная
 Электропечь камерного типа с горизонтальной загрузкой типа ПКП предназначена для конвекционной сушки (прокалки) различных сыпучих материалов в специальных поддонах и проведения режимов термообработки, требующих равномерного прогрева деталей и поддержания температуры с высокой точностью.
Электропечь камерного типа с горизонтальной загрузкой типа ПКП предназначена для конвекционной сушки (прокалки) различных сыпучих материалов в специальных поддонах и проведения режимов термообработки, требующих равномерного прогрева деталей и поддержания температуры с высокой точностью.
Футеровка камеры нагрева электропечи выполнена кладкой из огнеупоров. Рабочее пространство камеры нагрева образовано экранами из жаропрочной стали. Внутри камеры установлен стеллаж с 10 поддонами. Нагреватели, изготовленные из проволоки сплава суперфехраль, расположены в воздушных каналах между экранами и футеровкой печи.
На верхней крышке печи установлен двигатель центробежного вентилятора, рабочее колесо которого находится в воздушном пространстве между верхним экраном и сводом камеры нагрева. Вентилятор обеспечивает постоянную циркуляцию воздушного потока, что позволяет устанавливать равномерную температуру по всему объёму рабочего пространства печи.
Электропечь поставляется в полностью собранном и футерованном виде с необходимым силовым и регулирующим оборудованием, которое смонтировано в пульте управления.
Все электропечи камерные типа ПКП поставляются в полностью собранном и футерованном виде. Печи имеют эффективную теплоизоляцию из волокнистых и микропористых материалов, позволяющую снизить потери тепла и сделать печь достаточно экономичной.
Камерные электропечи имеют электронное управление нагревом с цифровой индикацией температуры. Использование центробежного вентилятора для принудительной циркуляции воздушного потока в рабочем пространстве, а также применение высокоточных температурных контроллеров позволяет устанавливать равномерную температуру по всему объему печи с точностью ±5°С.
Многократная циркуляция воздушного потока обеспечивает равномерный нагрев поддонов с сыпучим материалом, влажный воздух выводится через вентиляционную систему печи. С целью повышения безопасности работы все электропечи оснащены блокировочными выключателями для снятия напряжения (отключения нагрева) при открывании двери. При обрыве термопары и превышении температуры срабатывает защита, отключается напряжение на нагревателях. Необходимое силовое и регулирующее оборудование смонтировано в пульте управления.
Порошковые покрасочные комплексы
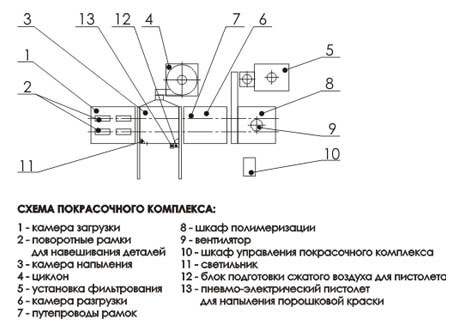 Порошковые покрасочные комплексы (ППК) предназначены для нанесения противокоррозионных, химически стойких и защитно-декоративных покрытий с применением порошковых красок.
Порошковые покрасочные комплексы (ППК) предназначены для нанесения противокоррозионных, химически стойких и защитно-декоративных покрытий с применением порошковых красок.
Порошковый покрасочный комплекс включает:
- камеру напыления для нанесения порошковой краски на детали;
- циклон для улавливания порошка из воздушного потока напылительной камеры;
- фильтровальную установку;
- шкаф полимеризации для спекания порошковой краски;
- два монорельса с каретками и поворотными рамками для крепления деталей при нанесении порошковой краски и перемещения окрашенных деталей из камеры напыления в шкаф полимеризации.
Нанесение порошковой краски производится в камере напыления электростатическим пистолетом-распылителем с величиной напряжения зарядного устройства до 50кВ (при напряжении питания 220 В). Пистолет-распылитель создает факел из смеси воздуха и заряженными частицами порошковой краски. Заряженная порошковая краска под влиянием струй воздуха и сил электрического притяжения оседает на поверхности заземленной окрашиваемой детали. Осевший на поверхность детали порошок удерживается силами электрического притяжения.
