

Изготовление литейных форм по Сейатцу-процессу (SEIATSU-процесс – «тихий» метод формовки воздушным потоком с последующим прессованием), формовочные машины и автоматические литейные линии фирмы HWS-Sinto в настоящее время в рекламе не нуждаются. Они признаны во всем мире как способ, технология и технические решения, обеспечивающие высокое качество отливок, экономию металла, повышение производительности и улучшение условий труда. Поэтому выбор по оснащению современных литейных производств формовочными линиями немецкого производства фирмы HWS-Sinto, включая Минский тракторный завод, обоснован и подтвержден опытом их длительного и эффективного использования на многих заводах мира, например, две линии работают в чугунолитейном цехе КАМАЗ.

Производственное объединение «Минский тракторный завод» (ПО «МТЗ») было основано 29 мая 1946 года. За более чем полувековую историю своего существования завод превратился в одного из крупнейших производителей сельскохозяйственной техники в мире, на котором работает почти 20.000 человек. За свою историю МТЗ произвел более 3 млн. тракторов, из которых более 500 тыс. поставлено примерно в 100 стран мира. Сегодня заказчикам предлагаются 62 модели разных видов машин, более чем в ста сборочных вариантах для всех климатических и эксплуатационных условий. Новые модели тракторов обладают широкими возможностями агрегатирования с сельхозмашинами различных производителей. На все продаваемые тракторы получены международные сертификаты, подтверждающие их соответствие стандартам Евросоюза. "МТЗ" помимо тракторов предлагает потребителю широкий ассортимент машин специального назначения для заготовки и ухода за лесом, погрузчики, машины для коммунального хозяйства, для работ в шахтах.
В настоящее время в мире насчитывается, более 100 производителей тракторов. Однако лишь 8 из них обеспечивают 96% общего объема мирового рынка сбыта этой техники и Минский тракторный завод входит в их число. При этом на долю МТЗ приходится 8-10% мирового рынка тракторов в своем классе. МТЗ разрабатывает, изготавливает и экспортирует колесные тракторы, запасные части, организует на лицензионной основе их производство, оказывает услуги по налаживанию и проведению сервиса.

В настоящее время МТЗ ведет активную деятельность на рынках более чем 60 государств в различных уголках планеты. На протяжении ряда лет завод сохраняет за собой долю в 8-10% от мирового рынка колесных тракторов, находясь в десятке крупнейших мировых производителей. На сегодняшний день МТЗ – огромное объединение, которое включает в себя восемь предприятий республики, а также их дочерние предприятия: Республиканское унитарное предприятие «Минский тракторный завод»; Сморгоньский агрегатный завод; Бобруйский завод тракторных деталей и агрегатов; Витебский завод тракторных запчастей; Минский завод специнструмента и технологической оснастки; Минский завод шестерен; Лепельский электромеханический завод; Смолевичский завод шестерен; Гомельский завод «Гидропривод»; Завод гидроаппаратуры в г.Хойники; Наровлянский завод гидроаппаратуры; Мозырьский машиностроительный завод.
Несмотря на неоднозначную конъюнктуру рынка МТЗ сохранил свои позиции среди самых крупных экспортеров тракторов как на рынках стран СНГ, так на крупнейших мировых рынках. В 1999 году МТЗ изготовил 57,7% от всех тракторов, изготовленных странами СНГ. В этом же году завод разработал свою новую модель: 250-сильный трактор МТЗ-2522, универсальный по своим возможностям. В
По данным маркетинг-центра предприятия, в первом полугодии
Возможности металлургического производства – изготовление чугунных отливок - от 0,5 до
Чугунолитейное производство завода представлено двумя литейными цехами по производству отливок из серого чугуна: цех по производству, крупных корпусных отливок массой от

Сталелитейное производство завода организовано в сталелитейном цехе с производством отливок фасонного углеродистого литья массой от

Литье по выплавляемым моделям. Производство отливок сложной конфигурации весом от
На заключительной стадии отливки проходят нормализацию в печах с защитной атмосферой; сортировку по наименованиям с отделением дефектных отливок, зачистку остатков питателей на полуавтоматах обнаждачивания, наждачных станках или обрубку на прессах, правку отливок и исправление дефектов и окончательный контроль литья.
Кузнечное и термическое производство. В кузнечном цехе изготавливаются поковки с массой от
На заводе внедрены многие виды термообработки, такие как: прерывистая закалка на воду заготовок, поковок из хромистых, хромокремистых марок стали; изотермический отжиг легированных заготовок, поковок из легированных марок стали; светлая закалка деталей в печах РЕКАТ фирмы "Эльтерма" РП; химико-термическая обработка деталей с автоматическим регулированием и контролем печной атмосферы; ционирование деталей в соляных ваннах; борирование деталей, инструмента в порошках, обмазках; электролизное борирование деталей в соляных ваннах; азотирование, карбонитрирование деталей в шахтных печах; термообработка ТВЧ.
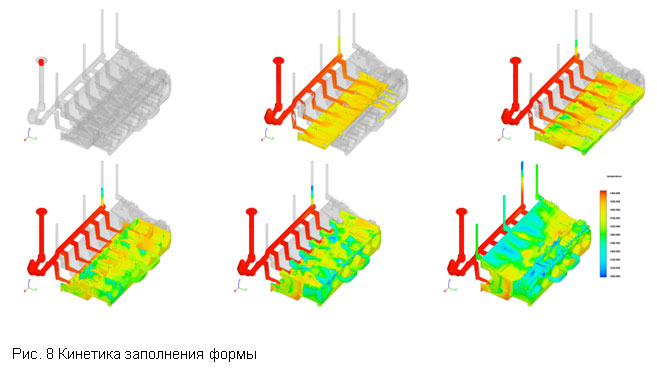
Большое внимание уделяется современному программному обеспечению, позволяющему промоделировать на компьютере литейный процесс, определить возможные дефекты, обусловленные назначенными технологическими параметрами, и предложить методы повышения качества отливки. Благодаря моделированию становится возможным детальное понимание многих аспектов технологического процесса изготовления отливки, и получение ответов на многие сложные вопросы. Моделирование обычно состоит в расчленении технологического процесса на основные части и рассмотрение каждой в отдельности на предмет оценки основных технологических и физических параметров процесса. Например, моделирование заливки литейной формы позволяет ответить на вопрос: «обеспечивает ли данная литниковая система требуемый режим заполнения?» Или: «как нужно изменить отдельные элементы литниковой системы, чтобы получить на питателях требуемый расход и скорость течения металла?» Моделирование помогает ответить на вопрос: «А что если …?» «А что если изменить форму питателя, позволит ли это исключить сепарацию потока и повысить расход через питатель?» Или: «Можно ли повысить выход годного, уменьшив объём литниковой системы не спровоцировав при этом замешивание воздуха в металл?»Таким образом, уже на этапе проектирования можно оценить качество отливки по предложенному техпроцессу или провести оптимизацию техпроцесса для обеспечения технических требований.
Ниже приведены результаты компьютерного моделирования блока цилиндров, выполненного в программе FLOW-3D в сотрудничестве с московским представительством компании Flow Science, разработчика данного пакета (www.flow3d.com).