Камера напыления имеет откатную дверь, которая позволяет выкатить по монорельсу рамку с окрашенными изделиями в шкаф полимеризации. Рабочее пространство камеры напыления имеет хорошую освещенность и удобный обзор. На задней стенке установлен конфузор, который улавливает порошковую краску, неосевшую на детали. Конфузор соединен с системой рекуперации.
Система рекуперации образована циклоном, совмещенным с центробежным вентилятором, обеспечивающим высокие скорости закручивания потока, а следовательно, хорошую очистку запыленного воздуха. В нижней части циклона имеется контейнер для сбора порошка, неосевшего на изделиях. Собранный порошок после просеивания и очистки может использоваться вторично.
После нанесения слоя порошковой краски окрашенные детали, закрепленные на рамке, перемещаются по монорельсу в шкаф полимеризации для оплавления. Рамка с деталями подвешена на четырехосной каретке, что обеспечивает ее удобное перемещение по монорельсу, имеющему разрывы в зоне перемещения дверей, и не препятствует их закрыванию или открыванию.
Для оплавления напыленной порошковой краски применяется шкаф полимеризации модульного типа с принудительной циркуляцией воздуха внутри, обеспечивающей высокую равномерность температуры по рабочему пространству. Дверь шкафа откатная, что удобно для загрузки и выгрузки изделий. Совмещение цикла полимеризации деталей на одной рамке с подготовкой и окраской деталей на второй рамке значительно повышает производительность комплекса.
Полимерно-порошковый комплекс оснащен всеми необходимыми блокировками и защитами. Управление производится с единого пульта управления, обеспечивающего задание всех технологических режимов. Вентиляционный короб в комплект поставки не входит.
Системы автоматизации электропечей
- Система контроля ТМС-1К, ТМС-2К
1. НАЗНАЧЕНИЕ
1.1 Телемеханическая система предназначена для оперативного контроля процессов термообработки одновременно в одной или нескольких промышленных печах непосредственно со своих рабочих мест технологами, металлургами, начальниками участков или цехов.
Телемеханическая система позволяет:
- отображать на экране персонального компьютера в цифровом виде значения текущих значений температур;
- отображать на экране персонального компьютера в графическом виде все значения температуры (в зависимости от времени) текущего термического процесса;
- масштабировать любой отрезок графика для более детального анализа интересуемого участка термограммы;
- сохранять в архиве информацию о проведенных режимах термообработки за длительный период времени;
- просматривать сохраненные термограммы.
2. УСТРОЙСТВО
2.1 Для дистанционного контроля режимов термообработки система управления электропечью должна иметь устройства, обеспечивающие преобразование информации о термическом процессе в цифровой код с интерфейсом RS485 для передачи на удаленное рабочее место. На электропечах производства ООО «УРАЛЭЛЕКТРОПЕЧЬ» в качестве устройства, передающего цифровой код с интерфейсом RS485, используются регистраторы температуры типа «Термодат».
2.2 На удаленном рабочем месте оператора (технолога, металлурга и т. д.) должен устанавливаться персональный компьютер под управлением операционных систем от Windows 95 до Windows XP.
2.3 Телемеханическая система ТМС-1К. Передача информации на персональный компьютер производится по соединительному кабелю типа «витая пара» на расстояние до 1 км. В этом случае для согласования с компьютером (для преобразования интерфейса RS485/USB) должен применяться адаптер СК201. Такой адаптер должен устанавливаться рядом с персональным компьютером.
2.4 Телемеханическая система ТМС-2К. Перенос информации на персональный компьютер производится с помощью записи на стандартный Flash disk. В этом случае система управления электропечью должна иметь адаптер СК301, копирующий информацию на Flash disk. Такой адаптер устанавливается в шкафу управления электропечью. Копирование информации на Flash disk, а затем с него на компьютер оператор производит вручную.