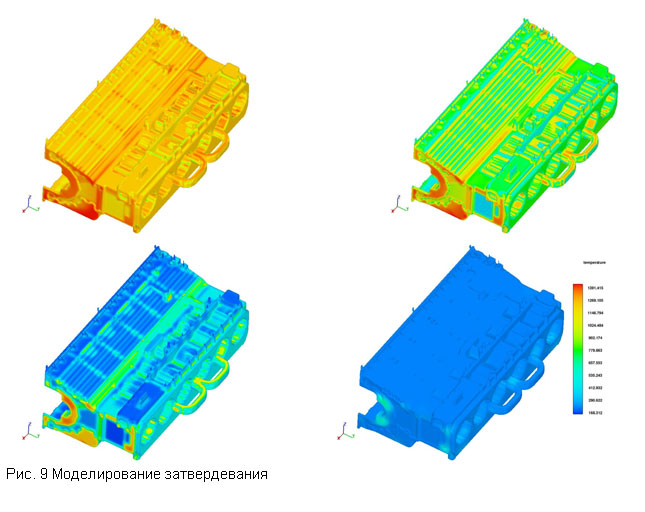
При моделировании затвердевания можно выяснить степень внутренней пористости в отливке, происходящей в результате усадки металла, и проанализировать условия её охлаждения, высокая степень неоднородности которых приводит к неоднородности микроструктуры. Другие процессы, связанные с затвердеванием, такие как ликвация, внутренние напряжения и деформации, температурные режимы одноразовых и многоразовых литейных форм также могут быть исследованы с помощью моделирования. Детальное представление температурного поля в системе отливка-форма помогает оценить кинетику процесса затвердевания и при необходимости принять решение об изменении условий охлаждения или температуры заливаемого металла.
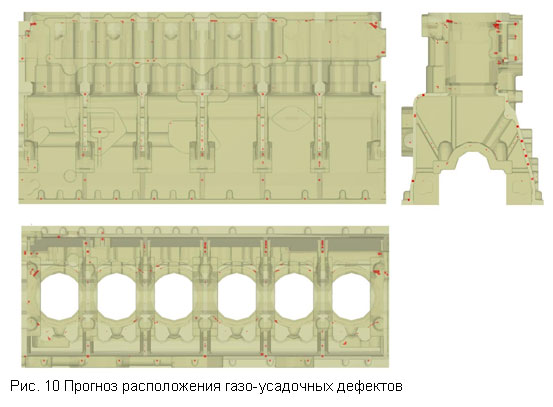
Пакет FLOW-3D обладает уникальными и приятными для литейщика возможностями промоделировать не просто отливку, а процесс литья, начиная при необходимости, что называется, “от печки”. Это оказалось особенно полезным при определении плотности отливки, поскольку суммарная пористость определяется как усадочными процессами, так и воздухом, замешанным в расплав на технологических переходах.
Первая линия HWS-Sinto на МТЗ, Минск.
На MТЗ около 8 лет работает автоматическая формовочная линия, созданная усилиями немецкой фирмы HWS-Sinto и МТЗ. АФЛ с формовочной машиной HSP-4D с размерами опок 1150x950x400/400 мм имеет производительность 40 готовых форм в час и используется для производства отливок блоков и головок блоков цилиндров для сельскохозяйственной техники из серого и высокопрочного чугуна. Заполнение формы формовочной смесью и медленная подача воздуха с последующим прессованием обеспечивают хорошую заполняемость формы, что позволяет получать высокую точность отпечатка модели, необходимую газопроницаемость формы (ее увеличение от модели к наружным слоям), повышать стойкость моделей, улучшать условия труда. Формовочные машины HWS позволяют одновременно изготавливать верхние и нижние полуформы, они легко встраиваются в существующие конвейеры. В одном из литейных цехов Германии АФЛ включает в себя две выбивные решетки раздельно для мелкого и крупного литья, для не залитых и бракованных форм.
Первоначально при заключении первого контракта между фирмой HWS-Sinto и МТЗ было принято решение, что "сердце" линии — формовочный автомат НSР-D, устройство для выталкивания кома из опок, а также автомат для установки стержней поставляет фирма HWS-Sinto, остальное оборудование, включая общий проект АФЛ, - МТЗ. Это позволило сохранить основы первоклассной технологии и способа формовки, сэкономить значительные средства МТЗ в тяжелые годы спада экономики, а также использовать существующее оборудование. В результате были получены отливки высокого качества при планировании оптимизации расходов.

Было принято решение разработать проект и изготовить транспортные системы и выбивную решетку своими силами, а для приготовления формовочной смеси использовать существующие бегуны фирмы " Gisag ". Опочная оснастка была изготовлена на Минском заводе им. Октябрьской революции, а в Германии закуплена качественная гидравлика и система управления. Заблаговременно были подготовлены кадры. Будущие наладчики линии HWS-Sinto и МТЗ работали на монтаже совместно. При запуске и освоении линии не форсировалось получение максимального результата, не ставилась задача сразу получить производительность 40 форм в час, а решалась задача отработки и освоения нового оборудования и технологии. Монтаж и наладка линии осуществлялись специалистами тракторного завода и других предприятий.
По результатам пуска и освоения комплекса технологического оборудования было отмечено, что формовочная смесь не в полной мере соответствует требованиям АФЛ, следует улучшить выбиваемость стержней, для более полного решения технических и экологических проблем вагранки необходимо заменить индукционными печами. Оборудование для механизации транспортных операций АФЛ было изготовлено, смонтировано и отлажено силами завода. Для улучшения охлаждения литейных форм в линию была встроена ветвь охлаждения. Осталась нерешенной проблема формовочной смеси. Для повышения качества формовочной смеси завод закупил в Германии систему контроля влажности.
Кварцевые пески, используемые на заводе, в меньшей степени влияют на работу линии, чем бентонит, однако желательно иметь пески более однородные, зернистостью 0315 и с меньшим содержанием глинистой составляющей. Завод вынужден был отказаться от песков Воскресенского месторождения и вернуться к использованию песков Гомельского месторождения.
Вторая формовочная линия ZFA-SD 5 для завода МТЗ, Минск
После установки и запуска первой формовочной линии HWS-Sinto по Сейатцу-процессу 8 лет назад завод МТЗ вновь выбрал поставщиком второй, но теперь уже полностью комплектной формовочной линии, компанию HWS-Sinto. При изготовлении первой линии выяснилось, что изготовление отдельных узлов на непрофильных заводах СНГ и даже по чертежам немецкой фирмы занимает значительное время и финансовые ресурсы. В данном случае быстрые сроки запуска линии гораздо важнее других факторов, Ведь автоматические формовочные линии как правило, работают без остановки в течение многих смен, а иногда и недель, поэтому простой линии или отсрочка в своевременном запуске сильно сказываются на экономических параметрах заводов, что в случае с МТЗ недопустимо. Учтены все нюансы производства и запуска первой линии и оптимальное обоснованное решение принято в пользу комплектности линии HWS-Sinto.
Новый контракт завода МТЗ и компании HWS-Sinto на поставку второй АФЛ включает в себя поставку и монтаж :
- одной автоматической формовочной линии Сейатцу для сырых смесей типа ZFA-SD 5 с автоматическим простановщиком стержней;
- двух заливочных машин типа „GIMA 12“;
- смесеприготовления и устройства отделения отливки от смеси.