2.5 Для обеспечения функционирования телемеханической системы ТМС-1К или ТМС-2К необходимо выполнение следующих условий:
- в системе управления электропечью должен быть установлен регистратор типа «Термодат» с интерфейсом RS485;
- на удаленном рабочем месте оператора должна иметься возможность подключения компьютера к принтеру для проведения необходимых распечаток.
3. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
3.1 Программа телемеханической системы контроля, устанавливаемая на компьютер, позволяет регистрировать и сохранять результаты технологического процесса в базе данных ПК. Сохраненные данные могут быть представлены в табличном или графическом виде, они имеют временную привязку и могут быть выведены на печать.
3.2 Программа обеспечивает экспорт данных в Excel и сохранение их в *.xls или *.txt файлах. Текущая информация накапливается и складывается в виде таблиц температур в текстовые файлы по принципу один день — один файл.
3.3 Одновременно с просмотром текущих данных можно просматривать прошлые данные в цифровом и графическом виде. Можно копировать данные в буфер обмена с целью включения их в отчеты, можно распечатать любые фрагменты таблиц, графиков.
3.4 Программа является многооконной, то есть можно одновременно просматривать текущую информацию, а также информацию из архива.
- Система контроля и управления ТМС-10
1. НАЗНАЧЕНИЕ
Телемеханическая система контроля параметров и управления режимами электропечей предназначена для оперативного контроля и управления процессами термообработки на одной или нескольких электропечах непосредственно со своих рабочих мест технологами, металлургами и другими специалистами. КОНТРОЛЬ.
Телемеханическая система обеспечивает контроль за процессами термообработки и имеет возможность:
- передавать информацию от электропечи к персональному компьютеру;
- отображать на экране компьютера (в виде панели управления термоконтроллера) текущую температуру в печи, заданное значение температуры (уставку), состояние нагрева (включен, выключен), положение двери (открыта, закрыта, неисправна), ошибки системы управления, выявленные термоконтроллером;
- отображать на экране компьютера в табличном (текстовом) виде все текущие параметры с возможностью вывода их для печати на принтере;
- отображать на экране компьютера в графическом виде все текущие значения температуры и величины задания (в зависимости от времени) с возможностью вывода их для печати на принтере;
- масштабировать любой отрезок графика для более детального анализа интересуемого участка термограммы;
- сохранять в архиве информацию о проведенных режимах термообработки за длительный период времени;
- просматривать сохраненные термограммы в текстовом и графическом виде.
- УПРАВЛЕНИЕ. Телемеханическая система обеспечивает управление процессами термообработки на электропечах и имеет возможность:
- передавать команды управления от персонального компьютера к электропечи и информацию обратно;
- задавать, изменять заданное значение температуры (уставку) нагрева;
- включать, выключать режим нагрева;
- производить поиск и контролировать количество электропечей, подключенных к сети (с одним персональным компьютером);
- автоматически подключать к телемеханической системе управления новую электропечь, появившуюся в сети;
- сообщать оператору о пропадании связи с какой-либо печью.
2. УСТРОЙСТВО
Телемеханическая система контроля параметров и управления режимами работает с электропечами, на которых используется термоконтроллер ТК41, имеющий CAN-интерфейс для связи с удаленным персональным компьютером. Количество одновременно обслуживаемых электропечей (термоконтроллеров) не более 10. Для обмена данными с термоконтроллерами, установленными на печах, система управления должна иметь преобразователь интерфейсов CAN/RS-232 (БУС-10), который подключается к COM-порту компьютера.
На удаленном рабочем месте оператора (технолога, металлурга и так далее) должен устанавливаться персональный компьютер с операционной системой Windows XP. Передача информации от термоконтроллера к преобразователю БУС-10 производится по соединительному кабелю UTP 4 пары, категории 5. Обжим вилок на кабель выполняется по стандарту TIA/EIA 568.