Установка линии будет производиться на втором этаже литейного цеха №2 действующего производства. В программу производства входят 6-ти цилиндровые блоки двигателей, головки цилиндра и корпуса коробок передач для тракторов в опоках размером 1150 x 950 x 400 /400 мм. Производительность новой формовочной линии: 140 готовых форм в час, время охлаждения: ок 100 мин., само же охлаждение происходит в углубленном на 1-ый этаж многоуровневом охладителе. Макс. высота болванов в форме составляет
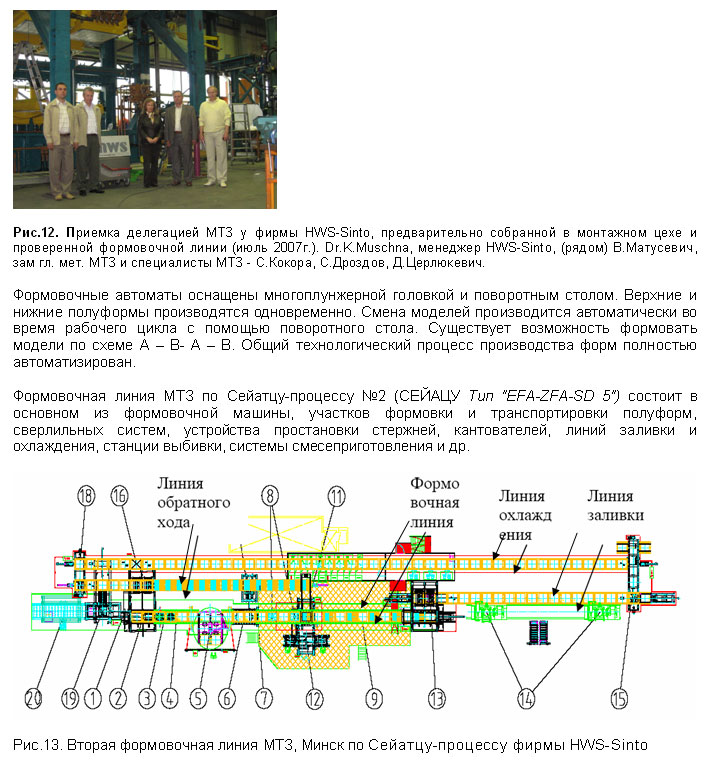
Порядок работы линии. После процесса выбивки пустые пары опок стационарно раскрепляются на линии обратного хода и при помощи устройства перемещения и распаривания пустых опок (2) транспортируются в начало участка формовки. Потом при помощи транспортного цилиндра (1) они сдвигаются по участку формовки. Затем внутренние поверхности опок очищаются при помощи устройства очистителя (3) от прилипших остатков песка. И при помощи устройства для очистки контуров и контроля (4) опоки очищаются снаружи, а контуры проверяются на наличие твердых остатков металла.
В сдвоенном формовочном автомате EFA-ZFA-SD 5 (5) одновременно изготавливаются полуформы верха и низа. Находящийся в машине держатель модельных плит с расположенными на нем заполненными песком опоками и наполнительной рамой поднимается с поворотного стола при помощи подъемного стола формовочной машины до рабочего положения под рамой уплотнительного устройства. В это время и происходит уплотнение. Процесс уплотнения начинается путем открытия специального запатентованного клапана «СЕЙАЦУ» с пропусканием потока воздуха через формовочную смесь, при этом необходимое количество воздуха определяется путем регулирования времени открытия клапана. Последующим усилием прессования сверху процесс уплотнения завершается. Путем опускания изготовленные формы снимаются на рольганг формовочной линии и отделяются от модели.
После перемещения опок по формовочной линии формовочная машина готова к производству следующих полуформ. В кантователе опок (6) все полуформы поворачиваются на 180°, ладом вверх. Во время перемещения по формовочной линии контрлад всех полуформ очищается ножом для срезания избытков смеси (7) вровень с кромкой опоки. Затем в полуформе верха при помощи автоматических сверлильных приспособлений (8) производятся литниковые воронки и вентиляционные отверстия. На рольганге формовочной линии (9) между двумя кантователями полуформы могут сортироваться, контролироваться, оснащаться стержнями и продуваться. Оставшиеся на линии обратного хода поддоны в очистителе тележек (10) при помощи скребков и щеток освобождаются от прилипшей смеси и очищаются. Передаточная тележка (11) перемещает очищенные поддоны на формовочную линию. Затем они поднимаются при помощи подъемного стола к находящимся вверху полуформам низа. При проставлении тяжелых стержней это гарантирует от возможных проблем. Стержни проставляются в нижние полуформы при помощи автоматического устройства для простановки стержней (12). Двумя тележками стержни попеременно транспортируются в простановщик стержней. С этого момента поддоны перемещаются рядом по формовочной линии.
В конце формовочной линии путем обратного кантования полуформы верха и низа с поддоном при помощи устройства снятия и спаривания (13) снимаются на линию заливки, спариваются и затем скрепляются скобами. Готовые формы в сборе затем передвигаются по линии заливки при помощи транспортного цилиндра. Далее осуществляется заливка спаренных форм двумя заливочными машинами (14). В конце участка заливки залитые формы принимаются передаточной тележкой (15) и транспортируются на линию охлаждения 1. Подъемное устройство (16) на линии охлаждения 1 перемещает опоки в холодильник. Там находятся, соответственно на концах линий охлаждения (2, 3, 4 и 5), подъемные станции (17) с транспортными цилиндрами, которые обеспечивают проход опок через холодильник. По окончании фазы охлаждения опоки принимаются передаточной тележкой (18) и передаются на линию обратного хода. В устройстве (19) ком смеси выдавливается снизу из опок при помощи плиты выдавливания и путем отвода ком доставляется на желоб отделения отливок от песка (20). На желобе отделения песка от отливок песок через систему решеток падает вниз на конвейерную ленту и вновь подводится к системе смесеприготовления.
Турецкий завод Erkunt Sanayi A.S.Завод был основан в 1953 году как небольшая литейная и модельная мастерская, а уже двумя годами позже она стала чугунолитейной фабрикой с возможностью обработки готовых деталей. Тогда главной специализацией завода были сточные трубы. 8-милетний опыт, сопровождавшийся коммерческим успехом и ростом мощностей, требовал дальнейшего развития, которое в итоге привело к тому, что Erkunt Sanayi A.S в 1961 году стал акционерным обществом. Этим завод обеспечил себе позицию одного из ведущих предприятий Турции в области литья серого и высокопрочного чугуна и обработки отливок, а численность работников достигла 920 человек. С запуском второго завода (в

Как поставщик литых деталей для тракторов, легковых и грузовых автомобилей и моторостроительных заводов Erkunt играет важную роль в индустриализации Турции. Уже на протяжении 20 лет часть его продукции идет на экспорт в страны Европы. В настоящее время завод имеет сертификаты ISO/TS 16949 und ISO 9001. Целью завода в 2003 году был экспорт 80% всей продукции в развитые страны и одновременно движение в сторону технологического совершенствования продукции. И эта цель была достигнута.
Сегодня завод Erkunt является одним из крупнейших литейных и машиностроительных заводов в Европе. На 2006 год объем производства составил 42.500 тн. Денежный оборот предприятия достиг 64.800.000 долларов США. Продукция экспортируется во многие страны мира- Австрию, Германию, Англию, Италию, Францию и США, а заказчиками являются такие именитые компании, как Mercedes BENZ, Volvo, Ford, Fiat, MAN, IVECO, Mack Trucks и Cummins.
Литейное производство. На фирме Erkunt работают три автоматических формовочных линии: одна линия фирмы HWS-Sinto модель EFA-SD4,5 по (Сейатцу-процесс, опока 900x700x350/350, пр-сть 100 ф/час), одна линия с прессованием встряхиванием фирмы Gustav Zimmermann и одна линия фирмы Künkel Wagner с вакуумным уплотнением.
Во время одной из литейных выставок, проходивших в Стамбуле, фирма HWS-Sinto наряду с другими новыми проектами модернизации литейного производства в Турции (напр. на формовочную машину HSP-1 на 35 ф/ч от фирмы Koçak Metalurji Makina) получила и новый заказ на два формовочных автомата по Сейатцу-процессу для проведения модернизации формовочных линий, поставленных ранее фирмами Gustav Zimmermann и Künkel Wagner.
На основе отличных результатов формовки освоенного Сейатцу-процесса и хорошего опыта работы с имеющейся формовочной линией HWS японского концерна Sinto фирма Erkunt решила заменить эксплуатируемые формовочные машины других изготовителей машинами фирмы HWS-Sinto, работающими по Сейатцу-процессу, а именно моделей EFA-SD 5,5 с размером опок 1200x900x350/350 мм (производительность 100 ф/ч) и EFA-SD 4,5 (размер опок 800x600x300/300 мм, производительность 100 ф/ч). Изготовленные блоки цилиндров и компоненты для производства тракторов марки «Erkunt» и автомобильных частей, а также литье на заказ фирма поставляет и на европейский рынок.