Для обеспечения функционирования телемеханической системы ТМС-10 необходимо выполнение следующих условий:
- подключить БУС-10 к СОМ-порту компьютера кабелем 9F-9M;
- соединить термоконтроллеры электропечи и БУС-10 кабелем UTP 4.
Программное обеспечение телемеханической системы обеспечивает совместную работу блоков, модулей, имеющих CAN-интерфейс по входным и выходным сигналам.
3. ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
Программа телемеханической системы контроля и управления, устанавливаемая на компьютер, позволяет регистрировать и сохранять результаты технологического процесса в базе данных ПК. Сохраненные данные могут быть представлены в графическом или текстовом виде, они имеют временную привязку и могут быть выведены на печать.
Программа телемеханической системы контроля и управления, устанавливаемая на компьютер, автоматически осуществляет контроль количества термоконтроллеров в сети и выводит их панели управления на экран. В процессе работы при появлении новых устройств в сети, программа добавляет его панель управления на экран. При пропадании термоконтроллера, например, при выключении его питания, панель управления с экрана не убирается, выдается ошибка «нет связи».
На панели управления отображаются данные с термоконтроллера (текущая температура, заданная температура — уставка, нагрев (включен, выключен), состояние двери (открыта, закрыта, неисправна), ошибки);
Для каждой печи создается свой файл отчета за одни сутки, в него с частотой раз в секунду записываются данные: дата, время, текущая температура, заданная температура, нагрев, состояние двери, ошибки. С началом новых суток заводится новый файл. Формат файла отчета позволяет легко импортировать его в Exel для какого-либо анализа.
Для изменения заданной температуры необходимо ввести новое значение в поле заданной температуры на панели управления. Одновременно с просмотром текущих данных в панели управления можно просматривать любые сохраненные данные в графическом и текстовом виде. Для удобного доступа именно к текущим данным предназначены кнопки ГРАФИК и ТЕКСТ.
В окне последних событий отображаются различные события: обрыв термопары, отсутствие связи, появление связи, при неисправности подсвечивается красным цветом. Эти же сообщения заносятся в файл отчета в графу Ошибки.
- Шкафы и пульты управления
Шкафы и пульты управления обеспечивают:
- бесконтактное управление нагревом промышленными электропечами сопротивления или другими электротермическими установками с целью поддержания заданной температуры в рабочей камере;
- цифровую индикацию величины задания и текущего значения температуры;
- дискретную индикацию величины тока, протекающего через нагрузку по каждой фазе;
- индикацию наличия напряжения на каждой фазе питающей сети;
- защиту от превышения допустимой температуры в рабочей камере и от обрыва термопреобразователя;
ограничение максимального тока (мощности нагрева) через нагрузку; - индикацию перегрузки, т.е. недопустимого значения тока через нагрузку;
- снятие напряжения с нагревателей (отключение нагрева) при открывании двери.
Дополнительно (в зависимости от заказа) могут обеспечивать:
- ведение многоступенчатого программируемого режима нагрева электропечи в соответствии с заданным техпроцессом;
- управление нагревом в нескольких зонах электропечи с целью обеспечения равномерной температуры по всей рабочей камере или создание требуемых градиентов в проходных печах;
- регистрацию термического процесса в одной или нескольких зонах;
- управление приводом конвейера и барабана, включение вентилятора или насоса, открытие (закрытие) клапанов, задвижек и т.д;
- ведение других более сложных термических процессов, требующих обеспечение определенной последовательности операций, например, продувка рабочей камеры, заполнение газом, расхолаживание и т.д.
Шкафы и пульты управления предназначены для управления нагревом промышленных электропечей, сушильных шкафов и другого электротермического оборудования.
Шкафы и пульты управления работают с трехфазными электропечами сопротивления и другим подобным термическим оборудованием с нагревателями соединенными «ЗВЕЗДОЙ». Датчиком температуры, установленным на печи, может быть любой термопреобразователь с номинальной статической характеристикой преобразования ХК(L), ХА(К), ПП(S), ПР(В) и ВР(А) по ГОСТ 3044-84. Тип датчика оговаривается при заказе оборудования.