С учетом этих двух новых формовочных машин немецкая фирма HWS-Sinto имеет в Турции в общей сложности уже более 30 ранее поставленных формовочных машин и линий по Сейатцу-процессу.
Стержневые отделения оборудованы машинами ведущего немецкого производителя стержневого оборудования фирмы Laempe (модели LKV12- 3 ед., L20- 2 ед., L40- 1 ед., LFB50HBE- 1 ед., LFB25HBE- 1 ед., LFB25- 5 ед., LG1- 6 ед., LG1.5- 4 ед., LM2- 2 ед., LM3.5- 1 ед., LM5- 1 ед., LVM2- 2 ед). Всего фирма Erkunt Sanayi A.S. имеет два завода, оба расположены в Анкаре. Плавильное отделение оснащено 6-, 15- и 45-тонными индукционными электропечами. Смесеприготовление обеспечивают автоматические системы Eirich и Stotz.
После успешного процесса восстановления промышленности из-за финансового кризиса
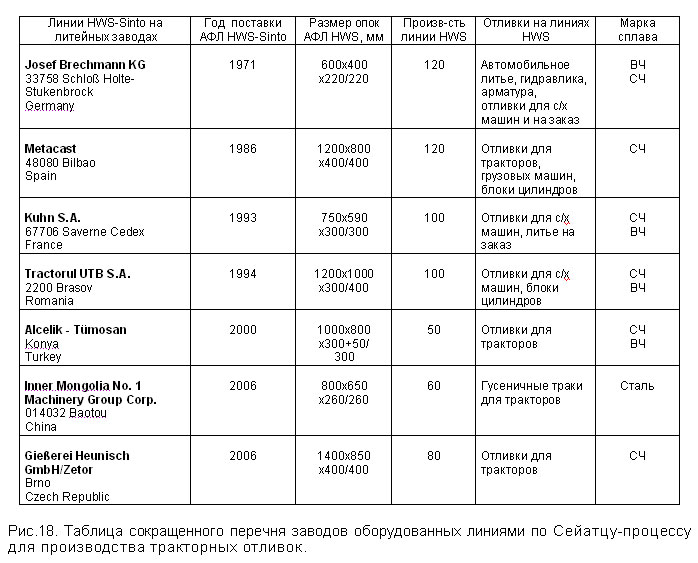
Кроме двух рассмотренных заводов можно привести еще много примеров других литейных производств в мире, на которых освоили Сейатцу-процесс при изготовлении отливок для тракторов и сельхозтехники, например :
Использованная литература:
- Информация сайта ПО «МТЗ»: www.tractors.com.by
- Информация сайта завода Erkunt Sanayi A.S.: www.erkunt.com
- Информация сайта фирмы HWS: www.wagner-sinto.de
- Информация сайта фирмы Laempe: www.laempe.com
- Буданов Е.Н. О новых тенденциях развития литейных технологий в
- Буданов Е.Н. Производство стальных отливок Сейатцу-процессом на литейном заводе AFE Group во Франции// Литейное производство. – 2006. – №1
- Буданов Е., Новая формовочная линия Сейатцу установленная фирмой «Шенхерр» - пример замены и модернизации существующего формовочного оборудования. // Литейное производство. – 2005. - №7
- Информация сайт фирмы Flow Science Inc. www.flow3d.com
- Информация сайта московского представительства Flow Science Inc. www.flow3d.com
При этом, следует учитывать, что наличие самого современного формовочного оборудование является только необходимым условием модернизации литейного производства. А достаточным условием – технологический опыт и возможности освоений самых разных отливок арматуры. Следует отметить, что, технология вакуумно-пленочной формовки и повышение уровня автоматизации существенно устраняют большинство традиционных проблем при литье в «сырые» песчано-глинистые формы или по ХТС-процессу.